Значения аббревиатуры
ВТК
- Вайнах Телеком
- валютно-тарифный комитет
- ведение технической документации
- ветвь тупого края
Всего значений: 21
Значения аббревиатуры
ГСО
- габаритные отходы строительства и сноса
- габаритные строительные отходы
- газоспасательный отряд
- гарантийно-сервисное обслуживание
Всего значений: 20
Значения аббревиатуры
ПМГ
- патрульная моторизованная группа
- патрульно-манёвренная группа
- Первая московская гимназия
- пневмомиелография
Всего значений: 14
Значения аббревиатуры
предочистка
- предварительная очистка
Всего значений: 1
Значения аббревиатуры
ЭСМА
- электронный стимулятор мышечной активности
Всего значений: 1
Значения аббревиатуры
ГИРЦ
- городской информационно-расчётный центр
Всего значений: 1
Значения аббревиатуры
ГЦАХиТО
- главный центр административного и транспортного обеспечения МВД России
Всего значений: 1
Значения аббревиатуры
КГК
- Казанская государственная консерватория
- Калужская генерирующая компания
- Камская горная компания
- Киевгазкомплект
Всего значений: 12
Значения аббревиатуры
ПУС
- палка универсальная специальная
- парусное учебное судно
- Пензенское управление строительства
- передовой узел связи
Всего значений: 13
Значения аббревиатуры
ПГ
- панель перегородок
- паратгормон
- Парк им. Горького
- Парламентская газета
Всего значений: 56
Значения аббревиатуры
ЭКСОР
- Экспертные компьютерные системы оптимизации решений
Всего значений: 1
Значения аббревиатуры
ИРП
- известерегенерационная печь
- индивидуальный рацион питания
- индустриальные радиопомехи
- Институт радиационных проблем
Всего значений: 22
Значения аббревиатуры
КРГ
- Казросгаз
- Киргизская железная дорога
- «Кироврегионгаз»
- Кировская региональная компания по реализации газа
Всего значений: 12
Значения аббревиатуры
МПК
- катушечный магнитофон-приставка
- конструкторская пишущая машина
- магнитное поле корабля
- магнитоплазменный компрессор
Всего значений: 62
Содержание
- — Как позвонить Вайнах оператору?
- — Как узнать свой логин и пароль Вайнах телеком?
- — Что такое Вайнах телеком?
- — Как позвонить провайдеру Вайнах телеком?
- — Как сменить тариф на Втк?
- — Как узнать пароль Вайнах телеком?
- — Какой тип подключения у Вайнах телеком?
- — Как оплатить вай фай Вайнах телеком?
- — Кому принадлежит Вайнах телеком?
- — Сколько абонентов у Вайнах телеком?
- — Как посмотреть свой номер Втк?
Как быстро узнать остаток интернет трафика? Воспользуйтесь любым удобным способом: • Наберите команду для проверки по вашему тарифному плану: *505# команда для проверки основного пакета услуг и дополнительного. Линейка тарифов «Вайнах», Линейка тарифов «Лам», Линейка тарифов «Корпоративный», Студенческий тариф.
Как позвонить Вайнах оператору?
Дозвониться можно на телефон горячей линии — 8 (800) 555 95 95. При этом тарификация отсутствует, и позвонить можно бесплатно с любых устройств. Корпоративные клиенты, партнеры могут связаться с отделом обслуживания по другим контактам. Номер телефона единый городской — +7 (8712) 29 71 20.
Как узнать свой логин и пароль Вайнах телеком?
Система самообслуживания «Вайнах-Гид» для абонентов GSM: Для доступа в систему необходимо получить пароль набрав на телефоне USSD команду *117#.
Что такое Вайнах телеком?
АО «Вайнах Телеком» — универсальный оператор связи в Чеченской Республике
Как позвонить провайдеру Вайнах телеком?
Мы открываем новую страницу в истории АО «Вайнах Телеком» и запускаем для Вас БЕСПЛАТНУЮ ГОРЯЧУЮ ЛИНИЮ для звонков: 8(800)555-95-95.
Как сменить тариф на Втк?
Сменить тариф: Выберите на сайте тарифный план и введите соответствующую команду или в Личном кабинете раздел «Услуги и Тарифы → «Изменение тарифного плана». Название и стоимость перехода указана на странице сайта. При сменен тарифа пакет обновляется, абонентская плата пересчитывается пропорционально.
Как узнать пароль Вайнах телеком?
Система самообслуживания «ЛИЧНЫЙ КАБИНЕТ» для абонентов GSM: Для доступа в систему необходимо получить пароль набрав на телефоне USSD команду *117#. Пример ввода логина для входа в систему — 9958XXXXXX (последние 10 цифр номера).
Какой тип подключения у Вайнах телеком?
И снова всем привет. Сегодня будем настраивать кабельный Интернет провайдера «Вайнах Телеком» (PPPoe соединение).
Как оплатить вай фай Вайнах телеком?
В Сети услуги «Вайнах Телеком» можно оплатить через «QIWI Кошелек». Для этого в строке «Поиск» в персональном «QIWI Кошельке», как и в «QIWI Терминале», достаточно указать название оператора сотовой связи. Сумма для оплаты списывается со счета «QIWI Кошелька». Размер комиссии также составит 2%.
Кому принадлежит Вайнах телеком?
Вы же тоже, как и мы, сразу подумали: интересно, а кому вообще принадлежит этот Вайнахтелеком? Отвечаем: 22 ноября 2003 года Черхигов Рамзан Сайд-Эмиевич и Басаев Адам Ярагиевич учреждают ЗАО «Вайнах Телеком«. …
Сколько абонентов у Вайнах телеком?
Какова абонентская база «Вайнах Телеком» по услугам сотовой связи и фиксированного ШПД? — Общее количество наших абонентов превышает 100 тысяч человек, и это далеко не предел.
Как посмотреть свой номер Втк?
С помощью USSD команды: *100# вы сможете увидеть баланс своего номера на экране мобильного телефона.
Интересные материалы:
Как правильно подобрать браслет на ногу?
Как правильно подписывать посылки?
Как правильно похоронить по христиански?
Как правильно пользоваться банкоматом?
Как правильно пользоваться хронографом на часах?
Как правильно пользоваться киви кошельком?
Как правильно пользоваться вебмани?
Как правильно поминать на 40 дней?
Как правильно поминать усопших на 40 дней?
Как правильно поминать усопших в родительскую субботу?
Значения аббревиатуры ВТК
Найдено значений: 21
| .. Поиск значений сокращения ВТК .. |
|---|
Случайная аббревиатура
Значения аббревиатуры НОО МАБНН
Всего значений: 1
Случайная аббревиатура
Значения аббревиатуры БЭМП
Всего значений: 1
Случайная аббревиатура
Значения аббревиатуры СРКЛ
Всего значений: 1
Случайная аббревиатура
Значения аббревиатуры юнош.
Всего значений: 1
Случайная аббревиатура
Значения аббревиатуры ОДРСУ
Всего значений: 2
Случайная аббревиатура
Значения аббревиатуры ЛУВО
Всего значений: 1
Случайная аббревиатура
Значения аббревиатуры ИА
Всего значений: 16
(показано 5)
Случайная аббревиатура
Значения аббревиатуры МосгорЕИАЦ
Всего значений: 1
Случайная аббревиатура
Значения аббревиатуры мксек
Всего значений: 1
Случайная аббревиатура
Значения аббревиатуры Наркомрыбпром
Всего значений: 1
Случайная аббревиатура
Значения аббревиатуры ВНИЦБД
Всего значений: 1
Случайная аббревиатура
Значения аббревиатуры Гипроив
Всего значений: 1
Случайная аббревиатура
Значения аббревиатуры МГЛК
Всего значений: 1
Случайная аббревиатура
Значения аббревиатуры КЖиП
Всего значений: 1
Случайная аббревиатура
Значения аббревиатуры вещдок
Всего значений: 1
Добро пожаловать в словарь сокращений русского языка!
У нас собрано более 48000 аббревиатур
с более чем 102000 способами их расшифровки.
Словарь-сокращений.рф 2018-2022
В последнее время на предприятиях химической промышленности все чаще используют метод вихретокового контроля (ВТК) теплообменных труб для оценки технического состояния используемых теплообменников. Рассмотрим ситуацию на примере одного из характерных крупных химических предприятий севера РФ. Если в 2014 году было заявлено на тендер по проведению ВТК 33 позиции оборудования, то в 2017 году было заявлено уже 53 позиции. Помимо контроля заранее запланированного оборудования, в течение года возникает необходимость проведения контроля еще 5–10 единиц оборудования. Все это свидетельствует о том, что предприятия РФ постепенно присоединяются к общемировым тенденциям широчайшего использования данного метода контроля.
В связи с достаточно устойчивым финансовым положением химических предприятий увеличилось число приобретаемого теплообменного оборудования для замены вышедшего из строя. Это привело к увеличению случаев аварийных остановок цехов, связанных с вводом в эксплуатацию нового некачественно изготовленного оборудования. После того, как ранее упомянутое предприятие в 2015 году столкнулось с многочисленными проблемами ввода нового оборудования в эксплуатацию, в 2016 году была осуществлена программа входного контроля всех поступающих на производство новых теплообменных аппаратов, что привело к фактам обнаружения некачественного оборудования до установки в технологическую линию. Юридические проблемы, связанные с попытками заставить заводы-изготовители выполнять гарантийные обязательства, привели к тому, что в 2017 году в тендеры на приобретение новых аппаратов включили обязательства по выполнению ВТК теплообменных аппаратов непосредственно на машиностроительном предприятии.
В любом случае проблема некачественно изготовленного нового оборудования существует и стоит остро из-за крайне легкомысленного отношения многих машиностроительных фирм к последствиям эксплуатации изготовленных теплообменников на опасном производственном объекте. Если оборудование из особых специальных сталей в основном заказывается на серьезно относящихся к своему делу заводах-изготовителях, то оборудование из широко распространенных сталей типа 12(08)Х18Н10Т/304/ 304L зачастую попадает на изготовление по ценовому признаку к «полугаражным» фирмам.
В качестве предупреждения хотелось бы рассказать о двух характерных случаях, произошедших в последнее время.
Теплообменники нагрева нефти
В 2015 г. одно из предприятий нефтеперабатывающей отрасли заказало у завода-изготовителя три теплообменника нагрева нефти, представляющие собой сдвоенные горизонтальные теплообменники с плавающей головкой, основной материал – сталь 12Х18Н10Т.
Перед вводом в эксплуатацию нефтеперерабатывающее предприятие провело гидроиспытания, которые показали многочисленные течи по всем фланцевым соединениям аппаратов. При вскрытии, помимо неравномерной затяжки резьбовых соединений, выявлено следующее:
- на теплообменнике Т-1 отсутствуют замки крепления стяжных полуколец днища плавающей головки;
- на теплообменнике Т-2 установлена разрезная прокладка во фланцевом соединении днища плавающей головки и отглушено семь теплообменных труб;
- на теплообменнике Т-3 отглушено четырнадцать теплообменных труб.
Все это свидетельствовало как минимум об отсутствии окончательной гидроопрессовки на заводе-изготовителе.
После обнаружения визуальным способом на одной из труб теплообменника Т-2 сквозного дефекта размерами 3…4 мм нефтеперерабатывающее предприятие обратилось к ОАО «НИИК» с просьбой провести вихретоковый контроль теплообменных пучков теплообменников нагрева нефти.
По результатам ВТК специалистами ОАО «НИИК» было установлено следующее:
- на теплообменных трубах наблюдаются многочисленные дефекты различной глубины (вплоть до 97% толщины стенки);
- трубы в трубном пучке изготовлены из сталей различных марок, в том числе из молибденистых сталей типа Х17Н13М2Т;
- для изготовления трубных досок без согласования с заказчиком применен импортный аналог стали SS321.
При обследовании обращало на себя внимание присутствие многочисленных шумов большой амплитуды в сигналах ВТК, что свидетельствовало о значительном содержании ферритной фазы, обладающей магнитными свойствами, в материале трубы (обычно это характерно для труб иностранного производства, в которых содержание аустенитобразующего никеля в целях экономии поддерживается на минимально нормативно возможном для марки стали уровне).
По результатам контроля некоторые трубы были заменены, одна из них передана для изучения в ОАО «НИИК». В результате визуального осмотра было обнаружено, что на внутренней поверхности трубы наблюдаются многочисленные питтинги, самые глубокие из них, развившиеся в язвы, локализованы на ~1/8 части периметра трубы (рис. 1).

а, в – зона язвенной коррозии; б – зона питтинговой коррозии
Было выделено четыре наиболее крупных дефекта и сделана металлография этих мест. По результатам металлографии структура основного неповрежденного металла соответствует аустенитной стали, наибольшая глубина обнаруженных дефектов составила 1,5 мм (75% номинальной толщины трубы). Один из дефектов представлен на рис. 2.

По результатам визуального осмотра и металлографии можно сделать вывод, что труба ранее находилась в эксплуатации в горизонтальном теплообменнике, в котором проходила конденсация газовой фазы в нижней части труб с образованием коррозионно-активной среды. Об этом свидетельствует локализация крупных язв на достаточно узкой дуге периметра трубы и транскристаллитный характер язв, характерный для коррозионного износа и нехарактерный для дефектов изготовления трубы.
Учитывая класс взрывоопасности среды, обращающейся в теплообменнике, чтобы не допустить возможноcти возникновения аварийной ситуации на ОПО, специалистами ОАО «НИИК» было принято решение забраковать все трубы с шумами, способными экранировать сигнал от возможных дефектов.
Если по совокупности обстоятельств первый рассмотренный случай свидетельствует о некомпетентности изготовителя, то второй случай более сложен и интересен.
Теплообменник производства серной кислоты
Теплообменник в 2015 г. был установлен в цехе производства серной кислоты (ПСК) и после двух недель эксплуатации был выведен в ремонт по причине выхода из строя пяти теплообменных труб. Теплообменник предназначен для охлаждения 98–99%-ной серной кислоты и представляет собой установленный горизонтально кожухотрубчатый теплообменник с неподвижными трубными досками без компенсатора на кожухе. Основной материал – сталь 12Х18Н10Т.
При контроле специалистами ОАО «НИИК» обнаружено шесть труб, имеющих дефекты глубиной 55–95% номинальной толщины стенки трубы. Кроме того, обнаружено 246 труб, имеющих повышенный уровень шума, вызванного изменением магнитной проницаемости материала трубы (Permeability Variation Noise – PVN).
После извлечения трех труб (заглушенная на ПСК после гидроопрессовки; отбракованная по результатам ВТК; труба с PVN), было установлено следующее.
В трубе, заглушенной на ПСК, обнаружены дефекты, представленные на рис. 3.

а – сквозной дефект 1; б – близкий к сквозному дефект 2
По результатам металлографии обращает на себя внимание большая загрязненность структуры металла неметаллическими включениями (рис. 4). Очевидно, что дефект 2 является раскатанным при изготовлении трубы дефектом трубной заготовки, о чем свидетельствует форма дефекта. Дефект 1 является дальнейшим развитием дефекта, подобному дефекту 2, до сквозного.

а – нитриды и силикаты. ´500; б – сульфиды. ´100
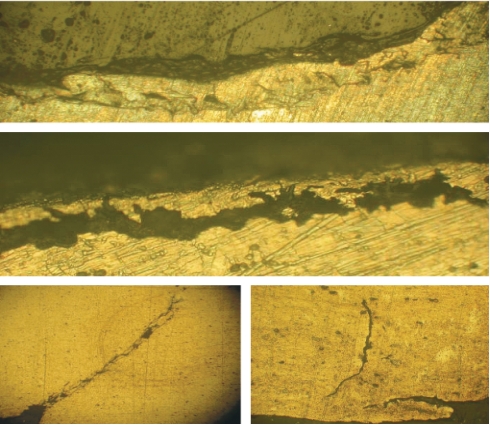
На трубе, отбракованной по результатам ВТК, как на внутренней, так и на наружной поверхности наблюдается продольно расположенный вдоль всей длины образца объект, визуально подобный продольному сварному шву. Вдоль объекта расположены многочисленные язвы (рис. 5). Результаты металлографического исследования предполагаемого места расположения дефекта представлены на рис. 6. Зона предполагаемого сварного шва на шлифе после травления выражена слабо, при увеличении дендритного строения не обнаружено, зона предполагаемого сплавления отличается повышенным содержанием неметаллических включений. Вероятно, данная труба была изготовлена из сварной трубы, использовавшейся в качестве трубной заготовки. Трещина возникла при переделе в результате повышенной по сравнению с основным металлом трубы твердости сварного шва, расположена посередине шва и распространяется с внутренней поверхности сварного шва. Дендритная структура сварного шва распалась в результате механического воздействия при переделе, поэтому сложно определяется при микроскопических исследованиях.
На трубе с PVN содержание ферритной фазы колеблется от 0,3% до 2,2%, в то время как на двух других трубах с нормальными сигналами содержание ферритной фазы составило 0,13–0,2%. Это подтвердило выводы о причинах возникновения шумов от повышенного содержания феррита, обладающего магнитными свойствами, в металле трубы. Осмотр внутренней поверхности двух участков, выбранных случайным образом, выявил наличие одной крупной по площади и многочисленных мелких язв (рис. 7, 8). На одном участке с наружной стороны обнаружены параллельно расположенные поперечные трещины длиной от 1 до 2 мм. При металлографии места расположения крупной язвы и зоны расположения поперечных трещин обращает на себя внимание рыхлость внутреннего слоя металла трубы, обусловленная срастающимися подповерхностными дефектами с выходами данных дефектов на поверхность, что и выглядит как множество мелких язв. С наружной стороны зона трещин оказалась также зоной срастающихся подповерхностных дефектов с выходом на поверхность.
Глубина крупной по площади язвы незначительна, распространения дефектов с крупной язвы вглубь металла не обнаружено (рис. 9).


Совершенно случайно в плоскость реза попала визуально неразличимая на фоне множества мелких язв трещина, распространяющаяся в тело трубы, показанная
на рис. 9, в. Это говорит о большой вероятности существования подобных трещин в других местах трубы.
а, б – внутренняя поверхность крупной язвы, рыхлость. Увеличение соответственно ´100 и ´500; в – трещина длиной 0,7 мм с внутренней поверхности трубы. ´50; г – наружная поверхность трубы, зона поперечных трещин незначительной глубины. ´200
По результатам исследований труб сделан вывод, что выявленные дефекты обусловлены некачественным исходным сырьем, примененным при изготовлении труб. Наиболее быстро раскрылись дефекты, связанные с наличием пустот (газовых пузырей и т.д.) в заготовке для изготовления труб. Загрязнение металла многочисленными неметаллическими включениями различного рода послужило причиной хрупкости металла в местах их скопления и появлению трещин, особенно в месте расположения сварного шва трубной заготовки. Причиной структуры с малым размером зерна может быть изготовление трубной заготовки из обрезной части слитка.
Помимо качества примененных труб аппарат отвечал всем требуемым нормам качества, производитель просто стал «заложником» поставщиков трубы. Дело осложнилось тем, что ни выборочные механические испытания, ни испытания на склонность к МКК, проведенные при входном контроле, не выявили никаких отклонений от требований нормативной документации. Таким образом, ВТК оказался единственным показательным методом контроля.
В данном случае, если бы завод-изготовитель изначально привлек при проведении входного контроля специалистов по ВТК, то смог бы избежать последующих проблем с заказчиком по поводу некачественного аппарата.
В связи с увеличением числа заказов и тендерной политикой предприятий химической промышленности множатся случаи размещения заказов у некомпетентных изготовителей. Из-за появления на рынке дешевого китайского металлопроката участились случаи как прямой, так и скрытой фальсификации качества трубной металлопродукции, что влияет на качество оборудования даже достойных изготовителей.
Привлечение специалистов ОАО «НИИК» на стадиях выбора завода-изготовителя, технического сопровождения изготовления, входного контроля как металлопродукции, так и готового оборудования позволило бы избежать многих проблем при эксплуатации.

МЕТОДИЧЕСКАЯ
РАЗРАБОТКА
Лекции на тему «Физические основы вихретоковой
дефектоскопии»
ПМ.01:«ВИДЫ
И ТЕХНОЛОГИИ ДИАГНОСТИКИ ТЕХНИЧЕСКОГО
СОСТОЯНИЯ УЗЛОВ И ДЕТАЛЕЙ ПОДВИЖНОГО СОСТАВА»
МДК 01.01. Слесарь по ремонту электроподвижного состава
Разработал:
Преподаватель
спец.дисциплин И.А.Ермишкин
ОЖЕРЕЛЬЕ 2020г.
С О Д Е Р Ж А Н И Е
Введение 3
1.
Физические основы вихретоковой
дефектоскопии.
Вихревые токи
4
2.
Поверхностный эффект 5
3. Распределение вихревых токов в контролируемых деталях 6
4. Взаимодействие катушки с контролируемой деталью 7
5. Вихретоковые преобразователи 8
В В
Е Д Е Н И Е
Основу
безопасности движения поездов составляет плано – предупредительная система
ремонта. Одним из параметров при выполнении ремонтов локомотивов является неразрушающий
контроль узлов и элементов локомотивов
В настоящее
время в локомотивных депо используется несколько видов неразрушающего контроля:
1. Магнито – порошковый,
2. Ультразвуковой
3. Вихретоковый
4. Капиллярный.
В локомотивных
депо используются разные типы вихретоковых дефектоскопов, такие как ВД –
12НФМ, ВД – 13, ВД – 14, ВД – 15НФМ, ВД – 19, ВД – 20. Этот вид дефектоскопии
нашел широкое распространение на предприятиях железнодорожного транспорта при
контроле труднодоступных деталей и узлов.
Данный метод
незаменим при производстве неразрушающего контроля сварных швов рам тележек и
кузовов.
Целью
методической разработки является изучение физических основ вихретокового
контроля.
1.
Физические основы
вихретоковой дефектоскопии.
Вихретоковый метод неразрушающего контроля
основан на анализе взаимодействия внешнего электромагнитного поля с вихревыми
токами, наводимыми этим полем в контролируемой
детали. В качестве источника электромагнитного
поля чаще всего используется индуктивная катушка с синусоидальным током,
называемая вихретоковым преобразователем
(ВТП).
В общем случае вихретоковый
преобразователь – устройство, состоящее из одной или нескольких индуктивных
катушек, предназначенных для возбуждения в контролируемой
детали вихревых токов и получения сигнала с преобразователя.
В контролируемой детали с помощью вихретокового
преобразователя возбуждаются вихревые токи.
Распределение вихревых токов по поверхности детали и их
величина в областях с дефектами и без дефектов различны, поэтому по изменению
сигнала преобразователя можно судить о наличии
дефекта.
Вихретоковый метод контроля
применим для электропроводящих магнитных и немагнитных материалов.
При ВТК используются законы электротехники:
— закон электромагнитной индукции,
— закон самоиндукции и взаимоиндукции,
— законы работы колебательного контура
(конденсатор – катушка).
1.
Вихревые
токи
Вихревые токи – это
индукционные токи, возникающие в массивных электропроводящих материалах при
воздействии на них изменяющегося магнитного поля. Плотность вихревых токов j зависит от электрической проводимости
и магнитной проницаемости материала. В проводниках плотность электрического тока
j связана с напряженностью электрического поля Е законом Ома:
j
= σ * Е,
где σ – удельная
электрическая проводимость.
Величина,
обратная удельной электрической проводимости, ρ =1/σ, называется
удельным электрическим сопротивлением. Для большинства металлов и сплавов σ,
а следовательно, и ρ – постоянные величины, поэтому для них зависимость
плотности тока от напряженности электрического поля линейная.
2.Поверхностный
эффект
Вихревые токи
создают вторичное электрическое поле, которое в соответствии с правилом Ленца
направлено против электрического поля возбуждения. Поэтому по мере углубления в
электропроводящий материал амплитуда результирующего электрического поля
уменьшается. Глубина проникновения вихревых токов зависит от частоты
возбуждающего электрического тока и электромагнитных свойств металла. Условной
глубиной проникновения вихревых токов δ называют расстояние от
поверхности детали, на котором плотность вихревых токов уменьшается в 2,71
раз. Значение δ определяется по формуле:

где: f – частота
тока, Герц (Гц) ;
σ – удельная электрическая проводимость, Ом-1*м-1;
μ – относительная магнитная проницаемость металла.
Из этой формулы
следует, что с увеличением частоты возбуждающего тока глубина проникновения
вихревых токов уменьшается. При f = 100 кГц вихревые токи проникают в
ферромагнитные материалы на глубину от 2 до 10
мм, при f = 1 МГц – от 0,5 до 5 мм.
Значения условной
глубины проникновения вихревых токов при частоте возбуждающего тока 50, 104 и
106 Гц для различных металлов приведены в таблице 1.
Таблица
№1.
|
Металл |
Глубина проникновения |
||
|
50 Гц |
104 Гц |
106 Гц |
|
|
Металл |
9,4 |
0,66 |
0,066 |
|
Алюминий |
12,4 |
0,84 |
0,084 |
|
Латунь |
19,5 |
1,37 |
0,137 |
|
Стали конструкционные |
1,3 |
0,09 |
0,009 |
3. Распределение
вихревых токов в контролируемых деталях
Распределение плотности
вихревого тока j в поверхностном слое детали
зависит от конструкции преобразователя,
частоты f возбуждающего электрического тока и зазора h между
преобразователем и деталью. С увеличением частоты возбуждающего
тока глубина проникновения вихревых токов уменьшается,
что приводит к увеличению плотности вихревых токов в
поверхностном слое детали (рис. 1) .

Рис. 1.
Распределение плотности вихревых токов по глубине z детали в
зависимости от частоты возбуждающего тока.
Кривая 1 соответствует
частоте f1 , кривая 2 – частоте f2.
При вихретоковом контроле
частоту возбуждающего тока выбирают в зависимости от
параметра шероховатости поверхности детали. При контроле деталей с обработанной поверхностью применяют возбуждающий ток с
более высокой частотой f1,
чем при контроле деталей с необработанной поверхностью f2 (рис. 2, а
и б), что позволяет
выявлять мелкие поверхностные дефекты.
 |
При контроле деталей с грубой
необработанной поверхностью применяют возбуждающий ток с
частотой f2 < f 1 что обеспечивает выявление более глубоких дефектов.
4. Взаимодействие катушки с
контролируемой деталью
Основным элементом любого
вихретокового дефектоскопа является катушка индуктивности.
Если пренебречь межвитковой емкостью, полное сопротивление катушки будет определяться активным Ro и индуктивным ωL0 сопротивлением.
Реакция катушки на
контролируемую деталь зависит свойств материала детали. Если деталь изготовлена
из немагнитного металла, помещение на нее катушки
приедет к дополнительным потерям в
виде нагрева и к уменьшению индуктивности.
Индуктивность уменьшается из – за того,
что магнитный поток вихревых токов направлен против магнитного потока катушки.
Если деталь выполнена из
ферромагнитного металла, то появляются потери перемагничивание и имеет место некоторое увеличение индуктивности за счет достаточно большой магниткой проницаемости детали.
Если при перемещении
катушки по поверхности детали под катушкой появится
трещина, то из-за изменений вихревых токов и магнитной
проницаемости в области трещины потери в катушке и
ее индуктивность резко изменятся. Анализируя эти
изменения, можно установить наличие дефекта.
В случае малых трещин
изменения основных параметров катушки будут небольшими
и невозможно будет достичь необходимой чувствительности преобразователя на основе одной катушки. Для повышения чувствительности катушку включают в резонансный контур или в различные
дифференциальные схемы. Кроме того, чувствительность катушки повышается, если
в нее вставить ферромагнитный сердечник (обычно
ферритовый). Связано это с тем, что с увеличением индуктивности увеличивается добротность
контура и, как следствие этого, увеличивается
крутизна резонансной и фазовой характеристик контура.
В случае резонансного контура
наличие трещины влияет на все основные его свойства – резонансную
частоту, добротность и фазовую характеристику.
5. Вихретоковые преобразователи
В настоящее
время разработано большое число типов и разновидностей
вихретоковых преобразователей (ВТП). Для более правильного
использования целесообразно их классифицировать. Существует
несколько различных классификационных признаков. По способу формирования выходного сигнала ВТП подразделяются на
параметрические и трансформаторные.
Параметрический ВТП представляет собой катушку индуктивности. В отверстие катушки для усиления
магнитного поля может быть вставлен ферритовый сердечник (рис. 3).

Переменный электрический ток I в катушке создает магнитный поток преобразователя
Фп (рис. 4), который при отсутствии
контролируемой детали зависит от частоты электрического тока, геометрических
размеров и формы катушки, а также относительной магнитной проницаемости μ среды внутри катушки.
В катушке без сердечника (в воздухе) μ = l. Внутри катушки с сердечником μ и магнитный поток Фп больше, чем без сердечника.
 |
При установке параметрического ВТП на деталь
под катушкой в металле возбуждаются вихревые токи IВТ
(рис. 5), которые создают собственный магнитный
поток Фвт, взаимодействующий с магнитным
потоком катушки преобразователя Фп.
 |
Полное электрическое сопротивление катушки
|
|

При наличии в металле дефекта в виде трещины изменяются траектории и значения вихревых токов IВТ (рис. 6) и, соответственно, магнитный поток Фвт.
 |
Результирующий магнитный
поток и полное электрическое сопротивление Z катушки зависят от формы и размеров дефекта и электромагнитных
свойств металла контролируемой детали. Анализ изменения полного электрического сопротивления катушки позволяет выявить наличие дефекта.
Преимущество параметрических
ВТП заключается в их простоте, а недостаток — в зависимости
выходного сигнала от температуры преобразователя.
Трансформаторный ВТП
имеет не менее двух катушек, одна из которых (возбуждающая) служит для создания электромагнитного
поля и вихревых токов в детали, а другая (измерительная) –
для измерения э.д.с., наводимой в ней результирующим магнитным потоком (рис. 7).
 |
На обмотку возбуждающей
катушки подается переменный ток I, создающий переменный магнитный поток, в результате
чего в обмотках измерительных катушек индуцируются э.д.с. е1 и е2.
Обмотки измерительных катушек включены
последовательно встречно, при этом сигнал
разбаланса Δе = e1 – e2.
При положении преобразователя
в воздухе вдали от металла детали (рис.  сигнал
сигнал
разбаланса Δе0 ~ 0 (преобразователь сбалансирован).
 |
При расположении преобразователя над
бездефектным участком детали (рис. 9) в поверхностном слое
металла возбуждаются вихревые токи, которые создают собственное магнитное поле, воздействующее на нижнюю измерительную обмотку. При этом на выходе преобразователя возникает сигнал разбаланса Δем > 0, амплитуда и сдвиг фазы φ1 которого
относительно напряжения возбуждения зависят от
электромагнитных свойств металла.
|
|

Рис. 9. Взаимодействие трансформаторного ВТП с деталью
без дефекта (а)
и временные диаграммы напряжения на обмотке возбуждения
и сигнала разбаланса (б):
Д – деталь; I – ток в обмотке возбуждения; IВТ
– вихревой ток; Фп – магнитный поток ВТП; Фвт – магнитный поток вихревых токов;
e1 и е2 – э.д.с верхней и нижней обмоток; Δе – сигнал разбаланса; υ0
— напряжение на обмотке возбуждения; φ1 – сдвиг фазы
|
|

Рис. 10.
Взаимодействие трансформаторного ВТП с деталью при наличии трещины (а)
и временные диаграммы напряжения на обмотке возбуждения и сигнала разбаланса (б)
Д – деталь; I – ток в обмотке возбуждения; IВТ
– вихревой ток; Фп – магнитный поток ВТП; Фвт – магнитный поток вихревых токов;
e1 и е2 – э.д.с верхней и нижней обмоток; Δе – сигнал разбаланса; υ0
– напряжение на обмотке возбуждения; φ2 – сдвиг фазы; Т – трещина
При расположении преобразователя над трещиной
в металле детали (рис. 10) изменяется амплитуда и сдвиг фазы ф2 сигнала разбаланса Δем относительно
напряжения возбуждения Uo. Изменение электромагнитных свойств металла также влияет
на амплитуду и фазу сигнала разбаланса. При этом возможны ложные срабатывания индикаторов дефектоскопа, для исключения которых обычно
предусматривается автоматическая отстройка.
В зависимости от расположения ВТП по
отношению к ‘детали их делят на накладные и проходные.
Накладные ВТП располагают
вблизи поверхности детали, они имеют одну или несколько
измерительных обмоток (рис. 11). Накладными ВТП контролируют в основном объекты с плоскими поверхностями и объекты сложной формы. Они применяются также в тех
случаях, когда требуется обеспечить
локальность и высокую чувствительность
контроля.
 |
Рис. 11 Накладные
ВТП
Оси накладных ВТП располагают
перпендикулярно к поверхности детали, т. е. их
прикладывают торцом к детали. Однако возможно
продольное расположение накладного ВТП, когда оси измерительных катушек
направлены вдоль поверхности детали – продольные
накладные ВТП. Продольные накладные
ВТП (см. рис. 11, в) обычно
применяют для контроля расслоений деталий с покрытиями или других
многослойных изделий.
Накладные ВТП могут быть и экранными (рис. 11,
г), когда возбуждающие и измерительные катушки располагаются по разные стороны детали. Экранные накладные ВТП применяют при контроле листов, пластин, лент и других объектов, к которым возможен двусторонний доступ.
Катушки накладных ВТП могут быть круглыми
коаксиальными, прямоугольными, прямоугольными крестообразными, с взаимно перпендикулярными осями и др. Накладные ВТП выполняются
с ферромагнитными сердечниками и без них.
Благодаря ферромагнитному сердечнику
(обычно ферритовому) повышается чувствительность к изменению контролируемых параметров и формируется электромагнитное поле заданной топологии.
Очень часто сердечники используют для
локализации магнитного поля с целью
уменьшения зоны контроля.
|
|
|||
|
Рис. 12. Проходные трансформаторные ВТП: наружный (а), внутренний (б), экранный (в) 1 – деталь, 2 – обмотка возбуждения, 3 – измерительная
|

Проходные ВТП подразделяются на наружные, внутренние
и экранные. Проходные ВТП делятся на трансформаторные (рис. 12) и
параметрические (рис. 13).
Основной особенностью наружных проходных ВТП является то, что катушки ВТП обхватывают деталь (рис. 12, а и 13, б). Катушки
внутренних проходных ВТП вводят
внутрь детали и чаще всего эти ВТП служат для контроля труб (рис. 12, и 13, в).
В экранных проходных ВТП (рис. 12, в ) возбуждающие и измерительные катушки располагают по разные стороны детали.
Очевидно, что наружными и внутренними
могут быть как параметрические, так
и трансформаторные ВТП, а экранными
— только трансформаторные.
Приведенная классификация ВТП далеко не
полностью характеризует широкие возможности контроля с их помощью различных геометрических и электромагнитных
параметров детали, а также обнаружения различных дефектов и определения
их параметров.
 |