Размеры сверл

Содержание
- Обзор стандартных размеров
- Как определить?
- Как выбрать размер?
Размеры сверл — та информация, без которой не могут обойтись даже начинающие домашние мастера. Необходимо изучить таблицу диаметров сверл под метрическую резьбу и отверстия других типов. Кроме стандартных размеров по ГОСТу, есть еще одна тонкость — как определить размер конструкции.


Обзор стандартных размеров
Обработка металла, дерева, пластика и некоторых других материалов без отверстий иногда невозможна. А это значит, что придется разбираться с диаметрами сверл. Типичные положения относительно них даны в ГОСТ 885, утвержденном в 1977 году. Стандарт регулирует только габариты спиральных изделий.

Некоторые варианты приведены в таблице ниже (размерность приведена в мм).
Стоит учесть, что инструмент под метрическую резьбу могут регулироваться разными другими стандартами. Однако общая градация универсальна. Выделяют:
-
короткую (длиной от 2 до 13,1 см, сечением от 3 мм до 2 см);
-
удлиненную (с аналогичными предыдущему разряду сечениями, но с длиной 13,1-20,5 см);
-
полноценную длинную (сечением от 1 мм до 2 см, длиной от 20,5 до 25,4 см) группы.


Как определить?
Проще всего узнать габарит сверла, ознакомившись с заводской маркировкой и сопроводительной упаковкой — ее всегда снабжают необходимыми надписями. Но иногда воспользоваться такими простым путем не получается. Опытные мастера могут довольно точно определять габариты сверлильного инструмента, сопоставляя его с образцами заранее известного типа.
Максимально качественный промер делается с помощью штангенциркуля либо микрометра.

Еще поступают так:
-
оставляют метку на торцевой части хвостовика;
-
выкладывают метиз на бумагу (обязательно — на ровной гладкой опоре);
-
поворачивают пометку вниз;
-
в месте, где метка касается бумаги, ставится точка;
-
осторожным перекатыванием сверла проворачивают его на один оборот;
-
ставят вторую точку;
-
промеряют расстояние между ними;
-
подставляют это расстояние L в формулу вида R=L/2х3,14, где R – искомое сечение.

Как выбрать размер?
Широко распространены так называемые хвостовики SDS. С ними ситуация такая:
-
простой SDS используют в 40-миллиметровых патронах;
-
SDS+ сечением 10 мм также используется в таких патронах на легком типе перфораторов;
-
SDS top — это редкий формат сечением 14 мм, используемый в 70-миллиметровых патронах;
-
SDS maximum — с расчетом на буры крупнее 2 см и патроны 90 мм.

Кроме хвостовиков, следует учитывать соответствие размера сверла и величины выполняемого отверстия. Так, инструмент категории «1,6» может пробивать каналы величиной 1,75 мм.
Прочие основные варианты таковы:
-
при резьбе М5 и собственном сечении 4,2 мм получится проделать канал до 4,5 мм;
-
сверло М10 с шириной 8,5 мм пробьет проход от 8,7 до 9 мм;
-
взяв М16 (на 14 мм), можно рассчитывать на отверстие 14,5 мм в первом и 15 мм — во втором ряду.
Подробнее про размеры сверл смотрите в видео ниже.
Обновлено: 25.05.2023
Размеры сверл — та информация, без которой не могут обойтись даже начинающие домашние мастера. Необходимо изучить таблицу диаметров сверл под метрическую резьбу и отверстия других типов. Кроме стандартных размеров по ГОСТу, есть еще одна тонкость — как определить размер конструкции.


Обзор стандартных размеров
Обработка металла, дерева, пластика и некоторых других материалов без отверстий иногда невозможна. А это значит, что придется разбираться с диаметрами сверл. Типичные положения относительно них даны в ГОСТ 885, утвержденном в 1977 году. Стандарт регулирует только габариты спиральных изделий.
Некоторые варианты приведены в таблице ниже (размерность приведена в мм).
Встречающиеся значения (в скобках — варианты значимых цифр после запятой)
Не меньше 0,3 и не более 0,38
1,95; 2,00; 2,05; 2,10
3,1; 315 (по спецзаказу); 3,32; 3,33; 335 (по спецзаказу)
9,6 (7; 8; 9); 10,0 (1,2,3,4,5,6)
Стоит учесть, что инструмент под метрическую резьбу могут регулироваться разными другими стандартами. Однако общая градация универсальна. Выделяют:
короткую (длиной от 2 до 13,1 см, сечением от 3 мм до 2 см);
удлиненную (с аналогичными предыдущему разряду сечениями, но с длиной 13,1-20,5 см);
полноценную длинную (сечением от 1 мм до 2 см, длиной от 20,5 до 25,4 см) группы.


Как определить?
Проще всего узнать габарит сверла, ознакомившись с заводской маркировкой и сопроводительной упаковкой — ее всегда снабжают необходимыми надписями. Но иногда воспользоваться такими простым путем не получается. Опытные мастера могут довольно точно определять габариты сверлильного инструмента, сопоставляя его с образцами заранее известного типа.
Максимально качественный промер делается с помощью штангенциркуля либо микрометра.
Еще поступают так:
оставляют метку на торцевой части хвостовика;
выкладывают метиз на бумагу (обязательно — на ровной гладкой опоре);
поворачивают пометку вниз;
в месте, где метка касается бумаги, ставится точка;
осторожным перекатыванием сверла проворачивают его на один оборот;
ставят вторую точку;
промеряют расстояние между ними;
подставляют это расстояние L в формулу вида R=L/2х3,14, где R – искомое сечение.
Как выбрать размер?
Широко распространены так называемые хвостовики SDS. С ними ситуация такая:
простой SDS используют в 40-миллиметровых патронах;
SDS+ сечением 10 мм также используется в таких патронах на легком типе перфораторов;
SDS top — это редкий формат сечением 14 мм, используемый в 70-миллиметровых патронах;
SDS maximum — с расчетом на буры крупнее 2 см и патроны 90 мм.
Прочие основные варианты таковы:
при резьбе М5 и собственном сечении 4,2 мм получится проделать канал до 4,5 мм;
сверло М10 с шириной 8,5 мм пробьет проход от 8,7 до 9 мм;
взяв М16 (на 14 мм), можно рассчитывать на отверстие 14,5 мм в первом и 15 мм — во втором ряду.
Подробнее про размеры сверл смотрите в видео ниже.
В этой статье расскажем о том, какие стандартные диаметры и размеры имеют самые распространенные спиральные и корончатые сверла по металлу. Начнем с инструментов первого типа.
Спиральные сверла по металлу: стандартные размеры и диаметры
Инструменты этого типа используют для выполнения большинства операций в промышленности и быту. В домашних условиях чаще всего применяют спиральные сверла с цилиндрическими хвостовиками, а на производстве — с коническими. Диаметры и размеры бытовых и промышленных сверл по металлу отличаются.
Таблица диаметров и размеров спиральных сверл по металлу с цилиндрическими хвостовиками
Инструменты этого типа изготавливают по ГОСТу 886-77. Чаще всего используют стали следующих марок.

Фотография №1: спиральные сверла по металлу с цилиндрическими хвостовиками
Стандартные диаметры сверл по металлу с цилиндрическими хвостовиками варьируются в диапазоне от 1 до 31,5 мм. Инструменты с увеличенными габаритами изготавливают по спецзаказам от цехов и мастерских.
Стандартные диаметры и размеры сверл по металлу с цилиндрическими хвостовиками представлены в размещенной ниже таблице.
Длина рабочей части
Таблица №1: стандартные размеры и диаметры спиральных сверл по металлу с цилиндрическими хвостовиками
Размеры и диаметры спиральных сверл по металлу с коническими хвостовиками
Инструменты этого типа изготавливают по ГОСТу 10903-77 из сталей марок Р9, Р18, Р6М5, Р6М5К5 и HSS. Диаметры спиральных сверл по металлу с коническими хвостовиками варьируются в пределах от 5 до 80 мм.

Фотография №2: спиральные сверла по металлу с коническими хвостовиками
Точные данные по размерам приведены в размещенной ниже таблице.
Длина режущей части
Таблица №2: размеры и диаметры стандартных спиральных сверл по металлу с коническими хвостовиками
Диаметры и размеры корончатых сверл по металлу
Корончатые сверла по металлу применяют для получения сквозных отверстий с малыми глубинами, но большими диаметрами. Они могут достигать 150 мм. Глубина резания при этом варьируется в пределах от 5 до 50 мм.

Фотография №3: корончатые сверла по металлу
Изучите конструктивные особенности корончатых сверл на схеме.

Изображение №1: конструктивные особенности корончатого сверла по металлу.
Стандартные диаметры и размеры корончатых сверл по металлу представлены в таблице ниже.

Р6М5- инструментальная сталь (самокал, быстрорез)
Р6- 6% вольфрама, М5-5% молибдена.
К диаметру сверла не имеет отношения.
На фото выше маркировки стали, — указан диаметр.
на хвостовике. Если нет, то штангенциркуль в помощь Р6м5 это марка стали
На сверле выбито) Р6 М5- маркировка стали, насколько понимаю
Aleksandr Искусственный Интеллект (141606) Р6М5 — Сталь инструментальная быстрорежущая. Имеет повышенную склонность к обезуглероживанию, повышенную вязкость, хорошее сопротивление износу, хорошую шлифуемость. Применяется для всех видов режущего инструмента при обработке углеродистых легированных конструкционных сталей; предпочтительно для изготовления резьбонарезного инструмента, а также инструмента, работающего с ударными нагрузками. Диаметр в мм обозначается всегда с запятой (например 2,0)
Сверло – это распространенный режущий инструмент, который используется не только для получения сквозных отверстий методом сверления, но и для увеличения размеров уже имеющихся.
Технически изделия представляют собой насадки под ручные дрели, перфораторы и различные станки.

Само сверление подразумевает выборку материала за счет вращательного движения острой режущей кромки.
Инструмент делится на огромное количество видов по своей форме и назначению.
Характеристики сверл
Главная характеристика любого сверла – его прочность, которая должна превышать этот показатель у обрабатываемого материала.
Инструмент, в зависимости от условий использования, имеет различный размер и форму.
Отличается также угол заточки режущей части, цвет и др.
Каждое изделие имеет хвостовик, тип которого должен соответствовать патрону дрели, шуруповерта или станка.
Материал
Для изготовления сверла используется различные по своим характеристикам сплавы.
При этом применяется так называемая “быстрорежущая” сталь марок P18, P9, P9K15.
Если диаметр сверла превышает 8 мм, в его изготовлении используется метод сварки, например: углеродистая сталь для хвостовика, быстрорежущая сталь для рабочей части.
Для материалов с высокими показателями твердости (в основном из металла), используются, как правило, кобальтовые сверла.
Их особенность заключается в том, что рабочая часть производится из быстрорежущей стали Р6М5К5, ВК6М с добавлением кобальта.
ПРИМЕЧАНИЕ
После буквы “К” в маркировке всегда стоит цифра, которая указывает на количество кобальта в частях.
Для сверления бетона, камня и кирпича используются твердосплавные победитовые сверла.
Наконечник такого инструмента имеет напайки из победита – сплава вольфрама (90%) и кобальта (10%), разработанного в СССР. Современных же модификаций этого сплава существует более десяти.

ВАЖНО!
Победитовый наконечник не режет материал, а крошит, так что для работы с металлом, пластиком и деревом он не подходит.
Кроме вольфрама и кобальта, в сплавах встречается хром, молибден, ванадий, а их процентное количество заложено в маркировке.
Покрытие
Чтобы продлить жизнь сверлам, их тело имеет одно из перечисленных покрытий:
• Оксидная пленка – значительно повышает устойчивость к перегреву от трения.
Также защищает изделие от ржавчины.
Срок службы, естественно, возрастает.
• Алмазное покрытие – самое прочное из существующих.
Применяется в основном на тех изделиях, которые используются при работе с предельно твердыми материалами, включая камень и керамогранит.
• Титановое покрытие – общее название, указывающее, что в материале содержится химическое соединение титана – TiN (нитрид титана), TiAIN (титано-алюминиевый нитрид), TiCN (карбонитрид титана).
Окраска
Цвет сверла имеет большое значение.
Он свидетельствует об используемом покрытии или способе обработки:
• Серый – родной цвет стали.
Говорит об отсутствии любой обработки.
Самые дешевые и недолговечные изделия имеют именно серый цвет.

• Черный – цвет стали, которая была подвергнута воздействию перегретого пара при окончательной обработке.
Черные изделия намного долговечнее, чем предыдущий вариант.

• Желтый – цвет стали, которая подвергалась отпуску (обработка металла с целью снять его внутреннее напряжение).
Говорит о высокой твердости стали, причем его хрупкость сильно снижена отпуском.

• Золотистый – цвет нитрида титана. Яркие золотистые инструменты очень прочные, к тому же у них снижены показатели трения о заготовку.

Размеры и вес
Производители режущего инструмента предлагают впечатляющий ассортимент сверл всевозможного “калибра”, в зависимости от конструкции и предназначения.
Рассмотрим самые распространенные спиральные изделия по ГОСТу:
- Короткие: 20 – 131 мм по длине, 0,3 – 20 мм в диаметре (ГОСТ 4010-77);
- Удлиненные: 19 – 205 мм по длине, 0,3 – 20 мм в диаметре (ГОСТ 10902-77);
- Длинные: 56 – 254 мм по длине, 1 – 20мм в диаметре (ГОСТ 886-77).
Что касается точного веса, он зависит не только от конструкции изделий, их размеров, но и от материала изготовления.
Вес обыкновенных спиральных сверл находится, как правило, в пределах от нескольких единиц, до нескольких десятков грамм.
Точность обработки
Для спиральных сверл существует такая характеристика, как класс точности:
- А — повышенная точность (10 – 13 квалитетов);
- В1 – нормальная точность (до 14 квалитетов);
- В – нормальная точность (до 15 квалитетов).
Квалитет является характеристикой точности, которая определяет значения допусков.
Виды сверл
Изделия делятся на несколько групп по конструкции и назначению.
Это позволяет быстро подобрать инструмент под конкретные задачи.
ПО ФОРМЕ
На основании формы сверла достаточно легко определить, для какого материала его можно использовать:
Спиральное
Рабочая часть имеет два зубца, которые закручены по спирали.

Инструмент, вгрызаясь в материал, выталкивает своими канавками стружку на поверхность.
Форма наконечника полностью зависит от материала, для которого предназначен инструмент.
Как правило, диаметр изделий не превышает 80 мм.
Винтовое
Модернизированный предыдущий вариант, имеющий более совершенную форму канавок, отводящих стружку.
Еще одно отличие – такие изделия больше по длине.

Перьевое
Плоское по форме изделие, режущая часть изготовлена в форме острой пики, очертания которой переходят в более широкую лопатку.

Другие названия – плоское резцовое сверло, что продиктовано его формой, перовое.
У строителей именуется перкой.
Используется там, где нужно получить глубокое и одновременно широкое отверстие.
Кольцевое
Для тех случаев, когда нужно высверлить отверстие с большим диаметром без предварительной подготовки.
Более известно, как коронка.

Форма инструмента напоминает пустотелый цилиндр, а на оси вращения находится центровочное спиральное сверло.
Часть, режущая материал, выполнена либо в виде зубьев, твердосплавных напаек, либо имеет напыление из алмазной крошки.
Коническое (конусное)
Своей формой напоминает конус с острым наконечником.
Подходит для работы с металлом, толщина которого не превышает 0,5 см.
Всего один инструмент способен проделать разные по размеру отверстия.

Все зависит от начального и конечного диаметра конуса, а также от глубины погружения.
С противоположных боковых сторон сверла находятся специальные канавки с заточенными кромками.
Ступенчатое
Разновидность конусного варианта.
Конус разделен на ступени с увеличением их диаметра, которые имеют свой размер.

Инструмент удобен тем, что позволяет в процессе работы отслеживать диаметр образуемого отверстия.
Копьевидное
Формой напоминают наконечник копья, откуда и название.

Используются при работе с твердыми, но одновременно хрупкими материалами, например, стеклом и кафелем.
Балерина (балеринка)
Круговое сверло, которое используется при работе с деревом и кафелем.
Все зависит от установленной режущей части.
Спроектировано таким образом, чтобы на выходе получалось идеально ровное отверстие большого диаметра.
Инструмент имеет крестообразную форму с резцами, расстояние до которых от центра может регулироваться.

Так выставляется диаметр необходимого отверстия.
Центральная часть – спиральное сверло, вокруг которого и вращаются резцы.
Сверла одностороннего резанья
Режущие кромки находятся с одной стороны относительно оси самого инструмента.
В свою очередь делятся на пушечные (передний конец стержневидной формы наполовину срезан, что формирует отводной канал для стружки)

и ружейные (обжатая трубка с полостью, через которую подводится охлаждающая жидкость, и углом канавки до 120 градусов).

Трубчатые
Аналогия коронок, но с более длинной рабочей частью.

Конструкции Форстнера
Усовершенствованный вариант спирального инструмента, но с дополнительными фрезами.

Конструкции Жирова
Подвид винтового инструмента, имеющий три конуса на режущей части, из-за чего ее длина увеличена.

Также конструкция дополнена перемычкой с пазом, которая подточена на треть режущей кромки.
Конструкции Юдовина и Масарновского
Инструмент с большим углом канавки и особенной ее формой, что и отличает его от других видов.
Зенковочное
Монолитный цилиндр, имеющий несколько режущих кромок, образующих конус.
Используется для зенковки отверстий под головки винтов.
ПО НАЗНАЧЕНИЮ
Инструмент делится по назначению, что и является причиной его особой формы в каждом конкретном случае.
В строительстве, в быту и на производстве используются следующие сверла:
Универсальные
Как понятно из названия, справляются с большинством материалов.
Имеют особую заточку, которая получила соответствующее название – универсальная.
По дереву
Это и спиральные, и перьевые, кольцевые и винтовые.

По древесине хорошо работают, в том числе, сверла Форстнера и балеринки.
По металлу
Конические, корончатые, ступенчатые, а также классические спиральные.
По бетону
Корончатые с твердосплавными напайками, ударные спиральные и винтовые.
Имеют различные хвостовики под перфораторные патроны.
Для керамики
Коронки, копьевидные и балерины.
Первые производятся без зубьев.
Режущую функцию выполняет специальное алмазное напыление.
При работе по стеклу используются именно эти виды.
По пластику
Специальные спиральные варианты и коронки, способные проходить материал, не ломая его.
Существует специализированный инструмент, который используется строго для выполнения конкретной задачи:
Для глубокого сверления
Спиральный инструмент, имеющий сквозные каналы.
Их назначение – подача охлаждающей жидкости прямо на режущую часть.
Сюда относится ружейный и пушечный подвиды.
Одностороннего реза
Инструмент, основное назначение которого заключается в создании точных отверстий.
Подвид – эжекторные сверла, разработанные под сверлильные станки.
Как ясно из названия, режущие кромки смещены к одной стороне от оси, вокруг которой происходит вращение инструмента.
Центровочное
Специфический инструмент, способный в деталях проделывать исключительно центровые отверстия, но не более того.

Как выбрать сверло
Подбирая хорошее сверло для дома, следует ориентироваться на цвет изделия, его размер, производителя.
Что касается хвостовиков, то встречается один из перечисленных вариантов:
- Цилиндрический (под дрели);
- Конический (хвостовик Морзе);
- Типа SDS (под перфораторы);
- Трехгранный (под ручные дрели), четырехгранный, шестигранный (hex под шуруповерты и дрели).
Выбирая сверло для профессиональной деятельности, полезными будут:
• Маркировка – сочетание букв и цифр, указывающих на такие параметры, как диаметр, твердость стали, примеси в сплаве, место производства и его технология.

ПРИМЕЧАНИЕ
Маркировка ставится на изделия, диаметр которых больше 2 мм.
• Угол заточки – отличается для различных материалов и представляет собой угол между режущими кромками.
От него зависит легкость сверления и скорость.
Что нужно знать о сверлах
Хвостовик типа конус Морзе встречается, как правило, на инструментах, предназначенных для установки в патроны промышленных станков.
Так как эти хвостовики выпускаются в размерах от КМ0 до КМ7, а патрон станка рассчитан на работу с одним вариантом, поэтому выпускаются специальные наборы переходников.
Кроме монолитных, производятся сверла со съемными наконечниками (перовые сборные сверла).
Как правило, они устанавливаются на универсальные сверлильные станки с ЧПУ.

Наконечники при этом изготавливаются различной формы из твердых сплавов или порошковой стали.
Важно!
Сверла с покрытием из нитрида титана (TiN) нельзя затачивать.
В противном случае все его показатели прочности сходят на нет.
Производители сверл
Современные производители, проверенные временем:
- Bosch – входит в тройку лучших брендов мира по строительному инструменту;
- Ruko – хорошее соотношение цены и качества;
- Зубр – производитель с хорошей ценовой политикой и долговечностью инструмента;
- Haisser – мощные инструменты для промышленных потребностей.
Особое внимание уделяется сверлам советского производства, как самым надежным и долговечным.
Сегодня встретить подобный инструмент тяжело, однако, каждый профессионал знает, что инструмент с маркировкой “Сделано в СССР” всегда предпочтителен.
Читайте также:
- Что такое ростовщик история 5 класс определение кратко
- Почему необходима экологизация производства кратко
- Социальный проект история школы в лицах
- Типы педагогических технологий кратко
- Анализ работы школьного краеведческого музея
Содержание
- — Как правильно измерить диаметр сверла?
- — Как измерить диаметр сверла штангенциркулем?
- — Чем измеряют диаметр сверла?
- — Как измерить диаметр сверла линейкой?
- — Как измерить размер отверстия?
- — Как измерить сверло Штангелем?
- — Какой бур под 6 дюбель?
Как правильно измерить диаметр сверла?
Диаметр сверла должен точно соответствовать диаметру дюбеля, если конструкция крепится к кирпичной – твердой или бетонной стене. Если крепление производится к рыхлой стене, то диаметр сверла должен быть на 1-2 мм меньше, диаметра дюбеля. Важно чтобы глубина сверления всегда была больше на 5 мм длины дюбеля.
Как измерить диаметр сверла штангенциркулем?
Для измерения толщины или диаметра детали нужно развести губки штангенциркуля, вставить в них деталь и свести губки до соприкосновения с поверхностью детали. Надо проследить, чтобы плоскости губок при смыкании были параллельны плоскости измеряемой детали.
Чем измеряют диаметр сверла?
Для того чтобы узнать размер сверла вам понадобиться обычный разводной ключ. Нужно «измерить» ключом сверло как показано на фото ниже. Как узнать размер сверла без штангенциркуля и другие полезные советы. И далее этот размер перемеряете линейкой.
Как измерить диаметр сверла линейкой?
Как узнать диаметр сверла, если маркировка стерлась
И штангенциркуля под рукой нет. Зажмите сверло в тисках и замерьте расстояние между их губками обычной линейкой — результат получите достаточно точный.
Как измерить размер отверстия?
Измерение неточных отверстий производится при помощи обыкновенного или пружинного нутромера. Для измерения диаметра отверстия посредством этого инструмента вводят его правой рукой в измеряемое отверстие. Указательным пальцем левой руки прижимают губку одной из ножек его к стенке отверстия.
Как измерить сверло Штангелем?
Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки. Полученный размер фиксируют стопорным винтом и определяют показания.
Какой бур под 6 дюбель?
При необходимости крепления легких предметов рекомендуется использовать дюбеля толщиной 6 (мм), длиной 40-60 (мм) со сверлом диаметром 5-6 (мм). Если же нужно прикрепить тяжелые элементы, следует воспользоваться дюбелями толщиной 10 (мм), длиной 60-80 (мм) со сверлом диаметром 9-10 (мм).
Интересные материалы:
Что происходит с Солнцем 2020?
Что происходит с воздухом при его нагревании?
Что произошло на Чернобыльской аэс?
Что проходят на теории в автошколе?
Что проверяют на техосмотре авто?
Что проверяют на ТО 2019?
Что проверяют на то?
Что проверяют при компьютерной диагностике авто?
Что проверяют при регистрации автомобиля в ГИБДД?
Что проверяют при техосмотре 2019?
Как подобрать сверло под дюбель?
С целью крепления подвесных конструкций на поверхность, состоящую из плотного или рыхлого по своей структуре материала, применяются специальные дюбельные крепёжные устройства. Надёжность такого крепления во многом зависит от того, насколько правильно выбран размер и диаметр дюбеля. Но и это еще не всё – если отверстие для монтажа дюбельного крепления будет слишком большим, прочной и надёжной стыковки дюбеля со стеной не получится, устройство будет со временем расшатано и вскоре выпадет.
Чтобы избежать такой ситуации, нужно правильно выбрать сверло для бурения стены, чтобы оно соответствовало размеру дюбельного крепежа.
Основные принципы подбора
Для того чтобы правильно подобрать сверло под дюбель, необходимо руководствоваться следующими принципами.
- Прежде всего потребуется определить структуру поверхности стены, с которой предстоит работать: плотная она или рыхлая, из какого материала она состоит, и в каком состоянии находится этот материал на момент монтажа. Также учитывают и то, имеет ли рабочая поверхность какое-либо наружное покрытие. Его также оценивают на плотность и эксплуатационное состояние на момент монтажа.
- Подбирают размер дюбеля – с этой целью определяют, какой вес конструкции предстоит выдержать устанавливаемым крепёжным элементам. Легковесные подвесные конструкции устанавливаются с применением наименьших диаметров крепежа, а тяжеловесные изделия, вес которых достигает 100 кг, уже подлежат монтажу с применением анкерных болтов – дюбель в этом случае не применяют.
Для выбора сверла, которым будет выполнено отверстие в стене под установку дюбельного крепления, учитывают размер выбранного диаметра этого крепёжного устройства. Для простоты выполнения такой задачи мастера ориентируются на маркировочные размеры, которые имеются как у дюбеля, так и у сверла. Кроме того, у дюбельных креплений имеется ещё и информация о предельной прочности, что тоже нужно учитывать, когда речь идёт о монтаже тяжеловесных подвесных конструкций.
Для простоты выполнения такой задачи мастера ориентируются на маркировочные размеры, которые имеются как у дюбеля, так и у сверла. Кроме того, у дюбельных креплений имеется ещё и информация о предельной прочности, что тоже нужно учитывать, когда речь идёт о монтаже тяжеловесных подвесных конструкций.
Сверлить отверстие в твёрдой монолитной стене рекомендуется с применением электрической дрели и двух типов сверла.
Первое сверло должно иметь диаметр немного меньше, чем диаметр дюбеля. Его закрепляют в патрон электрической дрели с ударом и выполняют в стене отверстие на требуемую глубину. Затем берут второе сверло, диаметр которого равен диаметру дюбельного крепления, и выполняют расширение сделанного отверстия под нужный размер – эту работу выполняют уже не на ударном, а на обычном режиме установки электродрели.
Если предстоит работать с большими диаметрами сверла, то вместо электродрели лучше всего воспользоваться
перфоратором.
Используя для работы 2 сверла меньшего и большего диаметра вы,
- не будете перегружать свой электроинструмент,
- таким способом можно получить монтажное отверстие, у которого будет нужный диаметр, что исключит возможность прокручивания установленного дюбеля в стене, а значит, обеспечит надёжный монтаж подвесной конструкции.
Для работы с монолитным бетоном специалисты рекомендуют пользоваться победитовыми свёрлами или изделиями с алмазным напылением.
В тех случаях, когда монтажные работы выполняются по поверхности, имеющей рыхлую текстуру, диаметр сверла выбирают на 1-2 размера меньше, чем диаметр у дюбельного крепления.

Такой подход даёт возможность плотного вхождения крепёжного элемента в подготовленное отверстие, и даже при небольших разрушениях внутри стены, происходящих в процессе сверления рыхлого материала, дюбель встанет максимально плотно.
Что касается длины выполняемого стенового отверстия, то её, как правило, делают на 3-5 мм длиннее, чем длина дюбеля. Это нужно для того, чтобы в процессе монтажа плотной посадке крепежа не мешала пыль, скопившаяся при сверлении стены в отверстии, убрать которую полностью не представляется возможным.
Как выбрать по весу предметов?
Правильно выбрать диаметр сверла нужно исходя из веса подвесной конструкции. Чем выше этот показатель, тем более прочным должен быть дюбельный крепёж. Соотношение диаметра сверла и дюбеля поможет определить следующая таблица.
Чем выше этот показатель, тем более прочным должен быть дюбельный крепёж. Соотношение диаметра сверла и дюбеля поможет определить следующая таблица.
Таким образом, согласно вышеприведённой таблице, мы видим, что для дюбеля 6 мм, нужно сверлить отверстие сверлом того же диаметра, то есть 6 мм, а для дюбеля 8 мм надо брать сверло равное 8 мм.
Проведение монтажа лекговесных подвесных конструкций можно осуществлять с использованием дюбеля диаметром от 4 до 6 мм. Такого крепежа вполне будет хватать, чтобы повесить на стену картину, зеркало, настенные часы, маленькую книжную полочку. Как правило, такой небольшой вес подвесной конструкции распределяют между двумя точками крепления, а иногда можно обойтись и одной крепёжной точкой.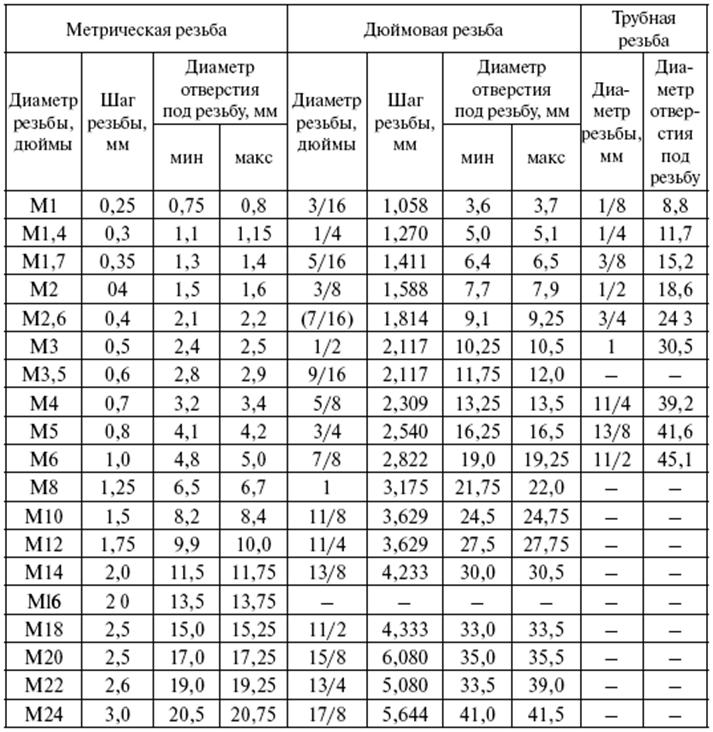 Длину стенового отверстия для введения в него дюбеля в этом случае выполняют от 3,5 до 6 см.
Длину стенового отверстия для введения в него дюбеля в этом случае выполняют от 3,5 до 6 см.
При выполнении монтажа подвесных конструкций, вес которых превышает 5 кг, потребуется взять дюбель толщиной 8 мм. При этом длина крепёжного отверстия должна быть от 5 до 7,5 см. Если монтируем конструкцию на рыхлый пенобетон, то диаметр сверла выбирают 6 мм, а глубину отверстия делают как минимум 8 см.
Для крепления простых подвесных изделий чаще всего бывает достаточно и двух крепёжных точек.
Все подвесные конструкции, вес которых превышает 10 кг, считаются тяжеловесными. В этом случае диаметр дюбеля может быть 8-14 мм. Для подготовки отверстия выбирают сверло с аналогичным диаметром и используют в работе перфоратор, а сверло берут с победитовым наконечником. Чтобы надёжно зафиксировать подвесную конструкцию, рекомендуется выполнить как минимум 4 точки крепления, а ещё лучше, если их будет 6. Тяжеловесные подвесные конструкции можно монтировать только на прочных стеновых поверхностях, так как рыхлый материал из-за большой нагрузки через дюбель может начать разрушаться.
В этом случае диаметр дюбеля может быть 8-14 мм. Для подготовки отверстия выбирают сверло с аналогичным диаметром и используют в работе перфоратор, а сверло берут с победитовым наконечником. Чтобы надёжно зафиксировать подвесную конструкцию, рекомендуется выполнить как минимум 4 точки крепления, а ещё лучше, если их будет 6. Тяжеловесные подвесные конструкции можно монтировать только на прочных стеновых поверхностях, так как рыхлый материал из-за большой нагрузки через дюбель может начать разрушаться.
Если вес подвесной конструкции превышает 60-100 кг, то для монтажа дюбельный крепёж не используется, в этом случае применяются анкерные болты, так как степень надёжности у них гораздо выше.
Крепление к ненадёжной поверхности
В последнее время на строительном рынке сложилась тенденция выполнять множество стеновых поверхностей из материалов с низкой прочностью. К такому варианту можно отнести
К такому варианту можно отнести
гипсокартон. Кроме того, небольшая прочность отмечается и у старой кирпичной кладки, а также газобетона и деревянных панелей.
Если требуется выполнить монтаж подвесной конструкции на такую малопрочную поверхность, потребуется приобрести дюбельный крепёж, который состоит из нейлонового цилиндра и шурупа. Диаметр такого крепления бывает более 10 мм. Чтобы получить надёжную сцепку конструкции со стеной, длину отверстия для монтажа делают не меньше 60 мм.
Сверло в этом случае выбирают на 1-2 размера меньше, чем диаметр дюбельного крепления, после чего в стеновое отверстие аккуратно вколачивают при помощи обычного молотка дюбельное крепёжное устройство.
Работая с рыхлой стеновой поверхностью, мастер должен помнить, что ударную электродрель в этом случае применять нельзя, так как подобная нагрузка может стать причиной разрушения большого участка стены. Даже если внешнее повреждение будет не заметным в процессе работы, то в наличии внутренних нарушений связей материала внутри стены можно даже не сомневаться.
Даже если внешнее повреждение будет не заметным в процессе работы, то в наличии внутренних нарушений связей материала внутри стены можно даже не сомневаться.
Если взять диаметр сверла, равный диаметру дюбельного крепления, то плотной посадки не получится, и установленный дюбель со временем вывалится. Чтобы дюбельное крепление можно было вбить в стеновое отверстие, его делают немного меньшим, зато прочность такого крепежа будет высокой и надёжной.
При работе с газобетонной стеной сверлить отверстие начинают с диаметра на 3-4 размера меньше, чем дюбель. Затем берут сверло на 1 размер побольше и расширяют стеновое отверстие, доводя его до нужного диаметра. Такое сверление с последовательным расширением даёт возможность сохранить целостность рыхлого газобетонного материала и без лишних разрушений выполнить качественный крепёж подвесной конструкции.
Смотрите видео о том, как подобрать сверло под дюбель.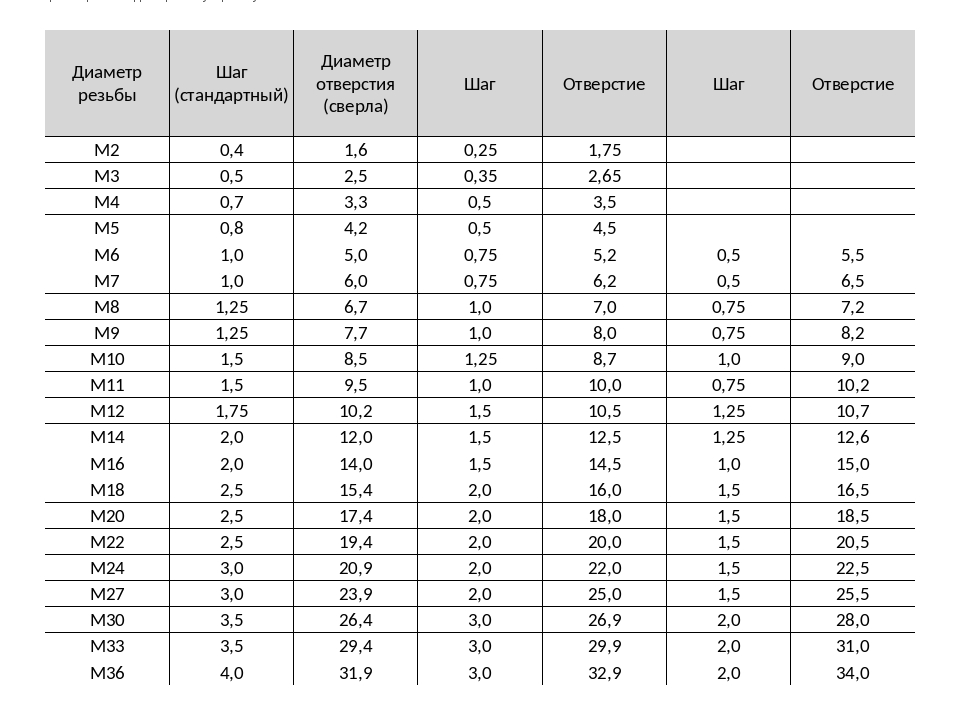
Значение, Определение, Предложения . Что такое диаметр сверла
| Правильный диаметр сверла называется размером метчика сверла. |
| Другие результаты |
| Каждый резервуар имеет бетонную массу 72 000 тонн и опирается на 1560 свай диаметром 600 мм и глубиной 24 метра. |
| Проволока имеет несколько больший диаметр, чем для аналогичного сварного шва в защитном газе, чтобы освободить место для флюса. |
Кроме того, имеются сведения о десятках-сотнях лунок диаметром 40-500 метров в кольцах Сатурна, которые не считаются истинными спутниками. |
| Свердруп – это лунный ударный кратер, расположенный примерно в одном диаметре кратера от южного полюса Луны. |
| Однако сверла большего диаметра требуют меньших скоростей, чтобы избежать горения. |
| Планируемая разница между диаметром сверла и диаметром развертки называется припуском. |
| Правильный диаметр отверстия указан на диаграмме размеров Сверла и метчика, стандартной справке во многих механических мастерских. |
| Более крупные трубы производят каменные сердечники большего диаметра и требуют большей мощности сверла, чтобы привести их в движение. |
| При сверлении и фрезеровании наружный диаметр инструмента является широко согласованной поверхностью. |
| Большой максимальный диаметр сверления для прямой посадки шпинделя арматуры или для монтаҗа вставной муфты. |
При изменении диаметра и глубины сверления требуется, чтобы смещение насоса регулировалось соответствующим образом. |
| Он использовался для сверления цилиндров большого диаметра на ранних паровых двигателях. |
| С их малыми диаметрами хвостовика относительно их сверлильных диаметров, хвостовики долота лопаты часто имеют плоские выкованные или заточенные в них, чтобы предотвратить скольжение в буровых патронах. |
| Вся операция могла выглядеть так: субмарина проникает под ледник, сверлит нужного диаметра шахту. |
| Подхваты сверлят в грунт с помощью вала небольшого диаметра и обычно устанавливают под углом от 15 до 45 градусов. |
| У него было много серо-коричневых морщин на теле и глаза, которые были около 15 сантиметров в диаметре, свернутый нос, и никакого рта не было видно. |
| Он напомнил нам, что самый большой из когда-либо испытанных на сверхзвуковой скорости парашютов имел диаметр 26 метров. |
Это уравнение сверху с поправками на астрономическую рефракцию и диаметр солнечного диска. |
| В центре потолка находится шахта диаметром 0,46 метра, которая проникает на 1,7 метра до поверхности камня сверху. |
| Нижний продувочный трубопровод должен иметь достаточно большой диаметр, чтобы свести к минимуму риск закупорки запеченным шламом. |
| Этот инструмент фокусирует свет далеких галактик на стеклянной фотографической пластине с помощью огромного зеркала диаметром 100 дюймов (2,5 метра). |
| Mga имеет диаметр 0,07 мм и пропускает свет в передне-заднем направлении со скоростью 32,2 м/с. |
| Это должно быть ничтожно малым диаметром, иначе свет просачивается снизу. |
| На рис. приведены зависимости диаметра светового пятна и уровня освещенности от расстояния до источника света. |
| Примерно в 10% таких галактик диаметрально противоположная пара энергетических струй выбрасывает частицы из ядра галактики со скоростью, близкой к скорости света. |
Ввиду обычно малого диаметра волокон, эффективная установка дневного освещения требует параболического коллектора для отслеживания солнца и концентрации его света. |
| Рассеяние Ми происходит тогда, когда диаметры атмосферных частиц подобны длинам волн рассеянного света. |
| Предельная величина определяется атмосферным видением, диаметрами телескопов и количеством света, затерянного в системе. |
| Я не признаю смешения понятий, – продолжал развивать свою мысль Иванов. – На свете существуют две морали, и они диаметрально противоположны друг другу. |
Диаметры отверстий под трубную резьбу
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Абразивный инструмент ANDRE Абразивный инструмент» Абразивный инструмент на керамической связке»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»» Шлифовальные круги тип 6»» Бруски» Инструмент на бакеллитовой связке»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»» Круги зачистные армированные тип 1 (прямой профиль)»» Сегменты шлифовальные»» Круги отрезные не армированные»» Круги для заточки пил тип 3 (конический профиль) »» Круги зачистные не армированные тип 1 (прямой профиль)» Инструмент на гибкой основе»» Наждачная бумага»»» Наждачная бумага в рулонах»»» Наждачная бумага в листах»» Лепестковые круги КЛТ»» Лепестковые круги КЛ»» Лепестковые круги КЛО»» Фибровые диски»» Клетированные диски»» Ленты бесконечные»» Шлифблоки» Паста ГОИ» Вулканитовые круги» Тигли Алмазный инструмент и инструмент из СТМ» Карандаши алмазные правящие» Круги алмазные» Бруски алмазные правящие» Круги эльборовые» Надфили алмазные» Паста алмазная» Сверла алмазные» Сверла алмазные трубчатые» Стеклорезы алмазные Измерительный инструмент» Штангенциркули» Измерительные приборы» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Концевые меры длины» Линейки металлические» Рулетки» Угольники слесарные КЛЕЙМА» КЛЕЙМА БУКВЕННЫЕ» КЛЕЙМА ЦИФРОВЫЕ» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ Металлорежущий инструмент» Сверла»» Сверла с коническим хвостовиком ГОСТ 10903-77»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»» Наборы сверл»» Сверла для печатных плат»» Ступенчатые сверла для листовых материалов»» Сверла с центральной вставкой по DIN-1897 »» Сверла двухсторонние» Метчики»» Метчики с метрической (М) резьбой»»» Метчики гаечные прямые и изогнутые»»» Метчики машинно-ручные ГОСТ 3266-81»»» Метчики ручные»» Метчики с трубной цилиндрической (G) резьбой»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»» Метчики с дюймовой резьбой»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80» Развертки»» Развертки ручные»» Развертки машинные» Фрезы»» Борфрезы»» Фрезы дисковые отрезные ГОСТ 2679-93»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»» Фрезы концевые с коническим хвостовиком ГОСТ 170»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»» Фрезы модульные»» Фрезы монолитные (концевые и шпоночные)»» Фрезы торцевые»» Фрезы трехсторонние»» Фрезы цилиндрические»» Фрезы шпоночные»» Фрезы червячные»» Фрезы радиусные выпуклые и вогнутые» Круглые плашки»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73» Пластины твердосплавные»» Напайные пластины»» Сменные пластины» Ножевочные полотна» Токарные резцы»» Резцы отрезные ГОСТ 18884-73»» Резцы подрезные отогнутые ГОСТ 18880-82»» Резцы проходные отогнутые ГОСТ 18877-82»» Резцы проходные прямые ГОСТ 18878-73»» Резцы проходные упорные отогнутые ГОСТ 18879-73»» Резцы проходные упорные прямые ГОСТ 18879-73»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»» Резцы резьбовые ГОСТ 18876-73»» Канавочные резцы»» Резцы левые» Сегментные пилы и сегменты к ним» Гребенки плоские к резьбонарезным головкам Металлорежущий инструмент FANAR» Метчики»» М, Mf- метрическая основная и метрическая мелкая резьба»»» Машинные метчики»»»» Серия MasterTAP»»»» Серия 800»»»» Серия 800X»»»» Серия INOX (для обработки нержавеющих сталей)»»»» Метчики для левой резьбы LH»»»» Серия 1400»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»» Серия WGN ( метчики-раскатники)»»»» Серия AL (для обработки алюминия)»»»» Серия GAL (для обработки алюминиевых сплавов)»»»» Серия Az (с шахматным расположением зубов)»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»» Серия GG (для обработки чугуна)»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»» Машинно-ручные (машинные) однопроходные метчики»»» Машинно-ручные ( ручные) комплектные метчики»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»» INOX машинно-ручные ( ручные) комплектные метчики»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»» Гаечные метчики»»» Комбинированные метчики-сверла»»» Метчики-биты»» G- трубная цилиндрическая резьба»» UNC- унифицированная американская дюймовая резьба с крупным шагом»» UNF- унифицированная американская дюймовая резьба с мелким шагом»» BSW- дюймовая резьба Витуорта с крупным шагом»» BSF- дюймовая резьба Уитворта с мелким шагом»» NPT- дюймовая коническая резьба»» Pg – трубопроводная резьба»» Rc – трубная коническая резьба»» Vg- вентильная резьба» Плашки круглые»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Плашки круглые серия 800 правая метрическая резьба»»» Плашки круглые серия 800 левая метрическая резьба»»» Плашки круглые серии INOX и INOX+ (для обработки нержавеющих сталей) метрическая резьба»» G- трубная цилиндрическая резьба »»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»» NPT- американская коническая трубная резьба»» Pg – трубопроводная резьба»» R – трубная коническая резьба»» Vg – вентильная резьба» Сверла»» Сверла спиральные с цилиндрическим хвостовиком по нержавеющим сталям DIN 338 INOX » Воротки для метчиков и плашек» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Наборы резьбонарезного инструмента» Станочная оснастка» Твердосплавные фрезы» Фрезы из быстрорежущей стали» Зенковки с направляющей» Зенковки» Конические развертки 1:16 Сверхдлинные сверла для металла и нержавеющей стали Сверла производства WIERTLA BAILDON» Сверла с к/х шлифованные HSS, NWKc, DIN 345» Сверла с к/х по нержавеющей стали серии INOX » Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338» Сверла с ц/х шлифованные HSS, длинные , DIN 340» Сверла с проточенным хвостовиком» Сверла для высверливания точечной сварки Оснастка для электро-бензо-пневмоинструмента» Оснастка для перфораторов»» Буры для перфораторов SDS+»» Буры для перфораторов SDSmax»» Пики, долота, зубила, переходники для перфораторов » Биты для шуруповертов»» Биты, насадки, головки, держатели USH»» Биты, насадки, головки, держатели ПРАКТИКА» Коронки биметаллические» Коронки твердосплавные» Сверла по кирпичу и бетону твердосплавные» Сверла по стеклу и кафелю» Сверла по дереву»» Перовые сверла по дереву»» Сверла для мебельных стяжек»» Сверло по дереву 3-х заходное»» Сверло по дереву спиральное»» Винтовое сверло по дереву»» Сверла ФОРСТНЕРА»» Сверла фрезерные» Диски пильные с твердосплавными пластинками» Диски алмазные» Коронки алмазные» Корщетки для дрелей и шлифмашинок» Патроны и переходники для дрелей» Пилки для электролобзиков»» Пилки REBIR для электролобзиков »» Пилки BOSCH для электролобзиков»» Пилки ПРАКТИКА для электролобзиков» Полировальные приспособления» Аккумуляторы для электроинструмента» Ножи для электрорубанков» Наборы инструментов и приспособлений GRATTEC – инструменты для снятия заусенцев, фасок и шабрения поверхностей. Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии»» Универсальные сверла для малых диаметров ( < 2.5 мм)»» Сверла c ц/х по металлу серия "T"»» Сверла c ц/х по металлу серия "FURIUS"» Метчики машинные HSS» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т.
Металлорежущий инструмент TIVOLY» Сверла по металлу средней серии»» Универсальные сверла для малых диаметров ( < 2.5 мм)»» Сверла c ц/х по металлу серия "T"»» Сверла c ц/х по металлу серия "FURIUS"» Метчики машинные HSS» Метчики сверхдлинной серии» Сверла по металлу экстрадлинной серии» Зенковки с цилиндрическим хвостовиком» Воротки для плашек Станочная оснастка и приспособления» Воротки для метчиков и плашек» Станочные оправки тип 7711, тип 7616, тип 7626» Втулки переходные тип 1751, тип 1761, тип 5361, тип 1655, тип 1676» Цанги ER тип 7618» Патроны для сверлильных станков» Патроны токарные» Резьбонарезные патроны и головки» Тиски » Центры вращения и упорные Сварка и пайка» Все для сварки» Сварочные электроды» Сварочная проволока» Все для пайки Слесарно-монтажный инструмент» Головки сменные и приспособления к ним» Зубила слесарные» Кельмы» Стамески, долота» Клещи» Ключи»» Ключи динамометрические»» Ключи комбинированные»» Ключи накидные»» Ключи разводные»» Ключи рожковые»» Ключи свечные»» Ключи торцевые»» Ключи трубные (КТРы)»» Ключи шестигранные Г-образные» Молотки и кувалды» Наборы инструментов» Топоры » Надфили» Напильники»» Напильники квадратные»» Напильники круглые»» Напильники плоские»» Напильники полукруглые»» Напильники ромбические»» Напильники трехгранные»» Напильники для заточки цепей бензопил» Ножевки по металлу» Ножницы по металлу» Отвертки» Плоскогубцы, кусачки, и т. д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы
д.» Струбцины» Степлеры ручные и скобы к ним» Пинцеты Средства индивидуальной защиты Электро- и бензоинструмент Ручной инструмент» Степлеры ручные механические и скобы» Различный ручной инструмент Смазочные материалы
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPSБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
Как определить диаметр отверстия под метрическую резьбу?
Наверное, многие, кто работает с механизмами, когда-либо задавались вопросом — Как определить диаметр отверстия, которое необходимо просверлить под метрическую резьбу?
Можно простым способом — от размера резьбы отнять шаг резьбы.
Например:
М14х2 — Резьба на 14, шаг резьбы стандартный — 2, диаметр отверстия = 14-2 = 12
А можно воспользоватся этой таблицей
| Диаметр резьбы |
Шаг | Диаметр сверла |
Шаг | Диаметр сверла |
Шаг | Диаметр сверла |
Шаг | Диаметр сверла |
Шаг | Диаметр сверла |
Шаг | Диаметр сверла |
| 2 | 0,4 | 1,6 | 0,25 | 1,75 | ||||||||
| 3 | 0,5 | 2,5 | 0,35 | 2,65 | ||||||||
| 4 | 0,7 | 3,3 | 0,5 | 3,5 | ||||||||
| 5 | 0,8 | 4,2 | 0,5 | 4,5 | ||||||||
| 6 | 1 | 5 | 0,75 | 5,2 | 0,5 | 5,5 | ||||||
| 7 | 1 | 6 | 0,75 | 6,2 | 0,5 | 6,5 | ||||||
| 8 | 1,25 | 6,7 | 1 | 7 | 0,75 | 7,2 | 0,5 | 7,5 | ||||
| 9 | 1,25 | 7,7 | 1 | 8 | 0,75 | 7,2 | 0,5 | 8,5 | ||||
| 10 | 1,5 | 8,5 | 1,25 | 8,7 | 1 | 9 | 0,75 | 9,2 | 0,5 | 9,5 | ||
| 11 | 1,5 | 9,5 | 1 | 10 | 0,75 | 10,2 | 0,5 | 10,5 | ||||
| 12 | 1,75 | 10,2 | 1,5 | 10,5 | 1,25 | 10,7 | 1 | 11 | 0,75 | 11,2 | 0,5 | 11,5 |
| 14 | 2 | 12 | 1,5 | 12,5 | 1,25 | 12,6 | 1 | 13 | 0,75 | 13,2 | 0,5 | 13,5 |
| 16 | 2 | 14 | 1,5 | 14,5 | 1 | 15 | 0,75 | 15,2 | 0,5 | 15,5 | ||
| 18 | 2,5 | 15,4 | 2 | 16 | 1,5 | 16,5 | 1 | 17 | 0,75 | 17,2 | 0,5 | 17,5 |
| 20 | 2,5 | 17,4 | 2 | 18 | 1,5 | 18,5 | 1 | 19 | 0,75 | 19,2 | 0,5 | 19,5 |
| 22 | 2,5 | 19,4 | 2 | 20 | 1,5 | 20,5 | 1 | 21 | 0,75 | 21,2 | 0,5 | 21,5 |
| 24 | 3 | 20,9 | 2 | 22 | 1,5 | 22,5 | 1 | 23 | 0,75 | 23,2 | ||
| 27 | 3 | 23,9 | 2 | 25 | 1,5 | 25,5 | 1 | 26 | 0,75 | 26,2 | ||
| 30 | 3,5 | 26,4 | 3 | 26,9 | 2 | 28 | 1,5 | 28,5 | 1 | 29 | 0,75 | 29,2 |
| 33 | 3,5 | 29,4 | 3 | 29,9 | 2 | 31 | 1,5 | 31,5 | 1 | 32 | 0,75 | 32,2 |
| 36 | 4 | 31,9 | 3 | 32,9 | 2 | 34 | 1,5 | 34,5 | 1 | 35 | ||
| 39 | 4 | 34,9 | 3 | 35,9 | 2 | 37 | 1,5 | 37,5 | 1 | 38 | ||
| 42 | 4,5 | 37,4 | 4 | 37,9 | 3 | 38,9 | 2 | 34 | 1,5 | 40,5 | 1 | 41 |
| 45 | 4,5 | 40,4 | 4 | 40,9 | 3 | 41,9 | 2 | 43 | 1,5 | 43,5 | 1 | 44 |
| 48 | 5 | 42,8 | 4 | 43,9 | 3 | 44,9 | 2 | 46 | 1,5 | 46,5 | 1 | 47 |
Сверла — Диаметры – Энциклопедия по машиностроению XXL
Для соединения заклепками в деталях делают (пробивают, сверлят) отверстия диаметром, большим диаметра заклепки на 0,2. .. 1,0 мм. Величина этой разницы диаметров определяется стандартами и нормалями. При этом в приборостроении и точном машиностроении она берется меньше, чем в тяжелом машиностроении. Если заклепки вставляют в холодном состоянии, то разница в диаметрах берется в пределах до 0,5 мм, а если в горячем — то до, 0 мм (иногда и больше).
.. 1,0 мм. Величина этой разницы диаметров определяется стандартами и нормалями. При этом в приборостроении и точном машиностроении она берется меньше, чем в тяжелом машиностроении. Если заклепки вставляют в холодном состоянии, то разница в диаметрах берется в пределах до 0,5 мм, а если в горячем — то до, 0 мм (иногда и больше).
[c.192]
В детали 2 (рис. 6.49, г) сверлится отверстие, диаметр которого зависит от характера сборки. Условно принимают диаметр отверстия равным ], d.
[c.199]
Рассверливание — процесс увеличения диаметра ранее просверленного отверстия сверлом больного диаметра (рис. 6.44, б). Диаметр отверстия иод рассверливание выбирают так, чтобы поперечная режущая кромка в работе tie участвовала. В этом случае осевая сила уменьшается.
[c.317]
Подшипники скольжения, расположенные в стенках корпусов, внутри которых имеются взвешенные в воздухе частицы масла, смазывают жидким маслом. Для подвода смазочного материала после запрессовки втулки сверлят отверстие диаметром (рис. 9.9). Полезно в этом случае на внут-
Для подвода смазочного материала после запрессовки втулки сверлят отверстие диаметром (рис. 9.9). Полезно в этом случае на внут-
[c.135]
Для установления заклепки в соединяемых деталях сверлят отверстие. Диаметр отверстия принимается в соответствии с ГОСТ 11284—75 несколько большим, чем диаметр стержня заклепки. Стержень заклепки вводят в отверстие, предварительно нагрев заклепку, и расклепывают конец заклепки, противоположный закладной головке. Вариант замыкающей головки заклепки показан на рис. 198.
[c.177]
Так же в одной детали сверлят отверстие диаметра di на глубину
[c.35]
При первом способе вырывают шурф глубиной, равной одной третьей длины заземлителя и диаметром 500 мм. В дно шурфа на требуемую глубину забивают заземлитель, а вокруг него насыпают вперемешку слой соли и грунта (1-2 см). Каждый слой поливают водой из расчета 1-2 литра на 1 кг поваренной соли.При втором способе “подсаливания” в заземлителе-трубе сверлят отверстия диаметром 10 мм, располагаемые в шахматном порядке по 6 отверстий на каждые 20 см длины заземлителя. После забивки заземлителя на нужную глубину внутрь трубы заливают раствор поваренной соли, составленной из расчета 1 кг соли на 1 -2 литра воды. Раствор просачивается через отверстия в грунт и, “подсаливая” его, снижает сопротивление растеканию тока с заземлителя.
После забивки заземлителя на нужную глубину внутрь трубы заливают раствор поваренной соли, составленной из расчета 1 кг соли на 1 -2 литра воды. Раствор просачивается через отверстия в грунт и, “подсаливая” его, снижает сопротивление растеканию тока с заземлителя.
[c.33]
Следует иметь в виду, что диаметр отверстия в деталях или листах из пластмасс может уменьшиться после сверления на (0,05-=-0,1) 10 м, поэтому обычно берут сверло с диаметром больше диаметра обрабатываемого отверстия на указанную величину. Скорость сверления для большинства пластмасс при небольших глубинах резания, малых диаметрах (до 5-10 м) отверстий и хорошо заточенном инструменте может быть доведена до 3000—5000 об/мин.
[c.67]
Образец для определения температуры потери прочности представляет собой полоску размером 50 X 2,65 X 1,55 мм с двойным надрезом посредине сечением 1,2 X 1,45 мм, нагруженную грузом, вес которого вместе с половиной образца составляет 0,45 Г. Для закрепления груза, который представляет собой кусок фольги толщиной 0,3 мм, подвешенной на проволоке на расстоянии 5 мм от края образца, сверлится отверстие диаметром 1 мм. Величина груза берется из расчета 0,242 Г на 1 мм сечения надреза. Вес груза для данного образца составит
Для закрепления груза, который представляет собой кусок фольги толщиной 0,3 мм, подвешенной на проволоке на расстоянии 5 мм от края образца, сверлится отверстие диаметром 1 мм. Величина груза берется из расчета 0,242 Г на 1 мм сечения надреза. Вес груза для данного образца составит
[c.154]
Центровые отверстия должны быть изготовлены в соответствии с ГОСТ 14034—74. Центрование осуществляют последовательно набором инструментов или одним комбинированным. Последовательная обработка выполняется за две-три операции в зависимости от размера центрового отверстия. В начале выполняют центрование отверстия более жестким инструментом (спиральным сверлом большого диаметра), затем сверлят малое отверстие и далее зенковкой обрабатывают коническую поверхность. При использовании комбинированного сверла центровое отверстие получается за одну операцию.
[c.205]
Справочные таблицы диаметров заготовок, диаметров сверл и диаметров отверстий под нарезание резьбы разработаны с учетом изложенного выше, а также на основании практических данных машиностроительных заводов, В табл.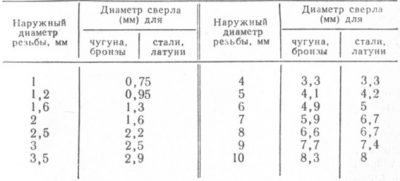 192 приведены диаметры стержней под нарезание метрических резьб плашками.
192 приведены диаметры стержней под нарезание метрических резьб плашками.
[c.311]
Диаметр сверл в мм Отклонения диаметров сверл (нижнее) Диаметр сверл в мм Отклонения диаметров сверл (нижнее)
[c.329]
В особо тяжелых условиях (с точки зрения образования и отвода стружки, температурных и силовых напряжений, динамических условий) работают винтовые сверла малого диаметра (до 3 мм), учитывая их малую прочность. Все это усугубляется при глубоком сверлении отверстий, достигающих по длине 20—30-кратного значения диаметра.
[c.344]
Исследования показали возможность заметного повышения производительности глубокого сверления отверстий малого диаметра с помощью следующих мероприятий 1) сверление снизу вверх (стружка выпадает из отверстия) 2) автоматического вывода сверла через определенные промежутки времени 3) электрохимического полирования стенок стружечных канавок инструмента 4) упрочнения сердцевины сверл и расширения стружечной канавки 5) подбора наиболее эффективных СОЖ, геометрии сверл и режимов резания. При сверлении особо труднообрабатываемых сталей и сплавов прибегают к помощи цельных твердосплавных пластифицированных сверл малого диаметра, дающих положительные результаты.
При сверлении особо труднообрабатываемых сталей и сплавов прибегают к помощи цельных твердосплавных пластифицированных сверл малого диаметра, дающих положительные результаты.
[c.344]
При неудовлетворительном совпадении отверстий в соединяемых деталях рассверливание их рекомендуется производить в несколько проходов, начиная с диаметра сверла, равного диаметру пробитых отверстий, или на ступень ниже, и кончая проектным. Наружные
[c.503]
При серийном производстве применяются а) для шкивов типа А на первой операции сверления отверстия в ступице при малых диаметрах отверстия (до 35 мм) — сверлильный станок типа 2135 завода им. Ленина для крупных диаметров — станок типа Л-94 завода им. Ленина, позволяющий сверлить отверстие диаметром е до 75 мм для обтачивания
[c.161]
Тип сверла Сверление Диаметр в мм Глубина сверления в мм
[c.698]
На фиг. 3 показан такой электрифицированный станок общего назначения СВ-2м завода им. Кагановича, На нём можно сверлить отверстия диаметром до 50 мм, глубиной до 120 мм. Мощность электродвигателя — i кет, число оборотов — 3000 в минуту вес станка 400 г. Электродвигатель со сверлом укреплён на подвижном супорте, который опускается
Кагановича, На нём можно сверлить отверстия диаметром до 50 мм, глубиной до 120 мм. Мощность электродвигателя — i кет, число оборотов — 3000 в минуту вес станка 400 г. Электродвигатель со сверлом укреплён на подвижном супорте, который опускается
[c.726]
Радиальное биение. По радиальному биению 22,5% сверл не отвечали требованиям технических условий. У некоторых сверл радиальное биение достигало весьма большой величины (до 7% сверл имело биение в пределах 0,25 до 0,6 мм), что должно было приводить к увеличению диаметра обработанных отверстий, а если учесть, что среди таких сверл находились сверла с диаметром больше предельно допустимого, то появление дефектных деталей по диаметру обработанных отверстий станет очевидным. В том же случае, когда в этих отверстиях должны работать метчики, высота резьбы окажется явно недостаточной, что отразится на прочности резьбового соединения.
[c.72]
Инструментальная промышленность выпускает спиральные сверла с двумя направлениями канавок правым и левым. Левые сверла имеют диаметр от 0,25 до 20 мм (ГОСТ 10902-64) и цилиндрический хвостовик. Используют их на токарных автоматах. Правые сверла с цилиндрическим хвостовиком по длине рабочей части делят на длинные диаметром от 2 до 20 мм (ГОСТ 886-64) и короткие диаметром от 0,25 до 20 мм. Сверла с укороченным хвостовиком (ГОСТ 4010-64) заводы-поставщики изготовляют по согласованию с потребителями по отдельным заказам.
Левые сверла имеют диаметр от 0,25 до 20 мм (ГОСТ 10902-64) и цилиндрический хвостовик. Используют их на токарных автоматах. Правые сверла с цилиндрическим хвостовиком по длине рабочей части делят на длинные диаметром от 2 до 20 мм (ГОСТ 886-64) и короткие диаметром от 0,25 до 20 мм. Сверла с укороченным хвостовиком (ГОСТ 4010-64) заводы-поставщики изготовляют по согласованию с потребителями по отдельным заказам.
[c.183]
При работе сверлами больших диаметров 1(35—40 мм) из-за наличия у вершины сверла перемычки большой толщины возникают значительные осевые усилия. Поэтому отверстие больших диаметров сверлят ва два прохода — сначала сверлом меньшего диаметра, а затем требуемого. Чтобы перемычка второго сверла не участвовала в работе, а также для более равномерного распределения работы резания между обоими сверлами диаметр первого сверла d обычно принимают равным
[c.186]
Одной из самых трудоемких операций при подготовке рубинового камня к его применению в качестве подшипника скольжения для часового механизма является сверление отверстия. Сложность выполнения данного механического процесса определяется тем, что в твердом и в то же время хрупком материале — синтетическом рубине необходимо сверлить отверстия диаметром 50— 60 мкм при допусках по наружному диаметру отверстия в несколько микрометров. Кроме того, отверстие должно быть цилиндрическим, а реальные трещины и сколы на входе и выходе отверстия не допускаются.
Сложность выполнения данного механического процесса определяется тем, что в твердом и в то же время хрупком материале — синтетическом рубине необходимо сверлить отверстия диаметром 50— 60 мкм при допусках по наружному диаметру отверстия в несколько микрометров. Кроме того, отверстие должно быть цилиндрическим, а реальные трещины и сколы на входе и выходе отверстия не допускаются.
[c.146]
При работе многошпиндельными головками скорость резания назначается по сверлу большего диаметра. Поправочные коэффициенты К на скорость резания при сверлении глубоких отверстий в зависимости от отношения длины
[c.326]
Так, для цилиндрических спиральных сверл (ГОСТ 888-41) отношение длины рабочей части к их диаметру изменяется от 8,5 до 26. Чем меньше диаметр сперла, тем относительно длиннее выполняется его рабочая часть. Поэтому расчет на устойчивость наиболее интересен для сверл малого диаметра.
[c.323]
Сечение сверла изображено на фиг. 17. Сверла малого диаметра, как правило, имеют усиленное
17. Сверла малого диаметра, как правило, имеют усиленное
[c.323]
Глубину трещин определяют пробным сверлением в месте ожидаемой максимальной глубины трещины. Дно отверстия зашлифовывают, протравливают и осматривают. Если при осмотре на дне отверстия обнаружится трещина, отверстие углубляют, шлифуют, протравливают и вновь осматривают. Эти операции повторяют до тех пор пока не исчезнут полностью следы трещины на дне отверстия. Для выявления глубины трещины иногда практикуют вырезание пробок металла в месте прохождения трещины. Пробки вырезают либо пустотелыми головками, либо сверлениями сверлом малого диаметра по контуру пробки. При изломе пробок по трещинам судят о глубине проникновения трещины. Недостатком этого способа является то, что в металле барабана образуется сквозное отверстие, а глубина трещины, определенная на пробке, не характеризует оставшихся участков трещины.
[c.416]
При ремонте котлов низкого и среднего давлений трещины глубиной до 7з толщины стенки барабана считают поверхностными, а при большей глубине их ремонтируют как сквозные. По границам выявленной трещины наносят керны и производят сверление на расстоянии 20—50 мм от них для предупреждения распространения трещины в длину. Сверление выполняют последовательно сверлами нескольких диаметров, начиная с отверстия диаметром 4—5 мм с рассверливанием его уступами по высоте с тем, чтобы обеспечить плавное раскрытие металла для заварки выборки в месте трещины. Трещины глубиной свыше /з толщины стенки барабана разделывают насквозь. По длине разделку трещин производят между сверлениями по их границам.
По границам выявленной трещины наносят керны и производят сверление на расстоянии 20—50 мм от них для предупреждения распространения трещины в длину. Сверление выполняют последовательно сверлами нескольких диаметров, начиная с отверстия диаметром 4—5 мм с рассверливанием его уступами по высоте с тем, чтобы обеспечить плавное раскрытие металла для заварки выборки в месте трещины. Трещины глубиной свыше /з толщины стенки барабана разделывают насквозь. По длине разделку трещин производят между сверлениями по их границам.
[c.417]
При обработке латуни, мягкой бронзы, эбонита, бакелита и целлулоида (О = 8- 12 , красной меди и алюминия ш = 35- -45°. Меньшие величины угла о) — для сверл мелких диаметров, большие — для крупных.
[c.104]
Вначале сверлят отверстие диаметром на глубину /2 = + 6/ (Р-шаг резьбы) или упрощенно 2 = / + 0,5d- Отверстие заканчивается конической поверхностью с тлом конуса 120″ (рис. 313,а).
[c.168]
Винтовое соединение — это узел, состоящий из винта и скрепляещ. 1Х деталей (рис. 6.52, г). В детали / высверливается гнездо (рис. 6.52,а), в котором нарезается резьба (рис. 6.52, б). В верхней присоединяемой детали 2 сверлят отверстие диаметром, несколько большим диаметра винта (рис. 6.52, в). Винт свободно проходит через деталь 2 и ввинчивается в деталь I.
1Х деталей (рис. 6.52, г). В детали / высверливается гнездо (рис. 6.52,а), в котором нарезается резьба (рис. 6.52, б). В верхней присоединяемой детали 2 сверлят отверстие диаметром, несколько большим диаметра винта (рис. 6.52, в). Винт свободно проходит через деталь 2 и ввинчивается в деталь I.
[c.200]
На рис. 83, а показан порядок обработки таких конических отверстий. При диаметрах больще 25 мм отверстие рекомендуется сверлить последовательно несколькими сверлами различного диаметра для образования ступенчатого отверстия, приближающегося к форме конического зенкера. После сверления / (рис. 83, а) поочередно применяются зенкер 2, черновая развертка 3 и чистовая развертка 4.
[c.213]
Исходная трещина получалась следующим образом в центре плоского образца сверлилось отверстие диаметром 2 мм и рас-нпливалось в обе стороны до получения надреза определенной длины. Затем образец подвергался циклическому нагружепню с
[c.257]
Подготовка образцов. Для гравиметрических коррозионных испытаний размеры образцов ограничивают так, чтобы их можно было взвешивать на аналитических весах. Обычно размеры образцов принимают 40X20X2 или 50X20X2 мм. Для крепления образцов во время испытания в одном из краев пластины сверлят отверстие диаметром 5 мм.
Для гравиметрических коррозионных испытаний размеры образцов ограничивают так, чтобы их можно было взвешивать на аналитических весах. Обычно размеры образцов принимают 40X20X2 или 50X20X2 мм. Для крепления образцов во время испытания в одном из краев пластины сверлят отверстие диаметром 5 мм.
[c.81]
При выполнении работ повышенной точности разметку следует выполнять в два этапа сначала сверлят лунки диаметром 1 мм, контролируют точность разметки и затем лунки углубляются до заданных размеров. Диаметр лунки должен быть несколько большим, чем поперечная кромка сверла, которым будет сверлиться отверстие, но не больше его диаметра. Разметочные лунки сверлят при частоте вращения шпинделя 1200—1500 об1мин.
[c.438]
Наклон цилиндра проверяют по отвесу, опущенному по оси втулки (см. фиг. 8). Для отвеса при.меняют стальную проволоку диаметром 0,3—0,5 мм, на нижний конец которой прикрепляют груз весом 2—3 кГ. Для быстрого успокоения колебаний отвеса груз погружают в сосуд, наполненный маслом и установленный на дно корыта фунда.ментной рамы. Перед опусканием отвеса коленчатый вал должен быть повернут та-к, чтобы щеки колена расположились горизонтально. Струну отвеса устанавливают по центру верхней части цилиндра так, чтобы груз на 50—60 мм не доходил до дна и не касался стенок сосуда. Для ускорения цент-рооки струну крепят при помощи скобочки, передвигаемой по доске. Доска зажимается гайками двух диа.метрально противоположных щпилек крышки цилиндра. В ней по центру цилиндра сверлят отверстие диаметром 8—10 мм или делают прорезь 10X25 мм, на которую накладывают скобку с крючком для креп ления отвеса. Расстояние от струны до стенки цилиндра измеряют при помощи микрометрического штихмаса, а при его отсутствии — простым штихмасом, изготовленным из проволоки диаметром 5 -7 мм.
Для быстрого успокоения колебаний отвеса груз погружают в сосуд, наполненный маслом и установленный на дно корыта фунда.ментной рамы. Перед опусканием отвеса коленчатый вал должен быть повернут та-к, чтобы щеки колена расположились горизонтально. Струну отвеса устанавливают по центру верхней части цилиндра так, чтобы груз на 50—60 мм не доходил до дна и не касался стенок сосуда. Для ускорения цент-рооки струну крепят при помощи скобочки, передвигаемой по доске. Доска зажимается гайками двух диа.метрально противоположных щпилек крышки цилиндра. В ней по центру цилиндра сверлят отверстие диаметром 8—10 мм или делают прорезь 10X25 мм, на которую накладывают скобку с крючком для креп ления отвеса. Расстояние от струны до стенки цилиндра измеряют при помощи микрометрического штихмаса, а при его отсутствии — простым штихмасом, изготовленным из проволоки диаметром 5 -7 мм.
[c.369]
Для заклёпок с потайной головкой после рассверливания цил индрических отверстий производится зенкован ие для потайных головок сверлом большего диаметра или специаль-
[c. 503]
503]
| Фиг. 41. Положение сверла при различных кер-новкак а — диаметр отпечатка, размеры кото-I рого меньше диаметра сверла б—диаметр отпечатка, размеры которого больше диаметра сверла в — комбинированная луика с цилиндрической частью г — угол кернения, размеры которого больше угла при вершине сверла. |
При рассверливании величина подачи в 2 раза больше подсчитываемой по формуле (22). При рр.боте много-шпиндельными головкчми подача назначается по сверлу меньшего диаметра.
[c.325]
При сверлении отверстий диаметром менее 10 мм, во избежание увода сверла, предварительно производить зацентровывание коротким сверлом большого диаметра. Диаметр центрового отверстия должен быть больше диаметра отверстия на двойную ширину фаски (или на
[c.71]
Максимальный диаметр – сверло – Большая Энциклопедия Нефти и Газа, статья, страница 1
Максимальный диаметр – сверло
Cтраница 1
Максимальный диаметр сверла, на который рассчитана головка, – 15 мм. Головка с помощью двух тангенциальных зажимов крепится на пиноли шпинделя станка.
Головка с помощью двух тангенциальных зажимов крепится на пиноли шпинделя станка.
[1]
Максимальный диаметр сверла, на который рассчитана головка, 15 мм.
[3]
Необходимо отметить, что расчетный максимальный диаметр сверл не совпадает с установленным в стандартах. При стечении неблагоприятных обстоятельств в передаче крутящего момента может участвовать не только конический хвост, но и лапка. Это обычно и является причиной ее поломки. Учитывая эти обстоятельства, Всесоюзный комитет стандартов выпустил дополнительный стандарт ГОСТ 889 – 41 на сверла с усиленным конусом для использования их на тяжелых работах.
[4]
Подставляя в формулу значения М, можно определить максимальный диаметр сверла, соответствующий каждому номеру конуса Морзе.
[5]
Для таких случаев целесообразно высоту приемника Н принимать равной 0 8 максимального диаметра сверла.
[6]
Головка предназначена для одновременного или последовательного сверления отверстий во фланцевых деталях с максимальным диаметром сверл 12 мм.
[7]
Дрель ЭСД-2 ( рис 23) для сверления отверстии в деревянных шпалах и брусьях, а также в дюбелях железобетонных шпал состоит из встроенного электродвигателя с выключателем, зубчатого цилиндрического двухступенчатого редуктора со шпинделем и-двух рукояток Конец шпинделя имеет конус Морзе № 2 и стопорный винт, препятствующий выпаданию сверла из конуса Максимальный диаметр сверла 23 5 мм. Максимальная глубина сверления составляет 1 000 мм.
[8]
Суммарную погрешность сопряженных поверхностей Да для сверл универсального назначения можно оценить в 5, из них 2 надо отнести к конусу сверла и i3 – для втулки шпинделя, так как внутренний конус труднее изготовить, чем наружный. На основании приведенных данных можно определить, какой максимальный диаметр сверла соответствует каждому номеру конуса. Расчеты показывают, что для некоторых, например крупных сверл максимальный диаметр не совпадает с принятым в стендартах. Поэтому при стечении неблагоприятных обстоятельств в передаче крутящего момента будет участвовать наряду с конической поверхностью также и лапка, что может вызвать ее поломку.
На основании приведенных данных можно определить, какой максимальный диаметр сверла соответствует каждому номеру конуса. Расчеты показывают, что для некоторых, например крупных сверл максимальный диаметр не совпадает с принятым в стендартах. Поэтому при стечении неблагоприятных обстоятельств в передаче крутящего момента будет участвовать наряду с конической поверхностью также и лапка, что может вызвать ее поломку.
[9]
Суммарную погрешность сопряженных поверхностей Да для сверл универсального назначения можно оценить в 5, из них 2 надо отнести к конусу сверла и 3 – для втулки шпинделя, так как внутренний конус труднее изготовить, чем наружный. На основании приведенных данных можно определить, какой максимальный диаметр сверла соответствует каждому номеру конуса. Расчеты показывают, что для некоторых, например крупных сверл максимальный диаметр не совпадает с принятым в стандартах. Поэтому при стечении неблагоприятных обстоятельств в передаче крутящего момента будет участвовать наряду с конической поверхностью также и лапка, что может вызвать ее поломку.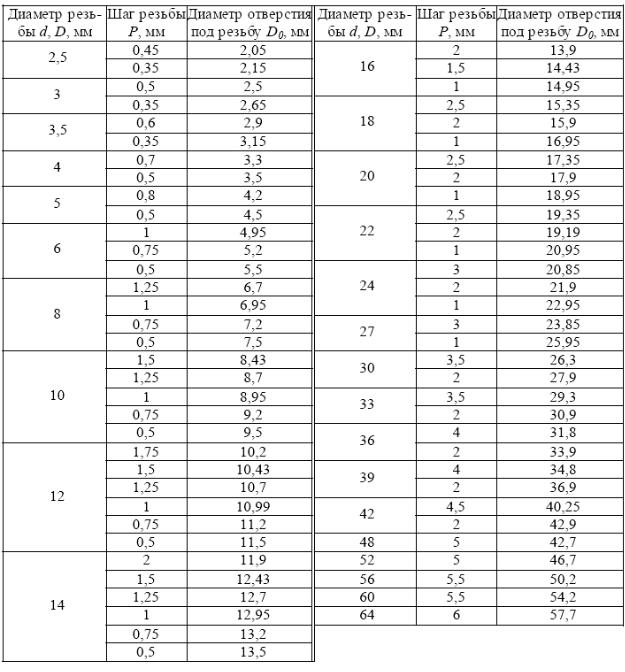
[10]
Типажем предусмотрено пять типоразмеров электрических ручных сверлильных машин: с максимальным диаметром сверла 6; 10; 15; 23 и 32 мм.
[11]
Находят применение специальные приспособления для сверления отверстий при помощи дрели, оборудованной электромагнитной скобой для сверления отверстий в труднодоступных местах. Электромагнитная скоба быстро без крепления устанавливается на деталь, подлежащую сверлению, и удерживается на ней силой магнитного поля, достаточной для преодоления осевого усилия при сверлении, рассчитанного на максимальный диаметр сверла.
[12]
Дрель С-455 для сверления отверстий в деревянных изделиях может быть использована и для сверления отверстий в металле. Она состоит из двигателя модели АН-51-2, двухступенчатого редуктора и шпинделя. Максимальный диаметр сверла под конус Морзе № 2 составляет 32 мм.
[13]
Вращение ротора передается через редуктор на шпиндель. Ротор вращается со скоростью 12000 об / мин, которая при помощи планетарной передачи понижается до 2000 об / мин на шпинделе. На шпиндель навернут трех-кулачковый патрон под максимальный диаметр сверла 8 мм.
[15]
Страницы:
1
2
Как подобрать диаметр сверла под саморез
Диаметр сверла под саморез
Без саморезов сложно обойтись почти в любой сфере строительства и ремонта. Например, сложно повесить те же полки, картины, шкафы без использования саморезов. Сами саморезы разделяются по видам (для определенных материалов).
Какой диаметр сверла под саморез
Какие обычно материалы используют дома? Предметы из древа, металла, фанеры, гипсокартона – их установка не обходится без использования саморезов. Конечно, без практики можно согнуть саморезы, сломать и все из-за отсутствия знаний как работать с этими крепежами. Поэтому лучше заранее узнать, как вкручивать саморезы.
Конечно, без практики можно согнуть саморезы, сломать и все из-за отсутствия знаний как работать с этими крепежами. Поэтому лучше заранее узнать, как вкручивать саморезы.
Крепежные элементы подразделяются на множество видов. Чаще всего идет разделение на «для металла» и «для дерева». Отличаются они друг от друга даже по внешнему виду. Разница состоит в шаре резьбы, то есть расстоянии между витками резьбы. Резьба саморезов для древа имеет большее расстояние между витками резьбы (у металла – меньшее расстояние).
Если спутать саморезы и закручивать саморез по дереву, например, в лист металла – то крепление или согнется или вообще поломается. Саморез по металлу в дереве же вообще не будет держаться, так как дерево не проникнет между витками и фактически не держится.
Что касается саморезов по металлу – то можно встретить 2 разновидности – со сверлом на кончике и без.
Диаметр сверла под саморез по дереву
Определить саморез для дерева достаточно легко – у него большое расстояние между витками (чем у самореза по металлу).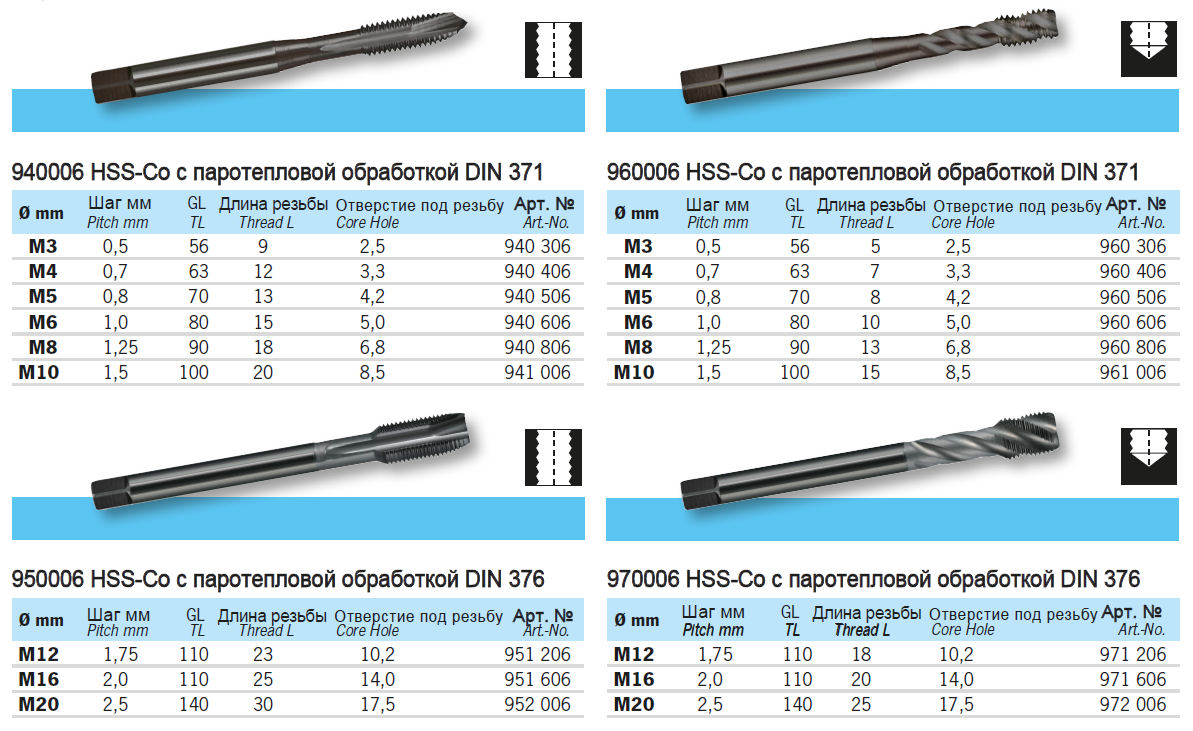 Почему так? Причина довольно проста – дерево мене плотный материал, чем железо.
Почему так? Причина довольно проста – дерево мене плотный материал, чем железо.
Такие шурупы могут быть разных цветов – черного, белого, золотого. Цвет на функциональность не влияет, то есть это не какая-то особая маркировка, а просто разные цвета для подбора крепежей «в тон». Конечно если у вас белая мебель – то лучше использовать белый саморез.
По цветам определить для чего этот саморез для дерева или металла невозможно, только по расстоянию резьбы.
Саморезы могут быть разной длины и выбирать нужно под свои задачи есть самые мелкие – чуть больше сантиметра длиной и есть длинные, больше 20 сантиметров длиной.
Черные саморезы обычно диаметром 3.5 и 4.2 миллиметра. А желтые — от 2.5 до 5.5 миллиметров.
Конечно, с мягкими породами дерева проблем не должно возникнуть, но с дубом или акацией могут возникнуть сложности (плюс не забывайте о том, что древо может расколоться). Поэтому чтоб не испортить всю конструкцию сначала лучше просверлить отверстие меньшего диаметра в материале. Шляпку нужно вровень утопить в материале (для этого заранее просверливают таким же диаметром что и шляпка углубление).
Шляпку нужно вровень утопить в материале (для этого заранее просверливают таким же диаметром что и шляпка углубление).
При небольшом диаметр самореза предварительное просверливание не обязательно, но если диаметр больше 4 миллиметров – то нужно просверливать заранее сверлом на 0.5 – 1 миллиметр меньше чем сам саморез.
Диаметр сверла под саморез по металлу
Если металл, который нужно просверлить или закрепить саморез в металле толщиной меньше 0,5 миллиметров – то проблем никаких, его даже не надо предварительно просверливать. Но если толщина металла больше, например 0.8 миллиметра или 1 миллиметр, то нужно сначала просверлить отверстие под установку самореза. Обычно зависит толщина просверливаемого отверстия от толщины материала. Если угадать с размером сверла, то потом саморез можно будет закрутить даже при помощи обычной отвертки.
Ниже предоставлена таблица рекомендуемых диаметров сверл под определенную толщину металла.
Самый распространенный диаметр сверл – 3. 4, остальные реже встречаются.
4, остальные реже встречаются.
В случае с саморесами (+ прессшайба) до 1.5 мм толщины металла можно и не высверливать отверстие, а выше – без этого не обойтись, так как само сверло из самореза не справляется, от него почти нет толка.
Таблица соответствия диаметра сверл для острых саморезов и толщины металла
Данные таблицы могут много меняться из-за:
- Качества самого материала;
- Качество саморезов;
- Мощность шуруповерта;
- Какая надежность нужна для крепления.
Итак, в целом, если у вас толстое, плотное дерево или толстый лист металла, сначала нужно его просверливать (меньшего диаметра, чем диаметр самореза), а затем вкручивать.
Отверстие в металле под саморез
Многие из нас при строительстве сталкивались с вопросом установки саморезов в металлические конструкции. Хотя само слово «саморез» подразумевает, что они производят сами нарезающее действие, обеспечить предварительные работы в некоторых случаях все же придется. Вопрос: каким сделать отверстие под саморез по металлу?
Вопрос: каким сделать отверстие под саморез по металлу?
Саморез — это метиз, представляющий собой стержень с острой наружной резьбой и головку с углублением под вкручивающий инструмент. Благодаря технологии изготовления и применяемому качественному, прочному сплаву из металла, который обязательно проходит термическую обработку, этот крепеж имеет универсальное применение. Изделие обладает достаточной прочностью для использования с древесиной любой плотности, металлом и бетоном. В случае работы с металлом используемый саморез должен быть сделан из твердой стали, которая тверже материала рабочей поверхности.
Различают саморезы по металлу с острым наконечником и со сверлом. Обеим разновидностям крепежа характерно маленькое межгребневое расстояние, или, проще говоря, мелкая резьба. Это позволяет улучшить сцепление метиза с твердым материалом, а значит и скрепляемого узла.
Острый наконечник изделия производит то самое самонарезающее действие, что заметно упрощает процесс крепежа. Иными словами, берем инструмент, шуруповерт или отвертку, в одну руку, саморез — в другую, и вворачиваем его в конструкцию. Даже металлическая поверхность сдастся под таким натиском, если … толщина не превышает 0,5 мм. При более толстом металлическом настиле необходимо просверлить отверстие, диаметр которого будет напрямую зависеть от толщины металла.
Иными словами, берем инструмент, шуруповерт или отвертку, в одну руку, саморез — в другую, и вворачиваем его в конструкцию. Даже металлическая поверхность сдастся под таким натиском, если … толщина не превышает 0,5 мм. При более толстом металлическом настиле необходимо просверлить отверстие, диаметр которого будет напрямую зависеть от толщины металла.
Основной принцип заключается в том, чтобы пройти точку крепления сверлом диаметром меньшим, чем диаметр выбранного самореза. Смажьте полученное отверстие перед вворачиванием метиза машинным маслом и процесс обойдется без особых усилий.
Приведем следующую таблицу рекомендуемых диаметров сверл под определенную толщину металлической поверхности:
| Толщина металла, мм | 0,5 | 0,7 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 |
| Диаметр сверла, мм | – | 3,3 | 3,4 | 3,5 | 3,6 | 3,7 | 3,8 |
Так как толщина наиболее используемого металлического настила составляет 1 мм, то и самым распространенным диаметром сверла является 3,4 мм.
В ассортименте саморезов чаще можно встретить черные метизы. Имея ту же конструкцию с острым концом, они способны без дополнительных подготовительных работ пробить металл толщиной в 1,5 мм. Диаметр черных саморезов начинается с 3,5 мм; фосфатное или оксидное покрытие способствует механической защите крепежа и придает ему превосходные адгезионные свойства. В отличие от желтых электрохимической защитой не обладают. Изготавливаются эти изделия из углеродистых и низколегированных сталей, а фосфатная пленка на молекулярном уровне плотно прилегает к основному металлу. При деформации крепежа этот защитный слой не разрушается за счет высокой пластичности. Поэтому, если Вам необходимо закрепить металлическую конструкцию толщиной до 1,5 мм, с дальнейшим нанесением лакокрасочных материалов, шпаклевки или штукатурки, смело можно использовать черные саморезы. При более толстых металлических поверхностей вновь потребуется подготовка отверстия только не в иных соотношениях:
| Толщина металла, мм | 0,5 | 0,7 | 1,0 | 1,5 | 2,0 | 3,0 | 4,0 |
| Диаметр сверла, мм | – | – | 2,5 | 2,7 | 2,9 | 3,0 | 3,1 |
Приведенные выше данные в таблицах выведены опытным путем и немаловажную роль будут играть следующие факторы: качество крепежного изделия и металла рабочего настила, сила, с которой вворачивается метиз и требуемая надежность крепления.
1) Металл, из которого произведен саморез, должен соответствовать заявленным ГОСТ или DIN. В противном случае, следует провести подготовительную работу ранее, чем это обусловлено в таблицах. А что касается черных саморезов, они не должны быть причиной черных подтёков по рабочей поверхности — фосфатное покрытие остается на изделии под воздействии воды, а не стекает черными слезами по стенке. Отличить качественное изделие можно по признаку, характерному для саморезов под металл: резьба не должна подходить вплотную к головке. То есть должен быть зазор, равный диаметру стержня, между шляпкой и витками, который обеспечивает прочность всего крепежного изделия.
2) Если металлическая поверхность не соответствует заявленным требованиям, то может и не стоит делать дополнительное сверление, а вворачивать саморез напрямую. Тогда сцепка будет плотнее и будет достигнута достаточная плотность конструкции.
3) Порой пробить металл в 2 мм качественным черным саморезом можно и без сверления, если применить добрую мужскую силу, с помощью отвертки. Да и на сетевом шуруповерте важно грамотно выбрать режим, чтобы не сорвать резьбу. Кроме того, важно не допускать перегрева самореза, иначе он быстро затупиться.
Да и на сетевом шуруповерте важно грамотно выбрать режим, чтобы не сорвать резьбу. Кроме того, важно не допускать перегрева самореза, иначе он быстро затупиться.
4) Если сделать предварительно отверстие под саморез чуть меньше, чем указано в таблицах, то установить крепеж будет сложнее, но вкручивание мелкой резьбы в металл будет более проникающим, а значит и более прочным выйдет соединение.
Существуют также саморезы по металлу, снабженные сверловым концом. Они применимы без предварительной подготовки отверстия под металл толщиной до 2 мм. При вкручивании в соединении сверловый конец метиза разрывает и выдавливает металл, проделывая себе проход. Для них также огромную роль будут играть качество и самого изделия, и рабочей поверхности.
Чтобы подобрать диаметр сверла для отверстия в металле под саморез, можно воспользоваться таблицой соответствия ниже. Если Вам предстоит работать с металлом толщиной более 4 мм, без отверстия, наверняка, не обойтись.
| Диаметр самореза, мм |
Диаметр сверла, мм |
| 4,0 | 2,5 – 3,0 |
| 4,5 | 3,0 – 3,5 |
| 5,0 | 3,5 – 4,0 |
| 6,0 | 4,5 |
Что касается длины отверстия, то оно должно далеко входить в скрепляемую конструкцию или соответствовать ей.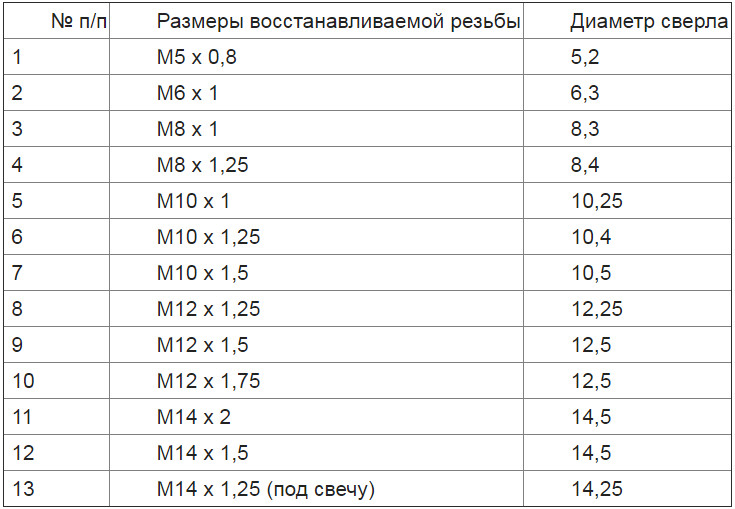 Если саморез проходит насквозь, выступая далеко за конструкцию, то это пустая трата длины метиза. Чем больше изделие, тем больше затрачивается на ее изготовление качественного и недешевого материала, а значит более дорогостоящего. Выходит, что при нерациональном подходе к делу часть изделия будет нерабочей.
Если саморез проходит насквозь, выступая далеко за конструкцию, то это пустая трата длины метиза. Чем больше изделие, тем больше затрачивается на ее изготовление качественного и недешевого материала, а значит более дорогостоящего. Выходит, что при нерациональном подходе к делу часть изделия будет нерабочей.
Все вышеперечисленные саморезы под металл представлены в ассортименте в нашем интернет-магазине. Благодаря сортировке Вы быстро подберете необходимую оснастку под инструмент, если в процессе работы посчитаете нужным сделать отверстие в металле перед установкой метиза.
Выбор сверла для саморезов по металлу
Саморез – это крепёжный элемент, состоящий из следующих основных частей: стержень, дополненный острой резьбой, и головка, на которой находится углубление для вкручивающегося инструмента. Поскольку эти метизы изготавливаются из прочного металлического сплава, они универсальны: их используют для присоединения элементов, изготовленных из металла, дерева, гипсокартона и бетона.
Саморезы по металлу
Для работы по металлу используются саморезы, принадлежащими к следующим категориям:
- Метизы с острым наконечником. Именно благодаря ему саморез может прорубать отверстия в процессе вворачивания. Металлический лист толщиной до 0,5 мм поддаётся его действию, но при большей толщине придётся заранее высверливать отверстие, чтобы в него вошёл метиз.
- Метизы со сверлом. Форма их головки полусферическая, а на тыльной стороне есть прессшайба. Сверлообразный конец позволяет саморезу аккуратно вкручиваться в металл, не повреждая его поверхность. Резьба на таких крепежах доходит вплоть до шляпки, поэтому их закручивают на максимально возможную глубину. Этим обеспечивается высокая надёжность соединения.
У обоих видов мелкая резьба, что обеспечивает хорошее сцепление с металлом и надёжность скрепляемого узла.
Хотя предполагается, что саморез сам высверливает для себя отверстие, при работе по металлу некоторые подготовительные работы неизбежны.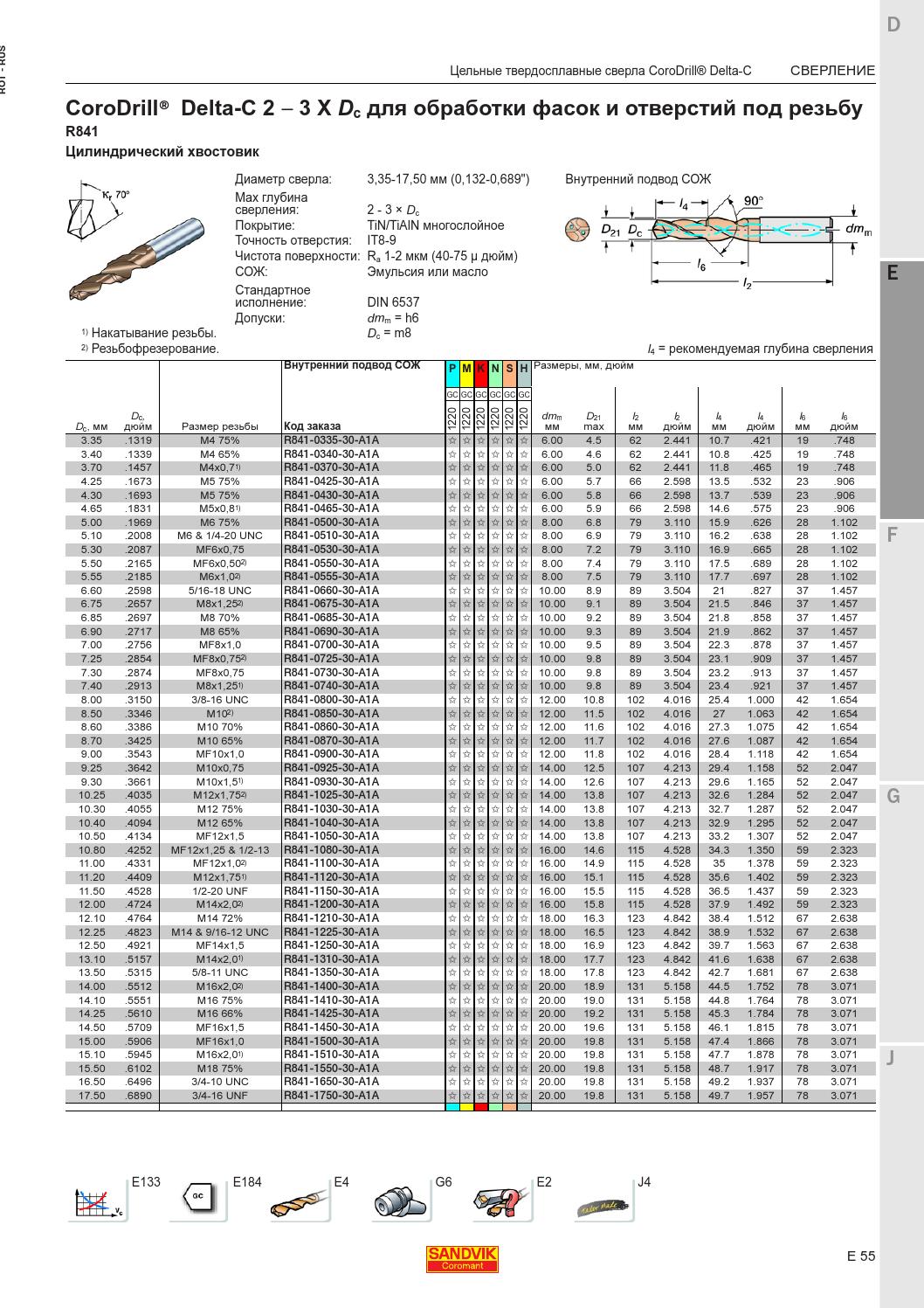
Предварительное высверливание отверстий
Подготовка отверстий осуществляется по следующему механизму: диаметр отверстия должен быть меньше диаметра самореза. Такая разница необходима для того, чтобы метиз расширил отверстие самостоятельно и прочно «сел» в нём, чтобы обеспечить длительность и прочность соединения. Если же предварительно подготовленное отверстие окажется шире, то метиз попросту не будет в нём держаться.
После высверливания отверстия его рекомендуется смазать машинным маслом, чтобы крепёж легче проходил насквозь.
Выбор диаметра сверла, которым нужно подготовить отверстия, зависит от толщины металлического листа следующим образом:
- Если толщина составляет 0,7 мм, то следует выбрать сверло диаметром 3,3 мм.
- При толщине металлического листа 1 мм, диаметр сверла должен составлять 3,4 мм.
- Диаметр сверла 3,5 мм рекомендуется для металла, толщина которого равна 1,5 мм.
- Если металлический лист обладает толщиной 2 мм, то сверло нужно выбирать диаметром 3,6 мм.

Часто при строительстве применяются металлические листы толщиной 1 мм, и тогда выбирается сверло диаметром 3,4 мм.
Чёрные саморезы
Среди метизов выделяется особенный вид – чёрные саморезы. Диаметр таких метизов отсчитывается с 3,5 мм и дальше пошагово увеличивается. Они изготавливаются из низколегированной или углеродистой стали и покрываются цинковым или фосфатным защитным слоем. Он плотно прилегает к основе и сохраняет пластичность даже при деформации. Отличительная черта этих крепежей – способность прорубить металлический лист толщиной 1,5 мм без предварительной подготовки. Если же лист толще, то и здесь требуются предварительно созданные отверстия. Соотношение между толщиной металла и диаметром нужного сверла здесь следующее:
- При толщине 2 мм отверстие выполняется сверлом, диаметр которого равен 2,9 мм.
- Если толщина листа 3 мм, то сверло предпочитается с диаметром 3 мм.
- При толщине 4 мм необходим диаметр сверла равный 3,1 мм.

Эти данные собраны опытным путём, но и они могут слегка варьироваться в зависимости от следующих параметров:
- Характеристики метизов. Хорошие крепежи соответствуют надлежащим ГОСТ и DIN. Важно покупать оригинальную продукцию, а не подделку, обладающую сомнительным качеством. Отличить оригинал от подделки можно по разным признакам, например, фосфатное покрытие у некачественных чёрных метизов под воздействием влаги стекает с крепежей.
- Характеристики металлического листа. Если поверхность металлического листа не настолько высокого качества, как хотелось бы, можно попробовать ввернуть саморез без предварительной подготовки. Так соединение будет достаточно плотным.
- Сила, с которой крепеж вворачивается в металл. С помощью хорошего шуруповерта можно пробить металлический лист толщиной даже 2 мм. Важно следить, чтобы в процессе сверления крепёж не перегрелся, иначе он затупится.
- Необходимый уровень надёжности крепления. Чтобы обеспечить максимально крепкое соединение, диаметр сверла нужно брать чуть меньше, чем указано выше. Вкрутить метиз при таких условиях будет сложнее, но мелкая резьба лучше проникнет в металл и крепление получится надёжным.
 Вкрутить метиз при таких условиях будет сложнее, но мелкая резьба лучше проникнет в металл и крепление получится надёжным.
Вкрутить метиз при таких условиях будет сложнее, но мелкая резьба лучше проникнет в металл и крепление получится надёжным.Длина отверстия
Этот параметр не менее важен, чем ширина. Желательно, чтобы отверстие входило насквозь во всю конструкцию, которую предстоит скрепить. Саморез не должен проходить насквозь и выступать далеко за поверхностью.
Чтобы не допустить такого превышения, следует грамотно выбирать метизы, обращая внимание не только на их диаметр, но и на длину.
Заключение
Выбор сверла правильного диаметра – простая задача для мастера, которому предстоит вкрутить саморез в металл. Нужно учитывать диаметр самореза и толщину листа. Важно, чтобы диаметр получившегося отверстия был меньше диаметра самореза, иначе он не будет держаться в металле.
Полезная информация о саморезах по металлу
С какими бы строительными или отделочными работами вы не столкнулись, в 9 случаях из 10 придется иметь дело с саморезами по металлу.
Эта публикация представляет собой своеобразную “смесь” справочных материалов и некоторых собственных соображений автора. Здесь вы найдете таблицы с размерами и советы по использованию этих изделий.
Оцинкованные металл-металл 4,2 мм. с прессшайбой
Самые распространенные саморезы по металлу. Как ясно из названия – используются для прикручивания металла к металлу. Если быть более точным, для прикручивания тонкого (не более 0,9 мм.) листового материала к такому же тонкому металлическому основанию. Это если без предварительного сверления, при сверлении толщина стягиваемых листов может значительно увеличиваться.
Эти саморезы выпускаются как со сверлом, так и без. Длинна от 13 мм. (“клопы”) до 51 мм. Резьба с мелким шагом способствует хорошей фиксации в листовом металле, а также неплохо держится в не слишком рыхлом дереве и пластике. Стандартно, изделия без сверла предназначены для крепления в металл до 0,9 мм., укоплектованные сверлом на наконечнике – до 2 мм.
Несмотря на то, что изделия со сверлом по немецким стандартам DIN предназначены для закручивания в металл до 2 мм. без предварительного сверления – по факту часто ломаются при закручивании. Возможно здесь все зависит от качества саморезов и от конкретного производителя, однако для металлов толще 1,5 мм. я настоятельно рекомендую предварительно сверлить отверстие сверлом, подробнее об этом ниже.
Хочется также заметить, что для крепления в металлах тоньше 1 мм. саморезы с наконечником-сверлом лучше не использовать. В тонком металле данный саморез держит слабо. Как пример можно рассматривать крепление подвеса к профилю при облицовке гипсокартоном – саморез-сверло прокручивается и болтается. К слову, метизы с острыми наконечниками, без сверла, также следует аккуратно закручивать в тонкие профили, опасаясь перетянуть.
Если стоит вопрос выбора между острым наконечником и сверлом для универсальных задач, то лучше все-таки остановиться на варианте без сверла. Всеравно при толстом металле нужно предварительно сверлить отверстия, а в просверленные отверстия одинаково хорошо подходят и острый наконечник, и сверло. Саморезы со сверлом будут хороши, например, при множественном закручивании в листы 1,5 мм.
Всеравно при толстом металле нужно предварительно сверлить отверстия, а в просверленные отверстия одинаково хорошо подходят и острый наконечник, и сверло. Саморезы со сверлом будут хороши, например, при множественном закручивании в листы 1,5 мм.
Еще один довод в пользу универсальности острого наконечника – шурупы прекрасно закручиваются в пластиковые дюбели. А вот наконечник со сверлом очень плохо сочетается с дюбелями.
Все изделия данного типа оснащены шлицом под биту Ph3 (Philips). Так как метизы покрыты слоем цинка, они весьма стойко переносят влажную среду и не требуют дополнительной покраски. Помимо этого, оцинковка достаточно хорошо смотрится и во многих случаях нет необходимости закрывать шляпки этих саморезов.
Таблица размеров и массы оцинкованных саморезов 4,2мм с прессшайбой
| Размер | L длина, мм |
Вес 1000 шт, кг без сверла |
Вес 1000 шт, кг со сверлом |
|---|---|---|---|
| 4,2×13 | 13,0 | 1,66 | 1,85 |
| 4,2×14 | 14,0 | 1,73 | 1,87 |
| 4,2×16 | 16,0 | 1,89 | 2,05 |
| 4,2×19 | 19,0 | 2,04 | 2,26 |
| 4,2×25 | 25,0 | 2,45 | 2,61 |
| 4,2×32 | 32,0 | 2,87 | 3,05 |
| 4,2×41 | 41,0 | 3,60 | 3,71 |
| 4,2×48 | 48,0 | 3,78 | нет |
| 4,2×51 | 51,0 | 3,87 | 4,10 |
На самом деле в магазинах могут встречаться изделия с иной длиной.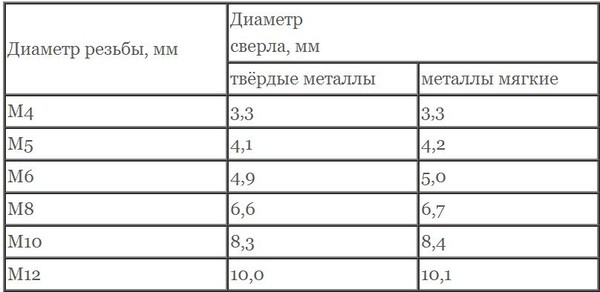 Таблица лишь приводит распространенные значения. Встречаются даже шурупы длиной 75 мм., но это скорее исключение.
Таблица лишь приводит распространенные значения. Встречаются даже шурупы длиной 75 мм., но это скорее исключение.
Саморезы для крепления профилей “семечки”
Эти изделия более известны под народным названием “семечки” из-за своей внешней схожести с семенами подсолнечника. Встречаются как черные, с фосфатным покрытием, так и оцинкованные. Из-за очень острого кончика и небольших размеров идеально подходят для скрепления профилей, толщиной до 0,9 мм.
Данные метизы встречаются в исполнении со сверлом – для закручивания в металл толщиной до 2мм. Все саморезы имеют шлицы под биту Ph3.
Таблица размеров саморезов для крепления металлических профилей
| Размер | L длина, мм |
A диаметр головки, мм |
H высота головки, мм |
D1 наружный диаметр, мм |
D2 внутренний диаметр, мм |
Вес 1000 шт, кг |
|---|---|---|---|---|---|---|
| Острый наконечник 3,5×11 |
10,45-11,55 | 7,39-8,00 | 2,45-2,92 | 3,42-3,58 | 2,76-2,92 | 1,13 |
| Сверло 3,8×11 |
10,20-11,80 | 7,60-8,00 | 2,70-3,00 | 3,75-3,95 | 2,76-2,92 | 1,13 |
Кровельные саморезы
Саморезы, предназначенные для крепления кровли к металлу имеют меньший шаг резьбы и большую толщину. Максимальная толщина металлического основания характеризуется максимальной способностью сверления в таблице ниже.
Максимальная толщина металлического основания характеризуется максимальной способностью сверления в таблице ниже.
Таблица размеров кровельных саморезов
| Размер | L длинна, мм | D наружный диаметр, мм | Dp диаметр сверла, мм | Макс. способ. сверления, мм | Dw диаметр шайбы, мм | S размер под ключ, мм |
|---|---|---|---|---|---|---|
| Для крепления к деревянному основанию | ||||||
| 4,8×29 | 27,75 – 30,75 | 4,70 – 4,85 | 2,80 – 3,00 | – | 13,80 – 14,20 | 7,70 – 7,90 |
| 4,8×38 | 36,75 – 39,25 | 4,70 – 4,85 | 2,80 – 3,00 | – | 13,80 – 14,20 | 7,70 – 7,90 |
| 4,8×50 | 48,75 – 51,25 | 4,70 – 4,85 | 2,80 – 3,00 | – | 13,80 – 14,20 | 7,70 – 7,90 |
| 4,8×60 | 58,75 – 61,25 | 4,70 – 4,85 | 2,80 – 3,00 | – | 13,80 – 14,20 | 7,70 – 7,90 |
| 4,8×70 | 68,50 – 71,50 | 4,70 – 4,85 | 2,80 – 3,00 | – | 13,80 – 14,20 | 7,70 – 7,90 |
| 4,8×80 | 78,50 – 81,50 | 4,70 – 4,85 | 2,80 – 3,00 | – | 13,80 – 14,20 | 7,70 – 7,90 |
| Для крепления к металлическому основанию | ||||||
| 5,5×19 | 18,00 – 20,00 | 5,28 – 5,46 | 4,55 – 4,70 | 5,30 | 13,80 – 14,20 | 7,78 – 8,00 |
| 5,5×25 | 24,00 – 26,00 | 5,28 – 5,46 | 4,55 – 4,70 | 5,30 | 13,80 – 14,20 | 7,78 – 8,00 |
| 5,5×32 | 30,75 – 33,25 | 5,28 – 5,46 | 4,55 – 4,70 | 5,30 | 13,80 – 14,20 | 7,78 – 8,00 |
| 5,5×38 | 36,75 – 39,25 | 5,28 – 5,46 | 4,55 – 4,70 | 5,30 | 13,80 – 14,20 | 7,78 – 8,00 |
| 5,5×51 | 49,75 – 52,25 | 5,28 – 5,46 | 4,55 – 4,70 | 5,30 | 13,80 – 14,20 | 7,78 – 8,00 |
| 5,5×64 | 62,75 – 65,25 | 5,28 – 5,46 | 4,55 – 4,70 | 5,30 | 13,80 – 14,20 | 7,78 – 8,00 |
| 5,5×76 | 74,50 – 77,50 | 5,28 – 5,46 | 4,55 – 4,70 | 5,30 | 13,80 – 14,20 | 7,78 – 8,00 |
| 6,3×19 | 18,00 – 20,00 | 6,03 – 6,25 | 5,40 – 5,55 | 6,50 | 15,80 – 16,20 | 9,78 – 10,00 |
| 6,3×25 | 24,00 – 26,00 | 6,03 – 6,25 | 5,40 – 5,55 | 6,50 | 15,80 – 16,20 | 9,78 – 10,00 |
| 6,3×32 | 30,75 – 33,25 | 6,03 – 6,25 | 5,40 – 5,55 | 6,50 | 15,80 – 16,20 | 9,78 – 10,00 |
| 6,3×38 | 36,75 – 39,25 | 6,03 – 6,25 | 5,40 – 5,55 | 6,50 | 15,80 – 16,20 | 9,78 – 10,00 |
| 6,3×50 | 48,75 – 51,25 | 6,03 – 6,25 | 5,40 – 5,55 | 6,50 | 15,80 – 16,20 | 9,78 – 10,00 |
| 6,3×60 | 58,75 – 61,25 | 6,03 – 6,25 | 5,40 – 5,55 | 6,50 | 15,80 – 16,20 | 9,78 – 10,00 |
| 6,3×80 | 78,50 – 81,50 | 6,03 – 6,25 | 5,40 – 5,55 | 6,50 | 15,80 – 16,20 | 9,78 – 10,00 |
| 6,3×100 | 98,50 – 101,50 | 6,03 – 6,25 | 5,40 – 5,55 | 6,50 | 15,80 – 16,20 | 9,78 – 10,00 |
| 6,3×130 | 128,50 – 131,50 | 6,03 – 6,25 | 5,40 – 5,55 | 6,50 | 15,80 – 16,20 | 9,78 – 10,00 |
| 6,3×150 | 148,50 – 151,50 | 6,03 – 6,25 | 5,40 – 5,55 | 6,50 | 15,80 – 16,20 | 9,78 – 10,00 |
| 6,3×175 | 173,50 – 176,50 | 6,03 – 6,25 | 5,40 – 5,55 | 6,50 | 15,80 – 16,20 | 9,78 – 10,00 |
Справедливости ради стоит заметить, что для закручивания в металл, толще 1 мм. , необходимо приобретать качественный крепеж. Если пользоваться саморезами от безымянного производителя, то будет велика вероятность отламывания головок при закручивании в толстый металл.
, необходимо приобретать качественный крепеж. Если пользоваться саморезами от безымянного производителя, то будет велика вероятность отламывания головок при закручивании в толстый металл.
Все кровельные саморезы, помимо шестигранной головки, иногда производятся с дополнительным шлицом. Поэтому их можно закручивать крестовой битой, о номере биты не информации. Однако самым удобным все-таки будет монтаж при помощи шестигранной головки для дрели-шуруповерта.
Прочие саморезы по металлу
К саморезам по металлу частично можно отнести такие изделия, как саморезы гипсокартон-металл, гипсоволокно-металл и прочие. Вообще их великое множество, мы рассмотрели лишь одни из самых распространенных.
Существуют оцинкованные белые и желтые саморезы со сверлом и потайной головкой. Шуруп по бетону – “нигель”, также может использоваться для крепления металла к бетонному основанию. Вообще, практически все саморезы имеют отношение к металлу.
Как закрутить саморез в толстый металл?
Любой кровельный саморез или оцинкованный с прессшайбой вполне возможно закрутить в толстый металл, даже если метиз не снабжен сверлом.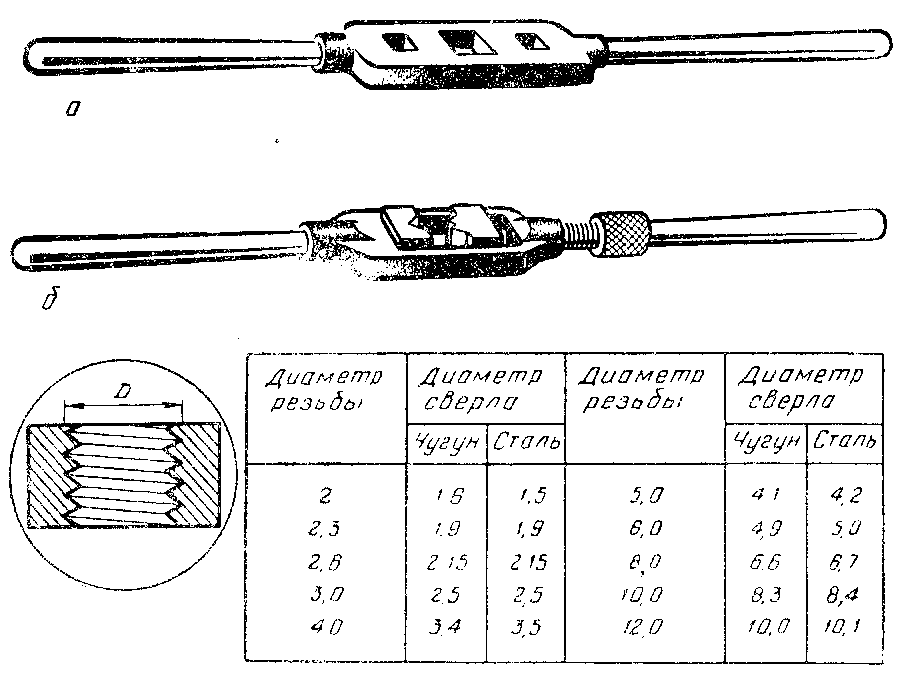 Для этого нужно всего лишь предварительно просверлить основание. Таким методом можно закручивать шурупы даже в металл, толще 5 мм.
Для этого нужно всего лишь предварительно просверлить основание. Таким методом можно закручивать шурупы даже в металл, толще 5 мм.
Главный принцип при таких операциях – диаметр сверла должен отличаться от диаметра самореза всего на несколько десятых долей миллиметра. Чем толще основание и тверже металл – тем меньше различие. Например: для закручивания оцинкованных изделий 4,2 мм. в металл 2 мм. понадобится сверло 3,5 – 3,8 мм, а для закручивания в металл 5 мм. понадобится сверло 4,0 мм. Для реализации данной цели стоит приобрести несколько сверл, с шагом 0,1 мм., вплоть до заявленного диаметра самореза.
Перед закручиванием в ответственное место, лучше просверлить пробное отверстие и попробовать закрутить шуруп. Ведь если диаметр плохо подобран, шляпка легко обломиться и будет проблематично извлечь застрявшее острие.
Диаметр сверла для саморезов
Нужно засверлить металлический уголок под конструкцию из ГКЛ. Какой нужен диаметр сверла для саморезов TN25/TN35?
Rublev написал :
Диаметр сверла для саморезов
Чего-то я совсем плохой стал.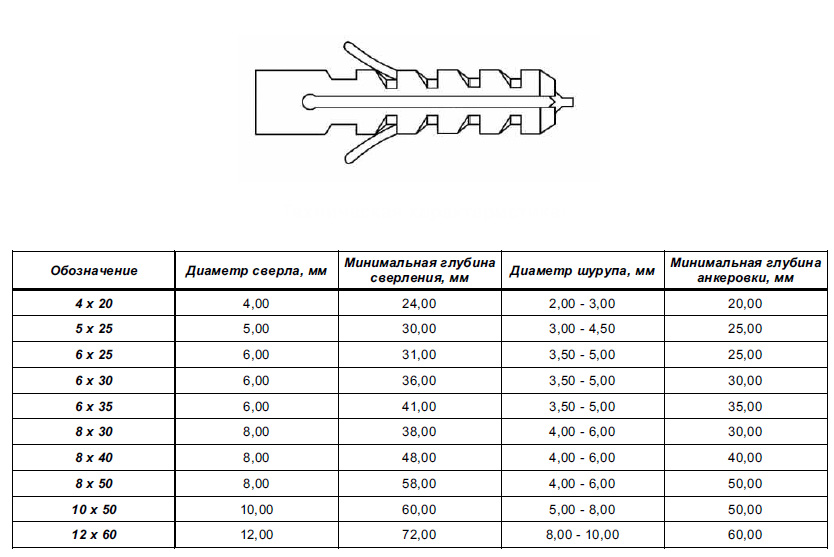 Всю жизнь считал, что “саморезы” – это такие шурупы, под которые отверстия засверливать не нужно, т.к. они его “сами режут”. Разъясните, кто в курсе.
Всю жизнь считал, что “саморезы” – это такие шурупы, под которые отверстия засверливать не нужно, т.к. они его “сами режут”. Разъясните, кто в курсе.
НАверное, речь о горячекатанном уголке со стенкой 2-2,5 мм. Саморез сам в такую сталь не пойдет. Засверливать надо сверлом на 0,5 мм меньше диаметра самореза.
Rublev написал :
Нужно засверлить металлический уголок
Это саморезы для тонкостенного до 0,7мм профиля под ГКЛ. Для крепления в него засверливать не требуется.
Если же уголок имеется в виду стальной с толщиной полки до 2мм, то такой саморез вкрутить в него будет довольно проблематично. Лучше использовать саморезы TB (со сверлом на конце).
Если же толщина металла больше 2мм, то лучше вообще винты использовать, имхо. Но если уж приспичит, то можно просверлить отверстия примерно на 0,1-0,2мм меньше диаметра самореза по резьбе. Тогда он с большим усилием вкрутится и даже будет держать, но при вкручивании или откручивании можно ему “свернуть башку”.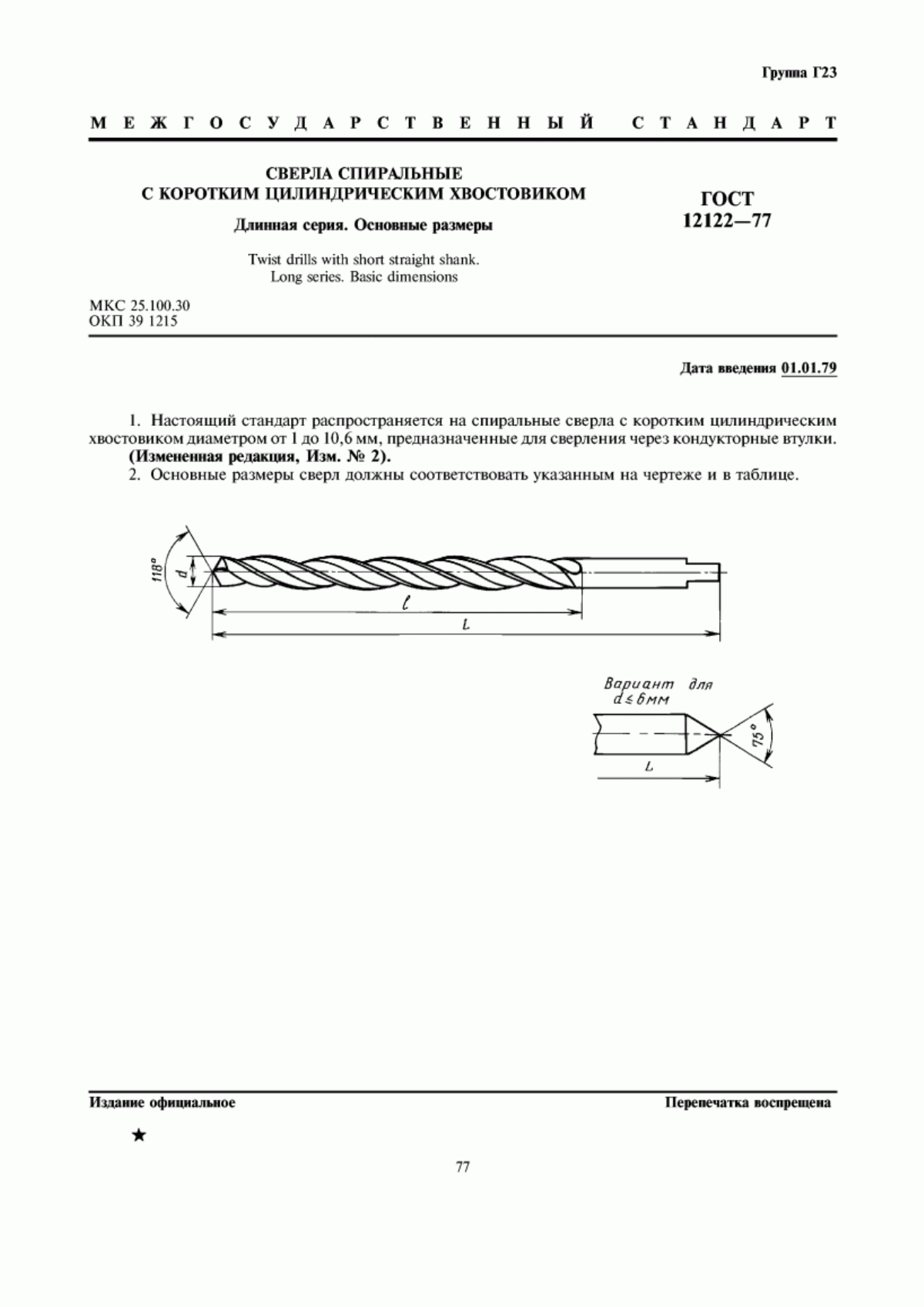
DiVO написал :
Если же толщина металла больше 2мм, то лучше вообще винты использовать
+1 И лучше, и легче, и если вдруг демонтировать придется, проблем не будет.
Винты, резьба и ГКЛ. ржу нимагу однако. Может как то упростить конструкцию?
Хорошо ещё на двутавры и швеллеры ГКЛ не лепит.
Rublev написал :
Какой нужен диаметр сверла для саморезов TN25/TN35?
Если металл 0,5..2,0 мм, то сверлить сверлом 3,0.
Если толщина проката больше 2 мм, то сверло 3,2.
Возможны любые варианты 3,0..3,3, но это нюансы (наличие сверел, кривые руки, марка стали, качество саморезов и т.д.)
Как показывает практика обычные саморезы TN25 прочнее саморезов со сверлом, если предварительно засверливать и угадать диаметр сверла. Головка скручивается реже.
Samar написал :
Головка скручивается реже
Но все же скручивается иногда. Это “иногда” и может проблем насоздавать с извлечением обломанных саморезов.
Поэтому и думается, что прогнать по засверленному метчик не труднее, чем саморез (всего- то 2 мм глубины резьбы), а от винтов никаких сюрпризов ждать не придется.
DiVO написал :
Хорошо ещё на двутавры и швеллеры ГКЛ не лепит
Ничо смешного. Мне один раз пришлось крепить ГВЛ к швеллеру 12-му. Там стенка – 8 мм толщиной. А по другому – никак. Это когда я парилку в квартире строил. Крепил винтами М4 с потайной головкой. На этом швеллере дверь стеклянная (тяжелая) в парилку держалась. Да и весь каркас на него опирался. Так вышло просто.
Так вот я и говорю – прежде чем “ржу нимагу” писать, надо бы понять, что автору надо. Ржать-то легко.
Спасибо мужики, то что нужно прояснили,
Конструирую подиум под ванной. Ширина бортов будет 4 см, еще сантиметр уйдет под ванну, под нахлест. По всей длинне подиума будет ниша для ног. Полка подиума перейдет на боковую стену, под этой полкой будет сантехшкафчик шириной 60 см с коллекторами, фильтром и канальей.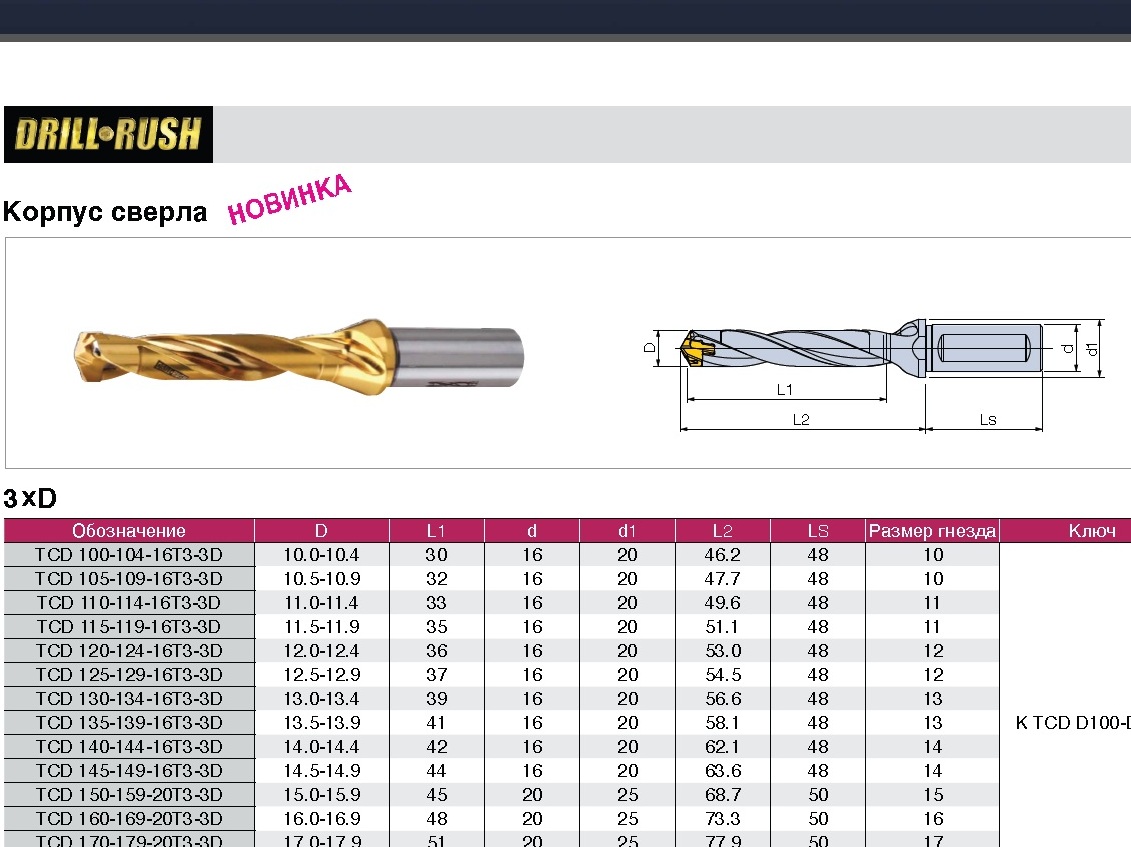
Чувствую что тупой ржачь сейчас перейдет в дискуссию что не надо из уголка – где можно сделаю из профиля, где нужно из уголка.
Делайте все из уголка. Удачи.
Rublev написал :
Чувствую что тупой ржачь сейчас перейдет в дискуссию что не надо из уголка
Дело не в этом. Я например если несущей способности каркаса для ГКЛ не хватает, внутрь просто бруски вставляю и все стягиваю. Жесткость резко повышается. Крепить к нему никаких проблем. А сверлить уголок, резать в нем резьбу. это такой гим–ой.
Сверлить уголок и резьбу резать (всего-то 3 витка М4 на 2 мм толщины металла) – никакого г-я не составляет. Уж никак не больше, чем с брусками, которые нужно еще и притащить откуда-то. Кроме того, речь о сыром помещении идет, вот тут бруски могут действительно подарить г-й, если их, к примеру, поведет от сырости.
Тут есть табличка –
Но прав DiVO , при большой толщине металла если возможно – винт с гайкой.
Спасибо за табличку! Как раз столкнулся с креплением ПН-профиля на стальной уголок 100х100х8 мм, который в железобетонную стену на анкерах уже посажен.
после сверла 3,5 мм саморез загнать не смог.. после сверла 4,0 мм саморез 4,2 мм вкрутился, но чувствую, что не надежно. Гемор еще тот, а надо штук пять саморезов минимум вкрутить..
Делал фальшстену из квадратной трубы, ГКЛ крепил саморезом со сверлом, никаких проблем (главное вовремя остановится, как только сверло просверлит стенку трубы шляпка мигом ГКЛ продавливает до упора).
ИМХО: всякие металлические конструкции предпочитаю из трубы варить, ее не так крутит как уголок и стенки ровнее получаются.
Если это лист ГКЛ крепится – гайку с изнанки подложить и придержать – вот это геморрой и есть.
Доброго времени суток всем
Профтруба 50 х 50 х 3 мм
Саморез Wurth Wupofast:
С потайной головой 4,0 х 40 мм / Шлиц PZ2 / Закаленная сталь / Угол заточки острия: 25° или 34° в зависимости от длины шурупа / Угол изгиба: не менее 15° / Любые твердые поверхности ДСП с покрытием и гидроизоляцией, а также в материалы из любых пород дерева.
В отверстие 3,0 мм на сухую входит без проблем, а с маслом тем более.
Выдергивается в рывке гвоздодером длинной 50 см.
При выдергивании – срывает витки резьбы. Из трех попыток башка не оторвалась ни разу.
Из 115 закрученных саморезов на сухую, голову свернул 8 саморезам, и как заметил, при уменьшении скорости кручения до 1 оборота в секунду.
Голова срывается при нарезании резьбы саморезом.
Крутил перфоратором Bosch GBH 2-26 DFR на очень малых оборотах, оборота 3 в секунду.
Сравнивал эти саморезы с OMAX, на изгиб и откручивание головы – разницы не увидел.
формул бурения | Коллекция формул обработки | Введение в обработку
На этой странице представлены формулы для расчета основных параметров, необходимых для бурения. Цифры, полученные в результате расчетов, приведены только для справки. Условия обработки зависят от используемого станка. Используйте оптимальные условия в соответствии с вашими фактическими условиями обработки.
- π (3,14): Круговая постоянная
- DC (мм): диаметр сверла
- n (min -1 ): частота вращения шпинделя
- памятка
-
Эта формула используется для расчета скорости резания по диаметру сверла и скорости шпинделя.
Пример:
Диаметр сверла (DC) = 10 мм
Скорость шпинделя (n) = 1500 мин. -1
В этом случае скорость резания (vc) составляет приблизительно 47,1 м / мин.
- fr (мм / об): Подача на оборот (скорость подачи)
- n (min -1 ): частота вращения шпинделя
- памятка
-
Эта формула используется для расчета подачи шпинделя (ось z) из подачи на оборот (скорость подачи) и скорости шпинделя.
Пример:
Подача на оборот (fr) = 0,3 мм / об
Скорость шпинделя (n) = 1500 мин. -1
В этом случае подача шпинделя (ось z) (vf) составляет 450 мм / мин.
- ld (мм): Глубина сверления
- i: количество отверстий
- n (min -1 ): частота вращения шпинделя
- fr (мм / об): Подача на оборот (скорость подачи)
- памятка
-
Эта формула используется для расчета времени обработки на основе глубины сверления, количества отверстий, подачи шпинделя и подачи на оборот.
Пример сверления в стали SCM430:
Глубина сверления (ld) = 35 мм
Количество отверстий (i) = 1
Скорость шпинделя (n) = 1500 мин -1
Подача на оборот (fr) = 0,1 мм / rev
В этом случае время обработки (Tc) составляет приблизительно 14 секунд (0,233 мм / мин).
- I: Свинец
- n: Количество ниток
- P (мм): Шаг
- d (мм): Эффективный диаметр резьбы
- памятка
-
- А
- Угол подъема (α °)
- B
- Угол наклона (β °)
- C
- Угол наклона листа или держателя (θ °)
Эта формула используется для расчета угла подъема винтовой резьбы.
Угол подъема можно рассчитать по шагу, количеству резьбы, шагу и эффективному диаметру резьбы.
Пример нарезания трапециевидной резьбы ISO под углом 30 ° с правой наружной резьбой (наружный диаметр):
Эффективный диаметр = 18 мм
Шаг (P) = 4 мм
Количество резьб (n) = 1
Подача на оборот (fr ) = 0,1 мм / об.
В этом случае угол опережения (tan α) составляет приблизительно 4,05 °.
Дом
MITSUBISHI MATERIALS CORPORATION Формулы для бурения
СКОРОСТЬ РЕЗКИ (vc)
- ВК (SFM)
- : Скорость резания
- D1 (дюйм)
- : Диаметр сверла
- π (3.14)
- : Круговая постоянная
- н (мин -1 )
- : Скорость вращения главного шпинделя
* Преобразование единиц (из «мм» в «м»)
(Проблема):
Какова скорость резания, когда скорость вращения шпинделя главной оси составляет 1350 мин -1 , а диаметр сверла – 0,500 дюйма?
(ответ):
Подставим π = 3,14, D1 = 0,500 дюйма, n = 1350 в формулы
vc = π × D1 × n ÷ 12 = 3,14 × 0,500 × 1350 ÷ 12 = 176,6SFM
скорость резания 176.6СФМ.
ПОДАЧА ГЛАВНОГО ШПИНДЕЛЯ (vf)
- vf (дюйм / мин)
- : Скорость подачи главного шпинделя (ось Z)
- фр (ИПР)
- : Подача на оборот
- н (мин -1 )
- : Скорость вращения главного шпинделя
(Проблема):
Какова подача шпинделя (vf), когда подача на оборот составляет 0,008IPR, а скорость шпинделя главной оси составляет 1350 мин -1 ?
(ответ):
Заменить fr =.008, n = 1350 в формулы
vf = fr × n = 0,008 × 1350 = 10,8 дюйма / мин
Подача шпинделя составляет 10,8 дюйма / мин.
ВРЕМЯ БУРЕНИЯ (Tc)
- Tc (мин)
- : Время бурения
- н (мин -1 )
- : Скорость шпинделя
- ld (дюйм)
- : Глубина отверстия
- фр (ИПР)
- : Подача на оборот
- и
- : Количество отверстий
(Проблема):
Какое время сверления требуется для сверления 1.Отверстие длиной 2 дюйма в легированной стали со скоростью резания 165SFM и подачей .006IPR?
(ответ):
Скорость шпинделя n = (165 × 12) ÷ (0,59 × 3,14) = 1068,8мин -1
Tc = (1,2 × 1) ÷ (1068,8 × 0,006) = 0,187
= 0,187 × 60 ≒ 11,2 с
СКОРОСТЬ РЕЗКИ (vc)
* Преобразование единиц (из «мм» в «м»)
- vc (м / мин)
- Скорость резания
- D1 (мм)
- Диаметр сверла
- π (3,14)
- Pi
- n (min -1 )
- Скорость вращения главного шпинделя
(Проблема)
Какова скорость резания при скорости вращения шпинделя главной оси 1350 мин -1 и
диаметр сверла 12мм?
(Ответ)
Подставляем π = 3.14, D1 = 12, n = 1350 в формулы
vc = (π × D1 × n) ÷ 1000 = (3,14 × 12 × 1350) ÷ 1000 = 50,9 м / мин
Скорость резания составляет 50,9 м / мин.
ПОДАЧА ГЛАВНОГО ШПИНДЕЛЯ (vf)
- vf (мм / мин)
- Скорость подачи главного шпинделя (ось Z)
- f (мм / об)
- Подача на оборот
- н (мин -1 )
- Скорость вращения главного шпинделя
(Проблема)
Какова подача шпинделя (vf), когда подача на оборот равна 0.2 мм / об, а скорость шпинделя главной оси составляет 1350 мин. -1 ?
(Ответ)
Подставляем f = 0,2, n = 1350 в формулы
vf = f × n = 0,2 × 1350 = 270 мм / мин
Подача шпинделя составляет 270 мм / мин
ВРЕМЯ БУРЕНИЯ (Tc)
- Tc (мин)
- Время сверления
- н (мин -1 )
- Скорость шпинделя
- ld (мм)
- Глубина отверстия
- f (мм / об)
- Подача на оборот
- i
- Количество отверстий
(Проблема)
Какое время сверления требуется для сверления отверстия длиной 30 мм в легированной стали при скорости резания 50 м / мин и подаче 0.15 мм / об?
(Ответ)
Скорость шпинделя
n = (50 × 1000) ÷ (15 × 3,14) = 1061,57 мин -1
Tc = (30 × 1) ÷ (1061,57 × 0,15) = 0,188
= 0,188 × 60 = 11,3 сек.
Скорость резания при сверлении – Руководство по нарезанию резьбы
Правильная скорость резания важна для достижения хороших результатов работы и минимизации износа инструмента. Лучший способ понять скорость резки – нарисовать на листе бумаги большой круг. Теперь проведите указательным пальцем по линии круга.Теперь вы путешествуете на определенное расстояние за определенное время. Это скорость резания. Он определяется диаметром сверла и скоростью сверла. Некоторые материалы требуют определенных скоростей резания. Параметры резания устанавливаются производителями инструментов. Давайте посмотрим на них:
Скорость резания указывается в метрах в минуту (м / мин). Это зависит от обрабатываемого материала (например, низкоуглеродистой стали), материала режущего инструмента (HSS или HM) и типа процесса (сверление / нарезание / нарезание резьбы).
Производители инструментов указывают скорость резания для различных материалов. Материалы можно условно разделить на сталь, нержавеющую сталь (VA), чугун
.
и НЕ черные металлы.
Важно : Также проверьте, не затвердели ли материалы, обычно вы знаете материал и размер сверла. Теперь вам нужно выяснить, какую скорость установить на дрели. Математики среди вас могут рассчитать это по формуле.Формула скорости резания (м / мин):
3,14 диаметра (мм), умноженного на скорость вращения (1 / мин) x 1 м / 1000 мм)
Теперь дело за математиками. Они решают формулу в соответствии со значением скорости вращения, потому что это то, что нас интересует:
об / мин = скорость резания x 1000, деленная на диаметр x 3,14
Теперь мы можем использовать скорость резания и диаметр сверла, и в результате мы получим скорость вращения.
Пример расчета скорости резания при сверлении
Пример : просверливаем отверстие диаметром 8 мм в нелегированной инструментальной стали. Скорость резания 25 м / мин. (25 м / мин) x1000 разделить на 8 x 3,14 = 995 об / мин.
Не волнуйтесь: вам не нужно каждый раз считать. Есть таблицы для поиска. Затем вы можете сохранить этот расчет и сразу же считать нужные вам значения. Если вы поняли основной принцип, вы обнаружите, что следующие таблицы удивительно просты в использовании.
Техническая таблица: скорость резания, об / мин и диаметр
Формула:
Скорость вращения = Скорость резания x 1000 / Диаметр x 3,14
n = v x 1000 / d x π = об / мин (оборотов в минуту)
Советы и хитрости по поводу сверл
Необходимая длина сверла зависит от типа выполняемой работы, в том числе от материала, вашей операции и вашего инструмента. Выбор правильной длины сверла очень важен, если вы не хотите тратить время на сломанные инструменты.
Спиральные сверла – наиболее распространенный тип сверл. Они используются для повседневного сверления любых материалов. Они являются наименее дорогими из сверл и доступны в метрических тоннах с размером, наконечником и спецификациями материала (мы шутим, кто использует метрическую систему?) *.
Как правило, более короткое сверло прочнее и с меньшей вероятностью будет блуждать или сломаться, но у него может не хватить досягаемости для всех работ. У спиральных сверл, используемых в автоматизированном оборудовании, есть фактическая длина (например,g., 4-1 / 2 ”). Однако большинство спиральных сверл для портативных сверл имеют градуированную длину, которая отличает их друг от друга.
* Мы также шутим насчет метрической шутки, черт возьми.
Диапазон длины спиральных сверл включает:
Длина Джобберса – Эти плохие парни – самые распространенные спиральные сверла. Они обеспечивают хороший компромисс между длиной и прочностью, что делает их подходящими для большинства универсальных применений. Сверла Jobbers различаются по длине в зависимости от их диаметра и обычно имеют длину канавки в 9–14 раз больше диаметра резания.
Длина механики – Сверла механики длины короче, чем у средних джобберов (ха-ха). Они больше подходят для более узких пространств (с меньшей вероятностью сломаются), но все же допускают разумную длину канавки.
Длина винтового станка – Эти сверла часто называют «короткими длинами» и являются самыми короткими из распространенных сверл. Как следует из названия, эти сверла изначально предназначались для винтовых станков. Они обладают хорошей прочностью и позволяют значительно увеличить рабочий зазор.
Extra Length – Это сверхдлинные сверла (до 18 дюймов) с канавками, проходящими по всей длине сверла. Дополнительная длина делает их более хрупкими, чем сверла меньшей длины, и поэтому их легче сломать. Из-за этого, как правило, лучше просверлить как можно глубже сверлом большой длины (или короче), прежде чем закончить работу сверлом дополнительной длины.
Удлинитель для самолета – Хотя эти сверла аналогичны по длине сверлам с увеличенной длиной, для сверл с удлинителем для самолетов отдается предпочтение досягаемости, а не глубине резания, а длина канавки больше аналогична длине сверла джобберов.Это соотношение делает сверло намного прочнее и снижает вероятность его изгиба и поломки. Как следует из названия, эти длинные товарищи были разработаны для использования в авиастроении, вероятно, примерно во времена Второй мировой войны.
Silver и Deming – Названы в честь компании, расположенной в Салеме, штат Огайо, буровые коронки Silver и Deming отличаются не только длиной. Эти биты имеют длину 6 дюймов, длину канавки 3 дюйма и хвостовик диаметром 1/2 дюйма. Все долота Silver и Deming имеют диаметр резания более 1/2 дюйма в диапазоне от 33/64 дюйма до 1-1 / 2 дюйма.Они предназначены для использования в сверлильном станке.
Калькулятор размеров метчиков и сверл, специальный калькулятор метчиков
Воспользуйтесь приведенным ниже калькулятором, чтобы найти сверло наилучшего размера, необходимого для любых метчиков с дробным отверстием, включая специальные метчики. После того, как вы рассчитаете размер сверла, пожалуйста, проверьте таблицу преобразования ниже, чтобы найти ближайший размер. Если вам нужно рассчитать метрические размеры, воспользуйтесь нашим калькулятором метрических размеров сверл для метчиков. При вводе чисел в калькулятор не вводите дроби, введите только соответствующий десятичный размер.
Для справки, приведенный выше калькулятор выполняет следующий расчет: Размер сверла = Maj Diamater – (0,975 / число резьбы на дюйм)
Преобразование размера сверла
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Взаимосвязь давления и силы и ее применение
Просмотры сообщений:
2 472
Взаимосвязь давления, силы и площади поперечного сечения – одна из наиболее часто используемых концепций в нефтяных месторождениях, и мы рассмотрим эту концепцию и ее применение.Давление – это сила, разделенная на площадь поперечного сечения (см. Изображение ниже).
Давление = Сила ÷ Площадь
Обычно мы используем давление во многих единицах, таких как фунты на квадратный дюйм (фунт на квадратный дюйм), Паскаль, кг / м3 и т. Д.
При сверлении мы в основном используем круговую площадь, поэтому площадь можно рассчитать по этой формуле;
Площадь = π x (радиус)
2 или π x (диаметр) 2 ÷ 4
Где π = 22/7 = 3,143, поэтому мы можем легко написать формулу выше
Площадь = 3.143 x (радиус)
2 или 0,7857 x (диаметр) 2
Расчет давления на основе приведенного выше отношения показан ниже;
Давление = сила ÷ (3,143 x (радиус)
2 ) или сила ÷ (0,7857 x (диаметр) 2 )
Пример: В этом примере мы будем использовать нефтесервисную единицу, поэтому сила – в фунтах, диаметр – в квадратных дюймах (в 2 ), а диаметр – в дюймах.
Давайте попробуем применить соотношение давления и силы в процессе бурения.Мы планируем забить скважину, и у нас все еще бурильная колонна в скважине.
Вес бурильной колонны в воздухе = 45 000 фунтов
Вес бурового раствора в стволе = 12,0 фунтов на галлон
Размер долота = 8,5 дюйма
Размер бурильной трубы = 5 дюймов
Какое максимальное давление на поверхности вы можете применить до того, как бурильная колонна будет гидравлически вытолкнута из-за давления на устье?
Решение
Коэффициент плавучести = (65,5 – 12,0) ÷ 65,5 = 0,817
Поддерживаемая масса бурильной колонны = 45000 х 0.817 = 36 765 фунтов
Площадь = 0,7857 x (диаметр) 2 = 0,7857 x (8,5) 2 = 56,77 квадратных дюймов
Давление = 36 765 фунтов ÷ 56,77 квадратных дюймов = 647 фунтов на квадратный дюйм.
Для выполнения безопасной операции закачки бурильной колонны в стволе необходимо создать закачивающее давление на поверхности менее 647 фунтов на квадратный дюйм.
Бык, заголовок
Справочные книги: Лапейруз, штат Нью-Джерси, 2002. Формулы и расчеты для бурения, добычи и ремонта скважин, Бостон: издательство Gulf Professional.
Bourgoyne, A.J.T., Chenevert, M.E. & Millheim, K.K., 1986. Серия учебников SPE, Том 2: Прикладная технология бурения, Общество инженеров-нефтяников.
Митчелл, Р.Ф., Миска, С., Адни, Б.С., 2011. Основы бурения, Ричардсон, Техас: Общество инженеров-нефтяников.
Длины наконечников сверла – таблица сверл и немного математики
Мне часто приходится рассчитывать длину наконечника сверла, чтобы облегчить работу с глухими отверстиями. На самом деле, после того, как мне пришлось проделать это дважды, я собрал лист Excel и составил диаграмму, в которой рассчитывала длину наконечника для всех сверл с цифрами, буквами и дробями до одного дюйма для вариантов 118 и 135 градусов.Я инженер – меня учили делать работу заранее, чтобы потом я мог лениться. Я подумал, что поделюсь этим со всеми вами, чтобы вы тоже могли лениться, с дополнительным бонусом в виде отсутствия необходимости выполнять работу. Таблица прилагается в формате .pdf. Он рассчитан на бумагу формата Legal, 8,5 x 14. Если вы хотите его использовать, я предлагаю распечатать его в цвете и ламинировать. Несколько штук я храню в магазине, а одну – у себя на столе, и нахожу их одинаково удобными, как просто таблицу упражнений.
Вот диаграмма ->
Посмотреть вложение 88217
Это предварительный просмотр того, как выглядит диаграмма:
См. Вложение 88219
Математика – это простая тригонометрия, и я подумал, что лучше всего показать это визуально:
См. Приложение 88218
Определите любое сверло по его диаметру (D) и углу при вершине (A).Длина наконечника (L) задается формулой, которую можно записать несколькими способами. Самым прямым является использование простого деления и записывается как L = (D / 2) / tan (A / 2). Если бы мы записали это, это было бы «длина наконечника равна половине диаметра сверла, деленному на тангенс половины угла наконечника».
Размещено 2 года назад по предмету
Другие предметы
от pbros0207
как определить диаметр сверла?
-
Ответ на вопрос
Ответ на вопрос дан
fatimaagayeva9На послужившем сверле не так-то просто рассмотреть маркировку, чтобы определить его диаметр. И штангенциркуля под рукой нет. Зажмите сверло в тисках и замерьте расстояние между их губками обычной линейкой — результат получите достаточно точный.
-
Ответ на вопрос
Ответ на вопрос дан
arbuzrygfОтвет:
Взять линейку, подставить к сверлу и узнать.
Информация
Посетители, находящиеся в группе Гости, не могут оставлять комментарии к данной публикации.