Из этого материала вы узнаете:
- Требования к параметрам сварного шва
- Способы расчета длины сварного шва и прочих параметров соединения
- Расчет длины сварного шва от массы металла
- Вычисление длины катета сварного шва
Длина сварного шва является одним из параметров, которые влияют на прочность всего соединения. Производя расчеты стыка, необходимо учесть множество факторов: вид металла, массу свариваемых частей, напряжения и т. д. Только после этого можно определять длину и другие характеристики.
В зависимости от типа деталей и способа их соединения подходы к расчету длины будут меняться. В нашей статье мы расскажем, как вычислить этот параметр, что влияет на расчеты и какие требования предъявляются в нормативных актах.
Требования к параметрам сварного шва
Чтобы все детали соединялись между собой в соответствии с нормой и согласно определенной технологии, необходимо конструктивно выполнить проектирование самого сварочного соединения.
Следует помнить, что чем меньше объем сварки в самой конструкции, тем меньше сварочные деформации при использовании швов наименьшей толщины. Данные показатели можно выяснить благодаря расчетам или конструктивным соображениям.

Для более качественного выполнения работы не следует допускать близкого расположения швов друг к другу и образования швами замкнутых контуров. Кроме того, стоит избегать поперечной ориентации швов в стержне, растягивающих напряжение в тех случаях, когда концы стержня фиксируются во избежание смещения при сварке.
Сварные стыки балок выполняются встык, без накладок. Возможно два варианта сварки:
- Двусторонняя с полным проплавлением.
- Односторонняя с подваркой корня шва или на прокладках.
При этом концы выводятся на технологические планки, обрезаются и зачищаются.
В таблице показаны назначения катета углового шва:
Катет углового шва не должен быть выше, чем 1,2t, где t – толщина самого тонкого элемента соединения.
Расчетная длина углового шва не должна быть меньше 4kf (4 катета сварного шва) и не менее 40 мм.
Нахлестка не должна быть менее 5 толщин самого тонкого из свариваемых элементов.

Самая большая величина фланговых швов не должна превышать 85βfkf, потому что фактическое напряжение по длине сварочного шва будет располагаться неравномерно и некоторые участки по краям могут испытывать перенапряжение, а участки в середине, наоборот, недонапряжение в сравнении с расчетным показателем. Это не относится к тем видам швов, в которых усилие возникает на всем протяжении, например, в поясных швах балок.
Сваривание слишком толстого и тонкого металла выполнять не рекомендуется, так как за счет напряжения тонкий металл может изогнуться.
Способы расчета длины сварного шва и прочих параметров соединения
При расчетах длины сварочного шва прежде всего необходимо исключить или минимизировать погрешность параметров, влияющие на прочность стыка. В первую очередь это показатель сжатия и растяжения металла. Для определения этого процесса понадобиться формула:

где:
Yс – коэффициент, показывающий условия рабочего места. Этот показатель считается общепринятым и его можно найти в соответствующих таблицах. Необходимо подставить нужный показатель в формулу.
Rу – индекс сопротивления металла, который учитывает его текучесть. Его можно найти в специализированных справочниках.
Ru – второй показатель сопротивления металла. Его можно найти в справочниках.
N – показатель наибольшей допустимой нагрузки на стык.
T – значение самой тонкой толщины стенок свариваемых частей.
Lw — максимальная длина сварного шва. При расчетах данный параметр нужно уменьшить на 2t.
Rwу – сопротивление, которое зависит от максимальной прочности соединения.
При сварке разных металлов необходимо брать показатели Ru и Ry того металла, который будет менее прочным. Аналогичным образом поступают, когда нужно выполнить расчеты длины сварочного шва на срез.
При разработке металлоконструкций главное – учитывать не только требования и нормы безопасности сварного соединения, но и его допустимый уровень нагрузки. При необходимости создания нескольких сварных соединений важно правильно их распределить. Нагрузка при сварке должна быть распределена равномерно между каждым из стыков.

Параметры соединения рассчитываются путем математических вычислений. Если конечный результат оказался неудовлетворительным и неподходящим, то в конструктив нужно внести изменения, а потом пересчитать.
Допустимая длина сварочного шва на отрыв определяется с учетом силы, направленной к центру тяжести. Выбирается сечение с высокой степенью опасности и путем вычислений по данной формуле производят подсчет:

Вид металла в данном случае не будет влиять на прочность шва, а вот каждый показатель, представленный в формуле, будет. В ней:
N – максимальный показатель силы, оказывающий давление на стык.
ßf, ßz – коэффициенты из справочных таблиц, значение которых не будет зависеть от типа свариваемых металлов. Как правило, ßz = 1, а ßf = 0,7.
Rwf – значение сопротивления срезу. Берется этот показатель из справочников и таблиц ГОСТа.
Rwz – показатель сопротивления по линии сварочного шва. Значения можно найти в справочниках.
Ywf – поправочный коэффициент, показатель которого зависит от сопротивления металла. Например, если для металла показатель будет 4 200 кгс/см², то поправочный коэффициент будет равен 0,85.
С – коэффициент-показатель условий рабочей среды. Соответствующие значения можно найти в справочнике.
Kf – толщина стыка по линии сплавления.
Lw – общая длина стыка, уменьшенная на 10 мм.
В нахлесточных соединениях учитывается положение в пространстве и тип сварного примыкания, так как сам стык может быть как угловым, так и фланговым, и лобовым. Производимые вычисления позволяют не только получить данные по минимальной допустимой площади сваривания, но и показатели относительно проектной прочности линий стыков.
Чтобы вычислить площадь сваривания, в качестве базы берется высота условного треугольного шва. В ручной сварке этот показатель будет равен 0,7 при условии, что катеты равны. Если работа производится автоматическими или полуавтоматическими аппаратами, степень прогрева металла будет больше, соответственно, коэффициент изменится. Показатели необходимо брать из справочных таблиц.
Расчет длины сварного шва от массы металла
Для расчета длины сварочного шва есть определенная формула, в которой соотносится масса наплавки и протяженность одного метра спая.

Формула выглядит таким образом:
L = G/F × Y, где:
L – протяженность стыка, G – масса наплавляемого металла, F – площадь поперечного сечения, Y – показатель удельного веса присадки.
Полученные значения умножаются на метры, определяемые путем измерений. Для правильности исчислений лучше всего сначала посмотреть наглядный пример, в котором производят расчет длины сварного шва.
Важно помнить, что нет ни одной формулы, которая бы обеспечила стопроцентно точный результат. При покупке материала всегда оставляйте 5–7 % на запас. Опытные сварщики могут сэкономить на присадке, но для этого необходим соответствующий навык.
Вычисление длины катета сварного шва
Тяжелые объекты для сварки, такие как металлоконструкции и автомобили, должны выдерживать высокие нагрузки, поэтому для качественного соединения крайне важно провести точные расчеты, которые будут учитывать все параметры. Одним из них является катет шва (К).
Катетом шва называют одну из сторон самого большого условного треугольника с равными сторонами, который возможно вписать в поперечное сечение соединения (ГОСТ Р ИСО 17659-2009, вступивший в силу 01.07.2010 г.). Измерить эту сторону можно, опираясь на размеры свариваемых элементов.
При выборе стороны важно учитывать размеры заготовок, их положение и вид сварки. Подбор осуществляется для каждого элемента, но рассматривается в общем значении. Допускается использование шаблона для измерения в рамках домашнего хозяйства.
Соединение будет прочным, если у одинаковых сторон треугольника одинаковая длина. Актуально для элементов, расположенных под углом в 90°.
Виды соединений:
- стыковые (без скоса кромок, с односторонним, с V-образным, X-образным, криволинейным скосом);
- торцевые;
- внахлест;
- угловые (угол от 30°, односторонние, двухсторонние без скоса кромок, с одним или двумя скосами);
- тавровые (угол острый или прямой, односторонние, двухсторонние, без скоса кромок, с одним или двумя скосами).
Рассчитать длину катета сварного шва в зависимости от толщины материала можно только для трех видов швов: угловых, тавровых и внахлест. Подобные вычисления необходимо проводить при работе в промышленной сфере. От показателя этих расчетов зависит прочность спая, расход проволоки и ее диаметр.

Будьте внимательны! Если сторона треугольника длинная, из-за большей площади нагрева увеличится объем жидкого металла, расход присадки, значит, есть вероятность деформации изделия.
При сварке деталей разных размеров тоже учитывается длина катета. Все расчеты основываются на меньших показателях.
Объем наплавленного металла будет равен квадрату катета. К примеру, при увеличении К на 1 мм и длине сварочного шва 10 мм, расход проволоки будет увеличен на 20 %. Для сваривания материалов внахлест с толщиной до 4 мм, К = 4. Если это значение больше, тогда берется 40 % толщины и прибавляется еще 2 мм.
Угловые сварные соединения бывают:
- нормальные (без выпуклости и вогнутости) – К будет равен толщине металла;
- вогнутые – К = 0,85;
- выпуклые – К= s × cos45°, где s – ширина спая, cos45° = 0,7071;
- специальные (треугольник не равнобедренный).
При расчете длины катета сварочного шва, кроме всего прочего, важную роль играет способ сварки и текучесть свариваемого материала.
Полученный результат необходимо сверить с требованиями ГОСТ 11534-75 и ГОСТ 5264-80 или справочными материалами.
В домашних условиях для правильной сварки необходимо установить сторону треугольника, которая будет больше толщины на 1–1,5 мм. Так же можно определить показатель по таблице.
Помните, что К всегда меньше толщины самой тонкой детали, умноженной на 1,2. Длина сварного шва должна быть не менее, чем К, умноженное на 4.
Как правило, все расчеты достаточно условны, ведь на практике они базируются на следующих предпосылках:
- нагрузка распределяется равномерно по всей длине наплавленной присадки;
- разрушение возможно только по слою присадки, равному 0,7 К.
На самом деле целью проектировочных расчетов является определение самых подходящих размеров спая для того или иного значения растяжения и осевого напряжения.

Оптимальную протяженность наплавленной присадки по нагрузке на растяжение можно определить по следующей простой формуле:
L = F / ρ × [ρ], где:
L – протяженность спая;
F – планируемая реальная нагрузка на соединение;
ρ – допустимая нагрузка на соединение.
Оптимальная протяженность по осевому напряжению:
L = F / 0,7К × ρ.
Из этой формулы можно вывести формулу для расчета К при протяженности наплавленной присадки 1 м:
К = 0,7 × L × ρ,
К=0,7 × ρ.
Таким образом, К будет полностью зависеть от величины допустимой нагрузки.
Допустимые нагрузки относительно сжатия, растяжения и среза для различных методов сварки можно найти в специализированных таблицах и справочниках.
Важные аспекты при разработке проектной документации:
- Определяемся с выбором метода, вида сварки и марки электрода.
- Находим норму допустимой нагрузки.
- Рассчитываем длину сварочного шва и осевое напряжение.
- Конструируем чертеж соединения материалов.
- Уточняем размеры свариваемых элементов и технические показатели.
Для повышения качества исполнения сварки и минимизации лишних затрат при формировании проектной документации необходимо проводить определение точной длины катета шва от материала и оптимальной длины спая.
Рекомендуем статьи
- Типы сварных швов: отличия от соединений и описание разновидностей
- Чем отличаются металлы от неметаллов: физические и химические свойства
- Сталь Х12МФ: характеристики, состав, производство
Главное – получить прочные и качественные соединения при минимальных денежных затратах.
Этот показатель играет решающую роль в производственной сфере промышленных предприятий, которые занимаются изготовлением мощных металлоконструкций. Во время эксплуатации последние должны выдерживать тяжелые нагрузки.
Длина сварочного шва – одна из важнейших характеристик, которая определяет главные параметры готового изделия. Любому мастеру необходимо знать, как проводить правильные расчеты данного показателя, чтобы работа была выполнена качественно и надежно.
Что это такое? Длина сварного шва является важной характеристикой. Минимальный размер должен быть таким, чтобы обеспечивать соединение деталей при нагрузках на 20 % больше максимально допустимых. Можно выполнять сварку одним длинным швом или короткими отрезками.
Как ее рассчитать? При расчете длины используют формулы, куда подставляют данные из специальных таблиц. Выбор таблицы зависит от вида шва и материала, из которого сделаны детали.
Виды сварных соединений
Есть множество способов для сваривания металлических элементов. Поэтому выбирать сварное соединение необходимо индивидуально, его параметры будут отличаться в зависимости от расположения соединяемых деталей в пространстве.

Прежде чем приступать к определению длины сварного шва, необходимо разобраться с типом соединения:
- Угловой шов. Свариваемые элементы расположены под углом 90 градусов относительно друг друга. Для повышения прочности конструкции важно рассчитать нагрузку, воздействующую на швы.
- Стыковой шов. Детали размещают в одной плоскости так, чтобы одна продолжала другую, затем соединяют торцевые части элементов. Стыковой шов, который бывает прямым или косым, – наилучшее решение, поскольку в этом случае напряженность в области соединения будет наименьшей.
- Шов внахлест. Плоскости соединяемых элементов перекрывают друг друга. Этот метод применяется, когда толщина заготовок до 5 мм либо для укрепления сварного шва.
- Тавровый шов. Визуально напоминает угловой. Заготовки точно так же размещаются под прямым углом относительно друг друга, однако их сваривают торцами. Этот метод применяется в большинстве случаев. Объясняется это тем, что тавровое соединение экономичное и надежное, выполняется просто. Опираясь на методические указания, сварщик может максимально точно рассчитать общую длину сварного шва.
Читайте также: «Термическая сварка»
Далее рассмотрим, какие существуют виды длины сварных швов, а также как выполняется расчет. Профессионалы применяют формулы, чтобы упростить порядок вычислений. Также можно воспользоваться специальной онлайн-программой либо скачать ПО на компьютер. Все, что вам потребуется сделать, – указать параметры, полученный результат будет сверхточным.
Порядок расчета сварных стыков
Для определения нагрузки, на которую рассчитан сварной шов, необходимо тщательно отбирать исходные данные. Чтобы исключить или снизить риск ошибки при проведении расчетов, придерживайтесь описанного порядка действий:
- Прежде всего нужно узнать точные габариты, конфигурацию и расположение сварного шва в пространстве.
- Опасное сечение следует повернуть в сторону контактирующей со сварным стыком площади. Такой подход применяется в тех ситуациях, когда плоскость стыка на детали не соответствует проектному сечению. Когда будет произведен поворот, появится другое расчетное сечение с оптимальными характеристиками.
- Затем нужно вычислить новый центр масс, образовавшийся после поворота сечения.
- Далее перемещаем внешнюю нагрузку в получившийся центр масс.
- Приступаем к определению расчетных значений нагрузок, воздействующих на сечение. Нужно рассчитать крутящий и изгибающий момент, усилия поперечной и продольной направленности.
- Когда вы определите модуль напряжения, нужно найти точку, на которую воздействуют максимальные нагрузки. В данной точке внешние силы будут работать одновременно, поэтому вы сможете узнать их общее значение. Это – максимальный показатель, воздействующий на сечение.
- Определяем наибольшее потенциальное усилие, воздействующее на шов без негативного эффекта, то есть соединение не должно деформироваться или разрушаться.
- Заключительное действие – сравниваем показатели допустимого и максимального фактического значений. Так вы определите расчетное сопротивление, а также длину оценочного участка шва сварного соединения.

Действуя согласно этому алгоритму, вы сможете выполнить все расчеты правильно, а значит, нагрузка на металлоконструкцию будет безопасной. Чтобы проконтролировать себя, следует сделать проверку. Оптимальный вариант – когда проверочные расчеты выполняет другой человек, в этом случае существенно повышается вероятность, что результат получится объективным.
Но даже если расчетная длина сварного шва выбрана правильно, соединение будет надежным, если технология работы не нарушена. Так или иначе, но без расчета стыков не обойтись. Определив с высокой точностью нужные параметры, а также направления нагрузок, вы сможете выполнить сверхпрочный шов.
Исходные параметры для вычислений длины сварного шва
При определении суммарной длины сварного шва необходимо не допустить погрешности либо минимизировать их. Для этого важно выбрать параметры, влияющие на прочность стыка. Сжатие и растяжение металла определяем, используя данную формулу: NtlwRwyc.

Расшифровывается она следующим образом:
- Yс – коэффициент, показывающий условия, преобладающие на рабочем месте. Данный параметр является общепринятым, его можно найти в специальных справочниках, а затем подставить в формулу.
- N – наивысшая нагрузка, которую способен выдержать сварной шов.
- T – минимальная допустимая толщина стенок элементов.
- Lw – наибольшая длина сварного стыка. Определив этот параметр, его необходимо уменьшить на 2t.
- Rwу – сопротивление, параметр зависит от предела прочности соединения.
Выполнить правильно расчет длины сварного шва, а также спроектировать металлоконструкцию получится, если учитывать требования безопасности, а также способность такого соединения выдерживать нагрузки. Тогда конструкция будет стабильной.
Читайте также: «Глаза после сварки»
Если при монтаже металлоконструкции следует выполнить множество сварных швов, их нужно расположить оптимальным образом, распределив нагрузку равномерно между стыками. Рассчитать параметры можно с помощью математических вычислений. Если получившийся результат и длина сварного шва не соответствует ГОСТу, придется изменить конструкцию и снова провести расчеты.
Расчет сварного шва с угловым стыком
Чтобы определить минимальную длину сварного шва на отрыв, следует учитывать силу, направленную к центру тяжести. Выполняя подсчеты, необходимо выбрать сечение с высокой степенью опасности.

В этом случае используется данная формула: N/(fkflw)≤Rwfwfc.
Все показатели формулы оказывают влияние на прочность шва, не важно, какие металлы вы свариваете.
Расшифровывается формула следующим образом:
- N – наибольший показатель силы, оказывающей давление на шов;
- ßf, ßz – коэффициенты, они есть в справочниках, не меняются в зависимости от типа металлов. Чаще всего их значение равно ßz = 1, а ßf = 0,7;
- Rwf – коэффициент сопротивления срезу. Узнать его также можно в справочнике или в таблицах ГОСТа;
- Ywf – показатель, который зависит от сопротивления материала. Например, для металла этот коэффициент равен 4200 кгс/см², соответственно, поправочный коэффициент будет 0,85;
- С – показатель, отражающий условия рабочей среды. Как и многие значения, его можно найти в специальных справочниках;
- Kf – толщина сварного соединения по линии сплавления;
- lw – общая длина стыка, которую уменьшили на 10 мм.
Расчет стыков, выполненных внахлест
Чтобы определить максимальную длину сварного шва внахлест, следует учитывать положение заготовки в пространстве, а также тип соединения. Дело в том, что при сваривании внахлест стыки бывают угловыми, фланговыми и лобовыми. Только все правильно рассчитав, вы сможете определить показатель наименьшей площади сечений, а также узнаете проектную прочность шва.

Определяя площадь шва, за основу берем минимальную высоту треугольного стыка. Если это ручная сварка, при этом катеты равны, искомый коэффициент будет равен 0,7. Когда сварочный аппарат автоматический либо полуавтомат, материал прогреется на большую глубину. Это значит, что коэффициенты нужно посмотреть в справочниках.
Длина сварного шва в зависимости от массы металла
Длину прерывистого сварного шва можно найти по формуле, в которой отражено соотношение массы наплава на один метр стыка: L = G/F × Y, расшифровывается она следующим образом:
- L – длина непосредственно самого соединения;
- G – вес наплава;
- F – площадь сечения;
- Y – удельный вес присадочного материала.
После проведения расчетов вы получите коэффициент, а затем умножите его на длину катета сварного шва.
Читайте также: «Рабочее место сварщика»
Достичь правильности вычислений получится с помощью практики. Помните о том, что результата с высокой точностью нельзя добиться с помощью какой-то одной формулы. Нужно покупать расходники с запасом 5-7 %. В ряде ситуаций удается сэкономить присадку, однако такие случаи достаточно редко происходят у тех сварщиков, кто занимается данной работой в течение длительного времени.
Дефекты, возникающие в результате неправильных расчетов
Если вы знаете обозначение длины сварного шва и умете выполнять все необходимые расчеты для угловых, тавровых, нахлесточных или стыковых швов, то сможете монтировать прочную и надежную металлоконструкцию. В случае, когда расчеты выполнены неправильно либо данный шаг вообще был пропущен, сварной шов будет с дефектами. Это приведет к тому, что конструкция быстро выйдет из строя, получится ненадежной, ее функциональность будет снижена.

Какие дефекты появляются чаще всего:
- Подрезы. Имеют вид канавок, образующихся по линии соединения либо рядом с ней. Их появление способствует тому, что шов быстро разрушается.
- Поры. Их нельзя обнаружить невооруженным глазом (за исключением поверхностных). Образование пор происходит за счет проникновения газов – это побочные продукты плавления металла и электрода.
- Непровары. Образуются из-за того, что сталь плохо прогрели, поэтому на стыке появляются пробелы.
- Посторонние включения. Данный дефект приводит к негативным последствиям: сварное соединение получается непрочным, растрескивается.
- Горячие или холодные трещины. Горячие трещины можно наблюдать, если сварка осуществлялась с нарушением технологии. К примеру, расходники неправильно подобрали. Холодные трещины образуются из-за окисления металла после остывания.
Читайте также: «Материалы для сварки»
Чтобы не допустить появления дефектов, нужно правильно выполнить все необходимые расчеты. Тогда сварной шов будет качественным, прочным и выдержит максимально допустимую нагрузку.
Калькуляторы сварочных швов
Даже если у вас нет опыта выполнения сложных расчетов, можно воспользоваться специальным калькулятором. С его помощью получится определить длину стыковых, точечных или угловых швов, а также вычислить подходящую длину сварного соединения. Используя подобный калькулятор, вы сможете проверить выполненные стыки с разной нагрузкой, а также направленностью прилагаемых усилий.
Читайте также: «Области применения сварки»
Проведя математические расчеты, удастся подобрать подходящий для определенных условий тип и длину сварного соединения, а также выбрать металл и расходники. Расчеты позволят правильно определить геометрию шва, провести проверку на прочность. Профессионалы не советуют для точечных соединений, электрозаклепок и стыков с разделкой кромок применять значения усталостной нагрузки.
Для подобных видов соединений расчет не осуществляется, поэтому результат окажется неточным. Также помните о том, что при вычислениях не стоит брать в расчет изменения параметров металлических заготовок, образующихся из-за температурных перепадов и появления остаточных напряжений.
Чтобы контролировать и определять реальные геометрические характеристики соединений, потребуется специнструменты. С их помощью вы с высокой точностью определите параметры и значения сварных швов. Комплект инструментов состоит из шаблонов и измерителей, созданных для определения выбранной характеристики.
С помощью новых методик и калькуляторов получится выполнить проект и сделать расчет выбранного вида сварки. Вы сможете определиться с подходящим типом соединения, материалом, габаритами, геометрией шва, а также проверить его на прочность.
Читайте также: «Как правильно варить электродом»
Длина сварного шва – ключевая характеристика, которую учитывают при монтаже металлоконструкций повышенной мощности, поскольку выполненные соединения должны выдерживать сверхнагрузки во время эксплуатации. От данного параметра зависят особенности будущего изделия. Специалист должен уметь выполнять все необходимые расчеты длины сварного шва, тогда он сможет соединять заготовки быстро и правильно.
Болтовое соединениеБолтовое соединение
Болтовое соединение
представляет собой скрепление деталей посредством болта, гайки и шайбы.
Определенная по формуле длина болта сравнивается с таблицей ГОСТ 7798-70. Например, находим в графе длина болта два ближайших размера — 80 и 85 мм. Останавливаемся
Болтовое соединение вычерчиваем после того, как определена длина болта.
Относительные размеры остальных элементов гайки определяются приближенно (округлением до целых чисел) по следующим соотношениям
изображение шайбы вычерчивают по относительным размерам определяемым приближенно (округлением до целых чисел) по следующим соотношениям Детали составляющие болтовое соединение включают в спецификацию деталей к сборочному чертежу с указанием номера позиции, обозначения и количества. + |
Как определить длину связи
Длина химической связи – это расстояние между центрами ядер атомов в молекуле. Легко можно понять, что при образовании химической связи обязательно происходит некоторое взаимное сближение или притягивание атомов друг к другу, поэтому расстояние между центрами их ядер будет меньше, чем сумма радиусов отдельных атомов.
Инструкция
Предположим, есть два вещества, состоящие из одинаковых элементов: А и В. Причем вам известны расстояния между атомами этих двух отдельных элементов. Как вычислить длину связи в молекуле, имеющей смешанный состав АxBy? В ряде случаев действует правило среднего арифметического. Если длина химической связи в веществе, состоящем из элемента А, равна, предположим, 140 пм (пикометрам), а в веществе, состоящем из элемента В – 190 пм, длина связи АВ будет (140 + 190)/2 = 165 пм.
Для некоторых веществ это правило справедливо и дает очень хорошие результаты, практически не отличающиеся от тех, которые получены экспериментальным путем. Однако бывают и исключения. Например, в молекуле бромоводорода НВr по правилу среднего арифметического длина химической связи должна составлять 151 пм, а в действительности она равна 141 пм.
Определить длину связи можно, прибегнув к различным физико-химическим методам, например электронографии. Этот метод основан на анализе дифракционной картины, образующейся при отклонении потока электронов молекулами исследуемого вещества. В зависимости от того, насколько сильным было это отклонение, делается вывод о длине химической связи в молекуле.
Если вам известен тип гибридизации в молекуле многоатомного вещества, вы можете определить длину связи. Известно, что в предельных углеводородах (алканах), где каждый атом углерода образует только одинарные связи с соседними атомами углерода и водорода, он имеет sp3-тип гибридизации, и длина связи равна 1,54 пм. Если же какой-то атом углерода образует двойную связь, он имеет sp2-тип гибридизации, и длина химической связи тогда будет меньше – 1,34 пм. Ну, а в том случае если атом углерода образует тройную связь (например, как в молекуле ацетилена, С2Н2), длина химической связи будет еще меньше – всего 1,20 пм.
Войти на сайт
или
Забыли пароль?
Еще не зарегистрированы?
This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.
![]()
Новый онлайн видеокурс «SolidWorks. С нуля до профессионала» всего за 11 000!!!
Разъемные соединения (продолжение)
По вопросам репетиторства по инженерной графике (черчению), вы можете связаться любым удобным для вас способом в разделе Контакты. Возможно очное и дистанционное обучение по Skype: 1250 р./ак.ч.
5.2 Крепежные изделия
5.2.1 Общие положения
Для разъемных соединений деталей машин, приборов и т.п. широко применяются крепежные изделия — болты, винты, шпильки, гайки. Они весьма разнообразны по форме, точности изготовления, материалу, покрытию и прочим условиям их изготовления.
Болты, винты, шпильки, гайки общего назначения изготовляют из углеродистых, легированных, коррозионно-стойких и других сталей и из цветных металлов.
В зависимости от условий эксплуатации крепежные детали выпускают с тем или иным покрытием.
Таким образом, число стандартов, определяющих форму, размеры, материал, покрытие и другие характеристики крепежных деталей, весьма велико, причем, каждый из них содержит соответствующие условные обозначения, ссылки на которые, помещаемые в конструкторской документации, должны быть точными.
Структура условного обозначения стандартного крепежного изделия:
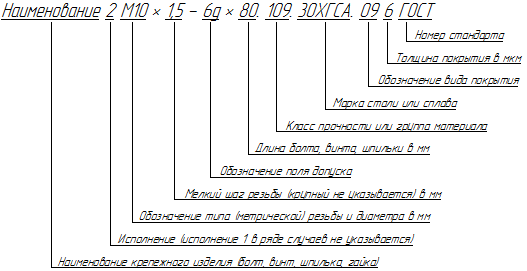
Рисунок 5.16 — Структура условного обозначения крепежных стандартных изделий
5.2.2 Болты
Болт представляет собой резьбовой стержень с головкой различной формы, чаще всего, в форме шестигранной призмы (Рисунок 5.17). Размеры и форма головки позволяют использовать ее для завинчивания болта при помощи стандартного гаечного ключа. На головке болта выполняется коническая фаска, сглаживающая острые края головки. Существует значительное количество типов болтов. Наиболее распространены болты с шестигранной головкой нормальной точности, размеры которых определяет ГОСТ 7798-80, предусматривающий изготовление болтов в четырех исполнениях.
На Рисунке 5.17 дано изображение болта 1 исполнения.
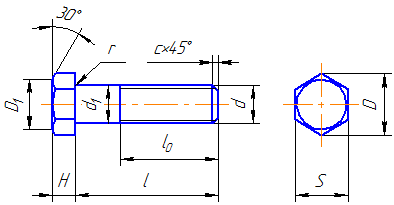

Рисунок 5.17 — Изображение болта
Обозначение: Болт М12х1,25 – 6gх60.58 ГОСТ 7798-80 — болт исполнения 1 (исполнение 1 не указывают) с наружным диаметром резьбы 12 мм, с шагом 1,25 мм, длиной 60 мм, классом прочности 5.8, без покрытия.
| Диаметр резьбы d | Шаг резьбы P | Диаметр стержня d1 | Размер «под ключ» S | Высота H | Диаметр описанной окружности D, не менее | Радиус под головкой r | Длина резьбы l0 | ||
|---|---|---|---|---|---|---|---|---|---|
| крупный | мелкий | не менее | не более | ||||||
| 10 | 1.5 | 1.25 | 10 | 17 | 7.0 | 18.7 | 0.4 | 1.1 | 26 |
| 12 | 1.75 | 1.25 | 12 | 19 | 8.0 | 20.9 | 0.6 | 1.6 | 30 |
| (14) | 2 | 1.5 | 14 | 22 | 9.0 | 24.3 | 0.6 | 1.6 | 34 |
| 16 | 2 | 1.5 | 16 | 24 | 10.0 | 26.5 | 0.6 | 1.6 | 38 |
| (18) | 2.5 | 1.5 | 18 | 27 | 12.0 | 29.9 | 0.6 | 1.6 | 42 |
| 20 | 2.5 | 1.5 | 20 | 30 | 13.0 | 33.3 | 0.8 | 2.2 | 46 |
| (22) | 2.5 | 1.5 | 22 | 32 | 14.0 | 35.0 | 0.8 | 2.2 | 50 |
| 24 | 3 | 2 | 24 | 36 | 15.0 | 39.6 | 0.8 | 2.2 | 54 |
| 27 | 3 | 2 | 27 | 41 | 17.0 | 45.2 | 0.8 | 2.7 | 60 |
- Стандартную длину l болта выбирают из ряда, мм: (28), 30, (32), 35, (38), 40, 45, 50, 55, 60, 65, 70, 75, 80, (85), 90, (95), 100, (105), 110 и т. д.
- Длины болтов, заключенных в скобки, применять не рекомендуется.
5.2.3 Винты, шурупы
Винт для металла представляет собой резьбовой стержень с головкой под отвертку или ключ.
Винты подразделяются на крепежные и установочные (нажимные, регулировочные и др.).
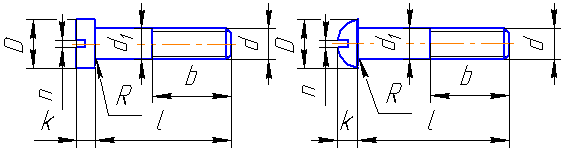
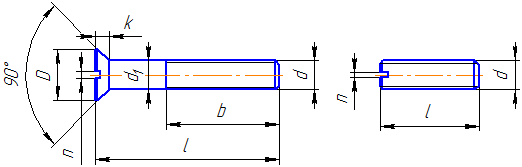
Наиболее широко применяют винты крепежные общего назначения с цилиндрической головкой по ГОСТ 1491-80* (Рисунок 5.18, а); с полукруглой — по ГОСТ 17473-80*(Рисунок 5.18, б); с потайной — по ГОСТ 17475-80* (Рисунок 5.18, в), установочный — по ГОСТ 1477-93 (Рисунок 5.18, г).
 |
|
| а | б |

 |
|
| в | г |

Рисунок 5.18 — Изображение винтов: а — с цилиндрической головкой, б — с полукруглой головкой, в — с потайной головкой, г — установочный
Обозначение: Винт А.М8 – 6gх50.48 ГОСТ 1491-80*; Винт В2.М8х1–8gх50.48 ГОСТ 17475-80* — А и В — классы точности; 2 — исполнение. Дальнейшие части обозначений пояснений не требуют (см. выше).
| Номинальный диаметр резьбы d, мм | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Шаг резьбы P | крупный | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | 2.5 | 2.5 |
| мелкий | 1 | 1.25 | 1.25 | 1.5 | 1.5 | 1.5 | 1.5 | ||||
| Диаметр головки D | 7.0 | 8.5 | 10.0 | 13.0 | 16.0 | 18.0 | 21.0 | 24.0 | 27.0 | 30.0 | |
| Высота головки K | 2.6 | 3.3 | 3.9 | 5.0 | 6.0 | 7.0 | 8.0 | 9.0 | 10.0 | 11.0 | |
| Ширина шлица n | не менее | 1.06 | 1.26 | 1.66 | 2.06 | 2.56 | 3.06 | 3.06 | 4.07 | 4.07 | 5.07 |
| не более | 1.2 | 1.51 | 1.91 | 2.31 | 2.81 | 3.31 | 3.31 | 4.37 | 4.37 | 5.37 | |
| Глубина шлица t | не менее | 1.2 | 1.5 | 1.8 | 2.3 | 2.7 | 3.2 | 3.6 | 4.0 | 4.5 | 5.0 |
| не более | 1.6 | 2.0 | 2.3 | 2.8 | 3.2 | 3.8 | 4.2 | 4.6 | 5.1 | 5.6 | |
| Радиус под головкой R | 0.35 | 0.5 | 0.6 | 1.1 | 1.1 | 1.6 | 1.6 | 1.6 | 1.6 | 2.2 |
Примечания:
- Диаметр стержня d1= d
- Длины l и b см. в таблице 5.9
| Номинальный диаметр резьбы d, мм | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Шаг резьбы P | крупный | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | 2.5 | 2.5 |
| мелкий | 1 | 1.25 | 1.25 | 1.5 | 1.5 | 1.5 | 1.5 | ||||
| Диаметр головки D | 7.0 | 8.5 | 10.0 | 13.0 | 16.0 | 18.0 | 21.0 | 24.0 | 27.0 | 30.0 | |
| Высота головки K | 2.8 | 3.5 | 4.2 | 5.6 | 7.0 | 8.0 | 9.5 | 11.0 | 12.0 | 14.0 | |
| Радиус сферы R1 | 3.6 | 4.4 | 5.1 | 6.6 | 8.1 | 9.1 | 10.6 | 12.1 | 13.6 | 15.1 | |
| Ширина шлица n | не менее | 1.06 | 1.26 | 1.66 | 2.06 | 2.56 | 3.06 | 3.06 | 4.07 | 4.07 | 5.07 |
| не более | 1.2 | 1.51 | 1.91 | 2.31 | 2.81 | 3.31 | 3.31 | 4.37 | 4.37 | 5.37 | |
| Глубина шлица t | не менее | 1.6 | 2.1 | 2.3 | 3.26 | 3.76 | 3.96 | 4.26 | 4.76 | 5.26 | 5.76 |
| не более | 2.0 | 2.5 | 2.7 | 3.74 | 4.24 | 4.44 | 4.74 | 5.24 | 5.74 | 6.24 | |
| Радиус под головкой R | 0.35 | 0.5 | 0.6 | 1.1 | 1.1 | 1.6 | 1.6 | 1.6 | 1.6 | 2.2 |
Примечания:
- Диаметр стержня d1= d.
- Длины l и b см. в таблице 5.9
| Номинальный диаметр резьбы d, мм | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Шаг резьбы P | крупный | 0.7 | 0.8 | 1 | 1.25 | 1.5 | 1.75 | 2 | 2 | 2.5 | 2.5 |
| мелкий | 1 | 1.25 | 1.25 | 1.5 | 1.5 | 1.5 | 1.5 | ||||
| Диаметр головки D | 7.4 | 9.2 | 11.0 | 14.5 | 18.0 | 21.5 | 25.0 | 28.5 | 32.5 | 36.0 | |
| Высота головки K | 2.0 | 2.5 | 3.0 | 4.0 | 5.0 | 6.0 | 7.0 | 8.0 | 9.0 | 10.0 | |
| Ширина шлица n | не менее | 1.06 | 1.26 | 1.66 | 2.06 | 2.56 | 3.06 | 3.06 | 4.07 | 4.07 | 5.07 |
| не более | 1.2 | 1.51 | 1.91 | 2.31 | 2.81 | 3.31 | 3.31 | 4.37 | 4.37 | 5.37 | |
| Глубина шлица t | не менее | 0.8 | 1.0 | 1.2 | 1.6 | 2.0 | 2.4 | 2.8 | 3.2 | 3.6 | 4.0 |
| не более | 1.1 | 1.35 | 1.6 | 2.1 | 2.6 | 3.0 | 3.5 | 4.0 | 4.5 | 5.0 | |
| Радиус под головкой R | 0.35 | 0.5 | 0.6 | 1.1 | 1.1 | 1.6 | 1.6 | 1.6 | 1.6 | 2.2 |
Примечания:
- Диаметр стержня d1= d.
- Длины l и b см. в таблице 5.9
| Номинальный диаметр резьбы d | 4 | 5 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 |
|---|---|---|---|---|---|---|---|---|---|---|
| Длина винта l | Длина резьбы b (нормальная) | |||||||||
| 10 | 10 | 10 | 10 | |||||||
| 12 | 12 | 12 | 12 | 12 | ||||||
| 14 | 14 | 14 | 14 | 14 | ||||||
| 16 | 16 | 16 | 16 | 16 | ||||||
| 20 | 14 | 16 | 20 | 20 | 20 | |||||
| 25 | 14 | 16 | 18 | 22 | 25 | 25 | 25 | 25 | ||
| 30 | 14 | 16 | 18 | 22 | 26 | 30 | 30 | 30 | 30 | |
| 35 | 14 | 16 | 18 | 22 | 26 | 30 | 35 | 35 | 35 | |
| 40 | 14 | 16 | 18 | 22 | 26 | 30 | 34 | 40 | 40 | |
| 45 | — | 16 | 18 | 22 | 26 | 30 | 34 | 38 | 45 | 45 |
| 50 | — | 16 | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 |
| 55 | — | — | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 |
| 60 | — | — | 18 | 22 | 26 | 30 | 34 | 38 | 42 | 46 |
| 65 | — | — | — | 22 | 26 | 30 | 34 | 38 | 42 | 46 |
| 70 | — | — | — | 22 | 26 | 30 | 34 | 38 | 42 | 46 |
| 75 | — | — | — | 22 | 26 | 30 | 34 | 38 | 42 | 46 |
- Стандартную длину l винта выбирают из ряда, мм: 2; (2,5) 3; (3,5); 4; 5; 6; (7); 8; 9; 10; 11; 12; (13); 14; 16; (18); 20; (22); 25; (28); 30; (32); 35; (38); 40; (42); 45; (48); 50; 55; 60; 65; 70; 75; 80; (85); 90; (95); 100; 110; 120.
- Если длина резьбы b больше длины винта l, то резьба нарезана по всей длине стержня.
- Размеры шлица выбирают по ГОСТ 24669-81
- Радиусы под головкой винта выбирают по ГОСТ 24670-81
- Размеры фасок выбирают по ГОСТ 10549-80
- Стандарт устанавливает размеры винтов с диаметром резьбы d= 1…20 мм.
- Длины винтов, заключенных в скобки, применять не рекомендуется.
Шурупы — винты с заостренным концом для скрепления деревянных и пластмассовых деталей.
Наибольшее распространение получили шурупы с потайной (конической) головкой (Рисунок 5.19, а) и с полукруглой (сферической) головкой (Рисунок 5.19, б).
Обозначение: Шуруп 1 — 3х20 ГОСТ 1145-80, где 1 — исполнение, 3 — диаметр, 20 — длина шурупа с потайной головкой.
 |
|
| а | б |

Рисунок 5.19 — Изображение шурупа
5.2.4 Шпильки
Шпилька — цилиндрический стержень, с обеих сторон которого нарезана резьба (Рисунок 5.20).
Резьбовой конец шпильки lвв называется ввинчиваемым или посадочным резьбовым концом. Он предназначен для завинчивания в резьбовое отверстие одной из соединяемых деталей. Длина lвв определяется материалом детали:
lвв = (0,8…1)d — для стальных и латунных деталей;
lвв = (1,2…1,6)d — для чугунных;
lвв = (2…2,5)d — для легких сплавов (алюминий…).
lвв = 2,5d — для деталей из полимерных материалов.
Резьбовой конец шпильки l2 предназначен для навинчивания на него гайки при соединении скрепляемых деталей. Под длиной шпильки L понимается длина стержня без ввинчиваемого резьбового конца. Длина гаечного конца l2 может иметь различные значения, определяемые диаметром резьбы d и высотой гайки.
Номер стандарта определяет длину ввинчиваемого конца.
Обозначение: Шпилька 2М10х1,25-6gх200.58 ГОСТ 22040-76, где 2 — исполнение, 10 — наружный диаметр метрической резьбы, 1,25 — шаг мелкий в мм, 6g — поле допуска, 200 — длина в мм, 5.8 — класс прочности, шпилька с ввинчиваемым концом длиной 2,5d.
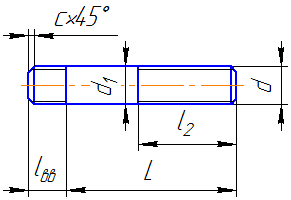

Рисунок 5.20 — Изображение шпильки
|
Длина ввинчиваемого конца lвв |
ГОСТ |
Материал, в который ввинчиваются шпильки |
|
|---|---|---|---|
|
Шпильки нормальной точности В |
Шпильки повышенной точности А |
||
| d | 22032-76 | 22033-76 |
Сталь, бронза, латунь и т.п. |
| 1,25d | 22034-76 | 22035-76 |
Ковкий и серый чугун (допускается сталь, бронза) |
| 1,6d | 22036-76 | 22037-76 |
Ковкий и серый чугун (допускается сталь, бронза) |
| 2d | 22038-76 | 22039-76 |
Легкие сплавы (допускается сталь) |
| 2,5d | 22040-76 | 22041-76 |
Легкие сплавы (допускается сталь) |
| lвв= l2 | 22042-76 | 22043-76 |
Без ограничения |
| d | Шаг Р | lвв=d(ГОСТ 22032-76) | lвв=1,25d (ГОСТ 22034-76) | lвв=1,6d (ГОСТ 22036-76) | lвв=2d (ГОСТ 22038-76) | lвв=2,5d (ГОСТ 22040-76) | l2 | |
|---|---|---|---|---|---|---|---|---|
| Крупный | Мелкий | |||||||
| 10 | 1,5 | 1,25 | 10 | 12 | 16 | 20 | 25 | 26 |
| 12 | 1,75 | 1,25 | 12 | 15 | 20 | 24 | 30 | 30 |
| 16 | 2 | 1,5 | 16 | 20 | 25 | 32 | 40 | 38 |
| 20 | 2,5 | 1,5 | 20 | 25 | 32 | 40 | 50 | 46 |
| 24 | 3 | 2 | 24 | 30 | 38 | 48 | 60 | 54 |
| 30 | 3,5 | 2 | 30 | 38 | 48 | 60 | 75 | 66 |
| 36 | 4 | 3 | 36 | 45 | 56 | 72 | 88 | 78 |
5.2.5 Гайки
Гайки в зависимости от назначения и условий эксплуатации бывают шестигранные, шестигранные прорезные, корончатые, гайки-барашки, круглые шлицевые, колпачковые и другие.
Наиболее широко применяют гайки шестигранные, выпускаемые в одном, двух и трех исполнениях нормальной, повышенной и грубой точности (классов А, В, С соответственно), нормальной высоты, низкие, высокие, особо высокие (Рисунок 5.21 и таблица 5.12).
Обозначение: Гайка 2М12х1,25 — 6Н.12.40Х.016 ГОСТ 5915 — 70*, где 2 — исполнение, 12 — наружный диаметр метрической резьбы, 1,25 — мелкий шаг в мм, 6Н — поле допуска, 12 — класс прочности, 40Х — марка стали, 016 — вид и толщина покрытия.
Класс точности, высоту гайки, размер «под ключ» определяет стандарт.
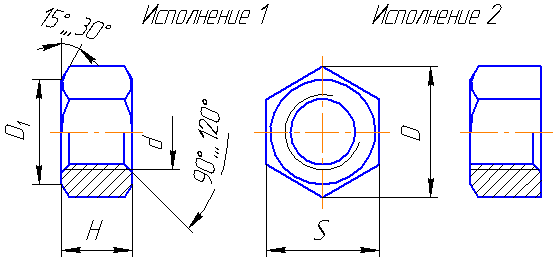

Рисунок 5.21 — Изображение гайки
|
Номинальный диаметр резьбы d |
Шаг резьбы P | Размер «под ключ» S | Диаметр описанной окружности D, не менее |
Высота Н |
|
|---|---|---|---|---|---|
| крупный | мелкий | ||||
| 4 | 0.7 | — | 7 | 7.5 | 3.2 |
| 5 | 0.8 | — | 8 | 8.6 | 4.0 |
| 6 | 1.0 | — | 10 | 10.9 | 5 |
| 8 | 1.25 | 1 | 13 | 14.2 | 6.5 |
| 10 | 1.5 | 1.25 | 17 | 18.7 | 8 |
| 12 | 1.75 | 1.25 | 19 | 20.9 | 10 |
| (14) | 2 | 1.5 | 22 | 23.9 | 11 |
| 16 | 2 | 1.5 | 24 | 26.2 | 13 |
| (18) | 2.5 | 1.5 | 27 | 29.6 | 15 |
| 20 | 2.5 | 1.5 | 30 | 33.0 | 16 |
| (22) | 2.5 | 1.5 | 32 | 35.0 | 18 |
| 24 | 3 | 2 | 36 | 39.6 | 19 |
| 30 | 3.5 | 2 | 46 | 50.9 | 24 |
5.2.6 Шайбы, шплинты
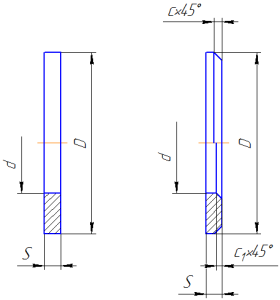
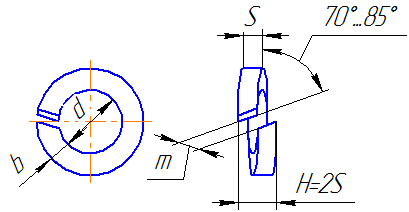
Шайбы применяют для предохранения поверхности детали от повреждения гайкой при затяжке последней и увеличения опорной площади гайки, головки болта или винта, для устранения возможности самоотвинчивания гаек при испытываемых ими вибрациях, изменения температуры и в других случаях.
Различают шайбы круглые, квадратные, пружинные (Рисунок 5.22, а, б), стопорные, быстросъемные и другие.
Изготавливают шайбы вырубкой из листового материала (металла, кожи, резины, пластмассы) или точением из пруткового металла.
Обозначение: Шайба А.12.01.08кп ГОСТ 11371-78, где А — класс точности, 12 — диаметр резьбы крепежа в мм, 08кп — марка стали (группа 01).

а

б
Рисунок 5.22 — Изображение шайбы (а — обычная шайба ГОСТ 11371-78, б — пружинная ГОСТ 6402-70)
| Диаметр резьбы крепежной детали | Наружный диаметр шайбы D | Внутренний диаметр шайбы d | Толщина шайбы S | Фаска наружная c | Фаска c1 | |
|---|---|---|---|---|---|---|
| не менее | не более | не менее | ||||
| 6 | 12.5 | 6.4 | 1.6 | 0.4 | 0.8 | 0.8 |
| 8 | 17 | 8.4 | 1.6 | 0.4 | 0.8 | 0.8 |
| 10 | 21 | 10.5 | 2.0 | 0.5 | 1.0 | 1.0 |
| 12 | 24 | 13.0 | 2.5 | 0.6 | 1.25 | 1.25 |
| 14 | 28 | 15.0 | 2.5 | 0.6 | 1.25 | 1.25 |
| 16 | 30 | 17.0 | 3.0 | 0.75 | 1.5 | 1.5 |
| 18 | 34 | 19.0 | 3.0 | 0.75 | 1.5 | 1.5 |
| 20 | 37 | 21.0 | 3.0 | 0.75 | 1.5 | 1.5 |
| 22 | 39 | 23.0 | 3.0 | 0.75 | 1.5 | 1.5 |
| 24 | 44 | 25.0 | 4.0 | 1.0 | 2.0 | 1.5 |
| 27 | 50 | 28.0 | 4.0 | 1.0 | 2.0 | 1.5 |
| 30 | 56 | 31.0 | 4.0 | 1.0 | 2.0 | 2.0 |
Шплинты применяют для предупреждения самоотвинчивания прорезных и корончатых гаек при вибрации изделия, а также для контровки (Рисунок 5.23).
Шплинт имеет кольцевую петлю и два конца. Длина шплинта выбирается так, чтобы его концы можно было развести для фиксации его в прорези гайки.
Обозначение: Шплинт 5х45.3.036 ГОСТ 397-79, где 5 — диаметр отверстия в крепежной детали, 45 — длина в мм, 3 — условное обозначение материала, 036 — никелевое покрытие.
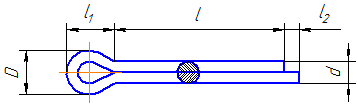

Рисунок 5.23 — Шплинт
| Условный диаметр шплинта d*0 | d | l2 | l1 | D | Рекомендуемые диаметры соединяемых деталей | l | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Наиб. | Наим. | Наиб. | Наим. | Наиб. | Наим. | Болт | Штифт, ось | |||||
| св. | до | св. | до | |||||||||
| 0,6 | 0,5 | 0,4 | 1,6 | 0,8 | 2,0 | 1,0 | 0,9 | — | 2,5 | — | 2,0 | от 4 до 8 |
| 0,8 | 0,7 | 0,6 | 1,6 | 0,8 | 2,4 | 1,4 | 1,2 | 2,5 | 3,5 | 2,0 | 3,0 | >> 5 >> 16 |
| 1,0 | 0,9 | 0,8 | 1,6 | 0,8 | 3,0 | 1,8 | 1,6 | 3,5 | 4,5 | 3,0 | 4,0 | >> 6 >> 20 |
| 1,2 | 1,0 | 0,9 | 2,5 | 1,3 | 3,0 | 2,0 | 1,7 | 4,5 | 5,5 | 4,0 | 5,0 | >> 8 >> 25 |
| 1,6 | 1,4 | 1,3 | 2,5 | 1,3 | 3,2 | 2,8 | 2,4 | 5,5 | 7,0 | 5,0 | 6,0 | >> 8 >> 32 |
| 2,0 | 1,8 | 1,7 | 2,5 | 1,3 | 4,0 | 3,6 | 3,2 | 7,0 | 9,0 | 6,0 | 8,0 | >> 10 >> 40 |
| 2,5 | 2,3 | 2,1 | 2,5 | 1,3 | 5,0 | 4,6 | 4,0 | 9,0 | 11,0 | 8,0 | 9,0 | >> 12 >> 51 |
| 3,2 | 2,9 | 2,7 | 3,2 | 1,6 | 6,4 | 5,8 | 5,1 | 11,0 | 14,0 | 9,0 | 12,0 | >> 14 >> 63 |
| 4,0 | 3,7 | 3,5 | 4,0 | 2,0 | 8,0 | 7,4 | 6,5 | 14,0 | 20,0 | 12,0 | 17,0 | >> 18 >> 80 |
| 5,0 | 4,6 | 4,4 | 4,0 | 2,0 | 10,0 | 9,2 | 8,0 | 20,0 | 27,0 | 17,0 | 23,0 | >> 22 >> 100 |
| 6,3 | 5,9 | 5,7 | 4,0 | 2,0 | 12,6 | 11,8 | 10,3 | 27,0 | 39,0 | 23,0 | 29,0 | >> 32 >> 125 |
| 8,0 | 7,5 | 7,3 | 4,0 | 2,0 | 16,0 | 15,0 | 13,1 | 39,0 | 56,0 | 29,0 | 44,0 | >> 40 >> 160 |
| 10,0 | 9,5 | 9,3 | 6,3 | 3,2 | 20,0 | 19,0 | 16,6 | 56,0 | 80,0 | 44,0 | 69,0 | >> 45 >> 200 |
| 13,0 | 12,4 | 12,1 | 6,3 | 3,2 | 26,0 | 24,0 | 21,7 | 80,0 | 120,0 | 69,0 | 110,0 | >> 71 >> 250 |
| 16,0 | 15,4 | 15,1 | 6,3 | 3,2 | 32,0 | 30,8 | 27,0 | 120,0 | 170,0 | 110,0 | 160,0 | >>112 >>280 |
| 20,0 | 19,3 | 19,0 | 6,3 | 3,2 | 40,0 | 38,6 | 33,8 | 170,0 | — | 160,0 | — | >>160 >>280 |
5.3 Резьбовые соединения
Детали машин и приборов соединяют крепежными деталями. Кроме того, применяются резьбовые соединения деталей, на одной из которых нарезана наружная, а на другой — внутренняя резьба.
Чертежи резьбовых соединений выполняют с применением рекомендуемых стандартами упрощений и условностей.
На продольных разрезах показана только та часть внутренней резьбы, которая не закрыта ввернутой в нее деталью. На поперечных вырезах, если секущая плоскость рассекает обе соединяемые детали, штриховка ввернутой детали выполняется до наружной окружности резьбы (Рисунок 5.10).
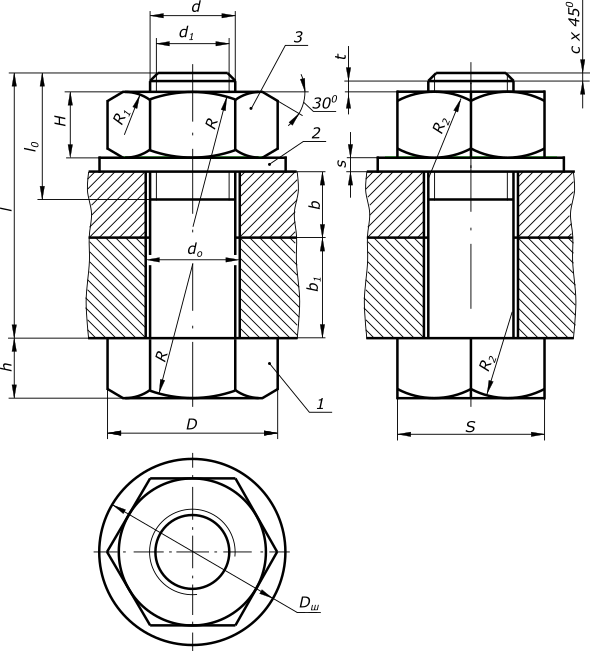
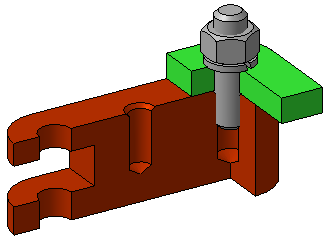
5.3.1 Соединение болтом
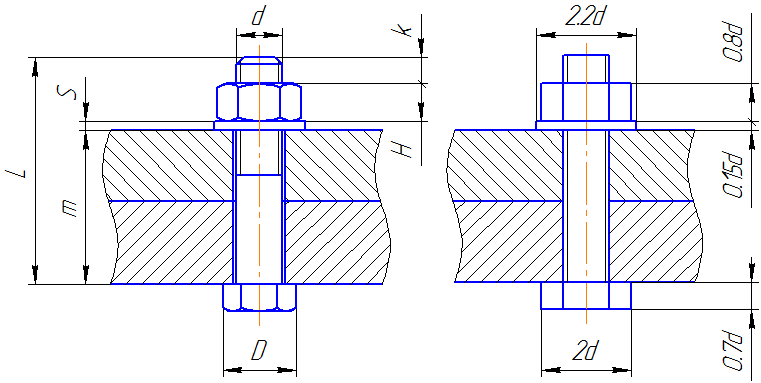
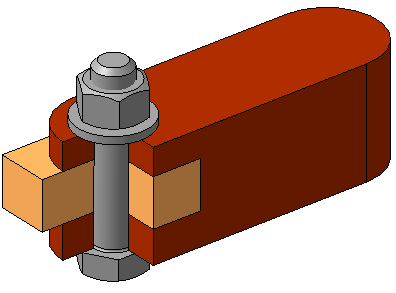
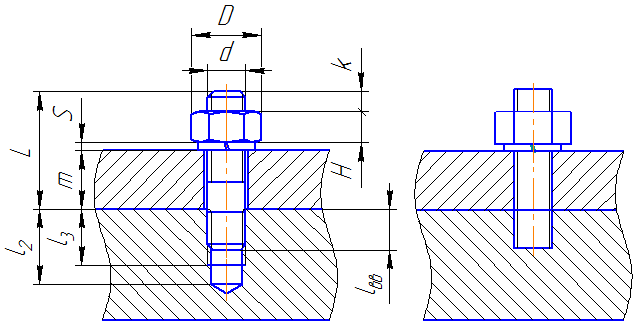
Болтовое соединение применяют для скрепления двух и более деталей. В болтовое соединение входят соединяемые детали, стандартные изделия — болт, гайка, шайба, (Рисунок 5.24).
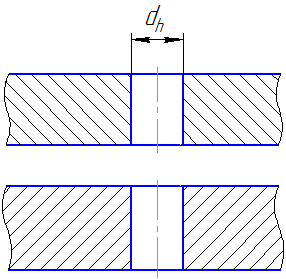
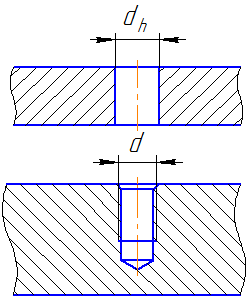
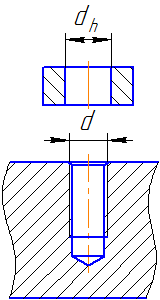
В соединяемых деталях выполняют гладкие сквозные отверстия, диаметр которых больше диаметра резьбы стандартного изделия — болта (dh), (Рисунок 5.24,а; 5.25). Величину (dh выбирают в зависимости от требуемой точности сборки по ГОСТ 11284-75* (см. Таблицу 5.15). Если зазор на чертеже (при его изображении) получается меньшим 1 мм, то его можно увеличить.
Последовательность сборки: располагают отверстия под крепеж в деталях соосно, вставляют стержень болта, одевают шайбу и накручивают гайку.
 |
| а |
 |
|
| б | в |
 |
| г |
Рисунок 5.24 Болтовое соединение: а — отверстия в соединяемых деталях, б — конструктивное изображение, в — упрощенное изображение, г — модель
Основными размерами болтового соединения являются номинальный диаметр резьбы и длина болта (Таблица 5.5). Все размеры крепежных деталей берутся из соответствующих стандартов.
| Диаметры стержней крепежных деталей d | Диаметры сквозных отверстий dh | Диаметры стержней крепежных деталей d | Диаметры сквозных отверстии dh | ||||
|---|---|---|---|---|---|---|---|
| 1-й ряд | 2-й ряд | 3-й ряд | 1-й ряд | 2-й ряд | 3-й ряд | ||
| 2,5 | 2,7 | 2,9 | 3,1 | 16,0 | 17,0 | 18,0 | 19,0 |
| 3,0 | 3,2 | 3,4 | 3,6 | 18,0 | 19,0 | 20,0 | 21,0 |
| 4,0 | 4,3 | 4,5 | 4,8 | 20,0 | 21,0 | 22,0 | 24,0 |
| 5,0 | 5,3 | 5,5 | 5,8 | 22,0 | 23,0 | 24,0 | 26,0 |
| 6,0 | 6,4 | 6,6 | 7,0 | 24,0 | 25,0 | 26,0 | 28,0 |
| 7,0 | 7,4 | 7,6 | 8,0 | 27,0 | 28,0 | 30,0 | 32,0 |
| 8,0 | 8,4 | 9,0 | 10,0 | 30,0 | 31,0 | 33,0 | 35,0 |
| 10,0 | 10,5 | 11,0 | 12,0 | 33,0 | 34,0 | 36,0 | 38,0 |
| 12,0 | 13,0 | 14,0 | 15,0 | 36.0 | 37,0 | 39,0 | 42,0 |
| 14,0 | 15,0 | 16,0 | 17,0 | 39,0 | 40,0 | 42,0 | 45,0 |
На упрощенном изображении болтового соединения не показывают фаски, зазоры между стержнем болта и отверстием, резьба наносится на всей длине стержня.
Все размеры стандартных изделий рассчитываются по условно-упрощенным размерам, выраженным через отношение к диаметру резьбы — d (Рисунок 5.24, в).
Длина болта определяется по формуле:
L= m+S+H+k,
где L — длина болта; m — толщина соединяемых деталей; S — толщина шайбы; Н — высота гайки; k = (0,25 … 0,5)d — запас резьбы болта (Рисунок 5.24, б)
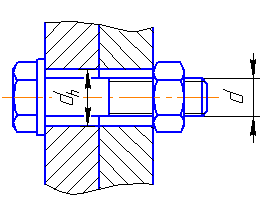
Рисунок 5.25 Конструктивный зазор между стержнем болта и отверстием в деталях
5.3.2 Соединение шпилькой
Шпилечное соединение применяют для скрепления двух и более деталей, когда по конструктивным соображениям применение болтового соединения невозможно. В шпилечное соединение входят присоединяемые детали и корпус, стандартные изделия — шпилька, гайка, шайба (Рисунок 5.26, а, б).
В присоединяемой детали выполняют сквозное гладкое отверстие, диаметром dh (см. Таблицу 5.15), как и в случае болтового соединения.
Гнездо под шпильку в корпусной детали сначала высверливают (диаметр сверления зависит от номинального диаметра резьбы, ее шага и требуемой точности изготовления, Таблица 5.2), затем делают фаску, после чего нарезают резьбу (Рисунок 5.4). Глубина сверления зависит от глубины ввинчивания шпильки (lвв), запаса резьбы полного профиля в гнезде и недореза, зависящего от шага: l2 = lвв + 4Р. Глубина нарезания резьбы l3 = lвв + 2Р , где Р – шаг резьбы. Размеры глубины сверления и нарезания резьбы указывают на чертеже корпусной детали.
Под длиной шпильки понимают длину ее стержня без ввинчиваемого конца — L.
Глубина ввинчивания зависит от материала корпусной детали — чем мягче материал, тем больше глубина ввинчивания (Таблица 5.10).
Последовательность сборки: ввинчивают шпильку ввинчиваемым концом в корпус до заклинивания (по сбег резьбы), одевают на стержень шпильки присоединяемую деталь, одевают шайбу, накручивают гайку.
 |
| а |
 |
|
| б | в |
 |
| г |
Рисунок 5.26 — Шпилечное соединение: а — отверстия в соединяемых деталях; б — конструктивное изображение; в — упрощенное изображение; г — модель
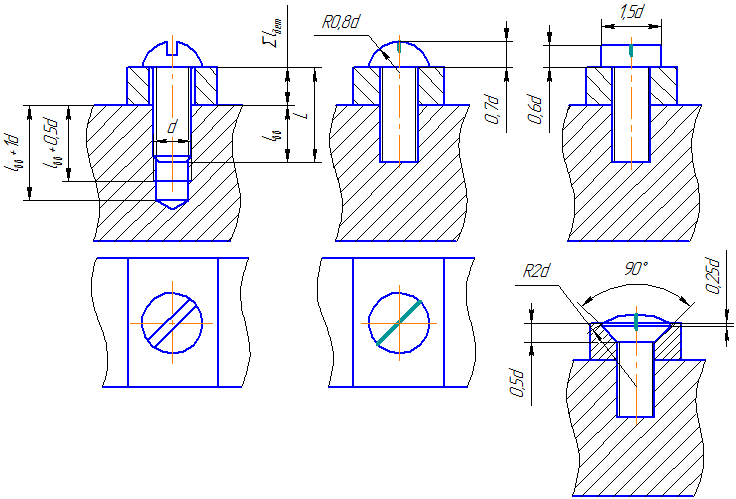
5.3.3 Соединение винтом
В винтовое соединение входят присоединяемые детали и корпус, стандартные изделия — винт, иногда шайба (Рисунок 5.27, б, в, г).
В присоединяемой детали выполняют гладкое сквозное отверстие, Таблица 5.15.
Гнездо под винт в корпусной детали сначала высверливают (диаметр сверления зависит от номинального диаметра резьбы, ее шага и требуемой точности изготовления, Таблица 5.2), затем делают фаску, после чего нарезают резьбу (Рисунок 5.4). Глубина сверления зависит от глубины ввинчивания винта (lвв), запаса резьбы полного профиля в гнезде и недореза, зависящего от шага: l2 = lвв + 4Р (или lвв + 1d). Глубина нарезания резьбы l3 = lвв + 2,7Р , где Р – шаг резьбы (или lвв + 0,5d).
Последовательность сборки: располагают отверстия под крепеж в деталях соосно, вставляют стержень винта через отверстие присоединяемой детали, ввинчивают винт в корпусную деталь.
 |
| а |
 |
||
| б | в | г |
 |
| д |
Рисунок 5.27 — Винтовое соединение: а — отверстия в соединяемых деталях; б — конструктивное изображение; в — упрощенное изображение винта с полукруглой головкой; г — упрощенное изображение винта с цилиндрической и полупотайной головкой; д — модель
Как создать в программе КОМПАС-3D изображения резьбовых крепежных соединений, рассказано в соответствующей данной теме Лабораторной работе!
5.4 Прочие разъемные соединения
5.4.1 Соединение шпонкой, штифтом
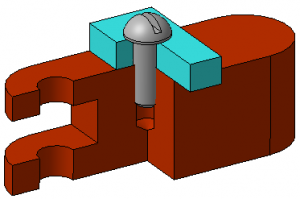
Шпоночное соединение применяют для фиксации деталей при передаче крутящих моментов (Рисунок 5.28). Крутящий момент от вала через шпонку передается на втулку. Конструкция и размеры шпонок регламентируются стандартами.
На валу выполняют (фрезеруют) паз, повторяющий профиль шпонки на глубину, определяемую Таблицей 5.16.
В детали, одеваемой на вал, выполняют сквозной паз шириной, равной ширине шпонки, глубиной, определяемой Таблицей 5.16.
Параметры шпонки и пазов в соединяемых деталях зависят от диаметра вала в месте шпоночного соединения (Таблица 5.16).
Шпонки общего назначения подразделяют на призматические, клиновидные, сегментные.
Наиболее широко используются призматические шпонки (Рисунок 5.28). Боковые грани у этих шпонок — рабочие, под верхней имеется зазор. Сечение шпонки зависит от диаметра вала (Таблица 5.16), длина — от передаваемого крутящего момента и конструктивных особенностей соединения.
Обозначение: Шпонка 2-18х11х100 ГОСТ 23360-78, где 2 — исполнение 18х11 — сечение (18 — ширина), 100 — длина.
Последовательность сборки: шпонка закладывается в паз вала, деталь одевается на вал и шпонку смещением ее вдоль оси вращения вала.
Шпонка закрепляет втулку только от проворачивания. Требуется крепление втулки от возможного осевого смещения!

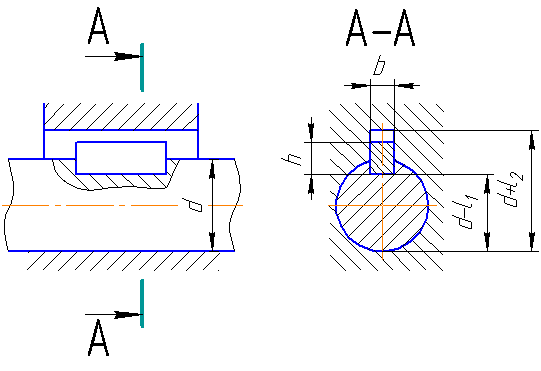
Рисунок 5.28 Шпоночное соединение
| Диаметр вала, d | Размеры сечения шпонки | Глубина вала | Радиус закругления паза, r или фаска, s1x45° | Длина шпонки, l | Фаска для шпонки, s | |||
|---|---|---|---|---|---|---|---|---|
| b | h | вал, t1 | втулка, t2 | наим. | наиб. | |||
| от 6 до 8 | 2 | 2 | 1.2 | 1.0 | 0.08 | 0.16 | от 6 до 20 | 0,15 – 0,25 |
| св. 8 >> 10 | 3 | 3 | 1,8 | 1,4 | 6 – 36 | |||
| >> 10 >> 12 | 4 | 4 | 2,5 | 1,8 | 8 –45 | |||
| св. 12 >> 17 | 5 | 5 | 3 | 2,3 | 0,16 | 0,25 | 10 – 56 | 0,25 – 0,40 |
| >> 17 >> 22 | 6 | 6 | 3,5 | 2,8 | 14 – 70 | |||
| >> 22 >> 30 | 8 | 7 | 4 | 3,3 | 18 – 90 | |||
| св. 30 >> 38 | 10 | 8 | 5 | 3,3 | 0,25 | 0,4 | 22 – 110 | 0,40 – 0,60 |
| >> 28 >> 44 | 12 | 8 | 5 | 3,3 | 28 – 140 | |||
| >> 44 >> 50 | 14 | 9 | 5,5 | 3,8 | 32 – 160 | |||
| >> 50 >> 58 | 16 | 10 | 6 | 4,3 | 45 – 180 | |||
| >> 58 >> 65 | 18 | 11 | 7 | 4,4 | 50 – 200 | |||
| св. 65 >> 75 | 20 | 12 | 7,5 | 4,9 | 0,4 | 0,6 | 56 – 220 | 0,60 – 0,80 |
| >> 75 >> 85 | 22 | 14 | 9 | 5,4 | 63 – 250 | |||
| >> 85 >> 95 | 25 | 14 | 9 | 5,4 | 70 – 280 | |||
| св. 95 >> 110 | 28 | 16 | 10 | 6.4 | 0.4 | 0.6 | 80 – 320 | 0,60 – 0,80 |
| >> 110 >> 130 | 32 | 18 | 11 | 7.4 | 90 – 360 |
Штифты применяют для точного фиксирования деталей. Они позволяют при необходимости разъединения деталей повторную сборку с сохранением точности их расположения. Штифты применяются для установки деталей (установочные штифты), а также в качестве соединительных и предохранительных деталей.
Последовательность сборки: устанавливают деталь на валу в нужном положении, совместно, в двух деталях, просверливают отверстие, вбивают штифт.
Так как при соединении деталей штифтом отверстие под штифт просверливается в процессе сборки, то на сборочном чертеже указываются установочные (размер 5 мм) и исполнительные размеры (Рисунок 5.30).
Штифты подразделяют на цилиндрические и конические (Рисунок 5.29).
Обозначение: Штифт 10х60 ГОСТ 3128-70, 10 — диаметр в мм, 60 — длина в мм.
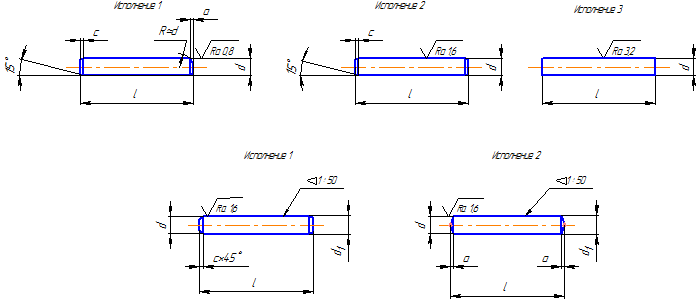
Размер d1 для конического штифта рассчитывается по формуле: d1=d+(l-2c)/50

Рисунок 5.29 — Изображение цилиндрического штифта
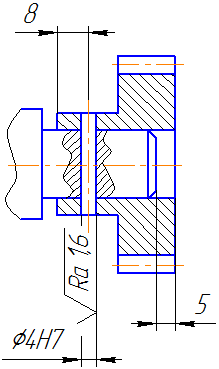
Рисунок 5.30 — Штифтовое соединение
| d | c | длина штифта, l | |
|---|---|---|---|
| цилиндрического | конического | ||
| 1 | 0,2 | от 2,5 до 18 | от 5 до 18 |
| 1,2 | 0,2 | >> 2.5 >> 25 | >> 6 >> 22 |
| 1,6 | 0,3 | >> 3 >> (32) | >> 6 >> 28 |
| 2 | 0,3 | >> 4 >> 40 | >> 8 >> 36 |
| 2,5 | 0,5 | >> 5 >> 50 | >> 10 >> 45 |
| 3 | 0,5 | >> 6 >> 60 | >> 12 >> 55 |
| 4 | 0,6 | >> 8 >> 80 | >> 16 >> 70 |
| 5 | 0,8 | >> 10 >> 100 | >> 16 >> 90 |
| 6 | 1,0 | >> 12 >> 120 | >> 20 >> 110 |
| 8 | 1,2 | >> 16 >> 160 | >> 25 >> 140 |
| 10 | 1,6 | >> 20 >> 160 | >> 28 >> 180 |
| 12 | 1,6 | >> 25 >> 160 | >> 32 >> 220 |
| 16 | 2,0 | >> 30 >> 280 | >> 40 >> 280 |
| 20 | 2,5 | >> 40 >> 280 | >> 50 >> 280 |
| 25 | 3,0 | >> 50 >> 280 | >> 60 >> 280 |
| 32 | 4,0 | >> 60 >> 280 | >> 80 >> 280 |
| 40 | 5,0 | >> 80 >> 280 | >> 100 >> 280 |
| 50 | 6,3 | >> 100 >> 280 | >> 120 >> 280 |
Длина штифтов до 36 мм выбирается из ряда: 4; 5; 6; 8; 10; 12; 14; 16; (18); 20; (22); 25; (28); 30; (32); 36, длина штифтов от 40 до 50 мм выбирается с окончанием на 0 или 5; от 60 мм и выше – с окончанием на 0.
5.4.2 Шлицевое соединение
Эти соединения называют многошпоночными, в нем шпонки выполнены как одно целое с валом, что позволяет передавать большие крутящие моменты по сравнению со шпоночным соединением. Кроме того, шлицевое соединение хорошо обеспечивает взаимное центрирование втулки (колеса) и вала, что очень важно для валов с большим числом оборотов.
Вал (Рисунок 5.32) имеет равномерно расположенные впадины (шлицы), между которыми находятся зубья. Зубья входят во впадины втулки, образуя шлицевое соединение. Профили зубьев и впадин бывают прямобочные, эвольвентные и треугольные (Рисунок 5.31). Наиболее широко применяют прямобочное соединение. Размеры шлицевых соединений установлены стандартами.
Основные параметры: число зубьев z, внутренний диаметр d, наружный диаметр D, ширина зуба b.
Шлицевое соединение изображают согласно ГОСТ 2.409-74* упрощенно (Рисунок 5.33).
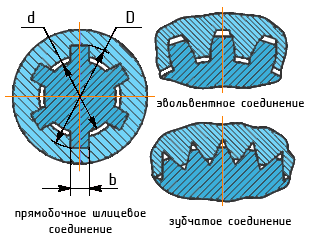
Рисунок 5.31 — Профили шлицев
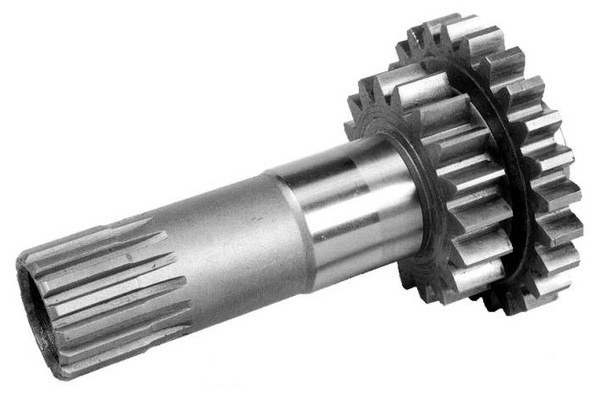
Рисунок 5.32 — Вал со шлицами
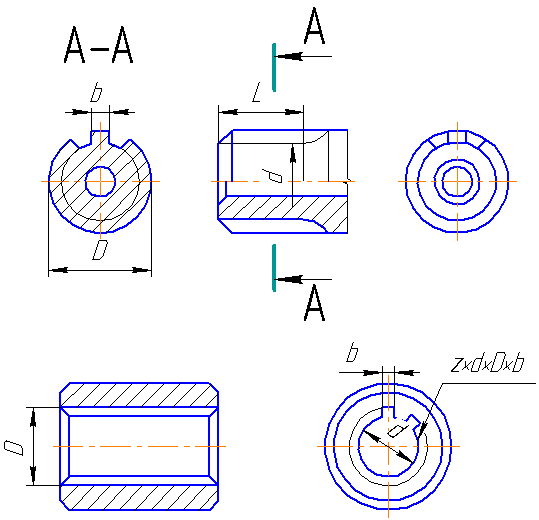
Рисунок 5.33 — Пример детали со шлицевым хвостовиком и фрагменты чертежей деталей
| Легкая серия | Средняя серия | Тяжелая серия | |||
|---|---|---|---|---|---|
| Номинальный размер «z» x «d» x «D« |
b | Номинальный размер «z» x «d» x «D« |
b | Номинальный размер «z» x «d» x «D« |
b |
| 6x23x26 | 6 | 6x11x14 | 3 | 10x16x20 | 2,5 |
| 6x26x30 | 6 | 6x13x16 | 3,5 | 10x18x23 | 3 |
| 6x28x32 | 7 | 6x16x20 | 4 | 10x21x26 | 3 |
| 8x32x36 | 6 | 6x18x22 | 5 | 10x23x29 | 4 |
| 8x36x40 | 6 | 6x21x25 | 5 | 10x26x32 | 4 |
| 8x42x46 | 8 | 6x23x28 | 6 | 10x28x35 | 4 |
| 8x46x50 | 9 | 6x26x32 | 6 | 10x32x40 | 5 |
| 8x52x58 | 10 | 6x28x34 | 7 | 10x36x45 | 5 |
| 8x56x62 | 10 | 8x32x38 | 6 | 10x42x52 | 6 |
| 8x62x68 | 12 | 8x36x42 | 7 | 10x46x56 | 7 |
| 10x72x78 | 12 | 8x42x48 | 8 | 16x52x60 | 5 |
| 10x82x88 | 12 | 8x46x54 | 9 | 16x56x65 | 5 |
| 10x92x98 | 14 | 8x52x60 | 10 | 16x62x72 | 6 |
| 10x102x108 | 16 | 8x56x65 | 10 | 16x72x82 | 7 |
| 10x112x120 | 18 | 8x62x72 | 12 | 20x82x92 | 6 |
| 10x72x82 | 12 | 20x92x102 | 7 | ||
| 10x82x92 | 12 | 20x102x115 | 8 | ||
| 10x92x102 | 14 | 20x112x125 | 9 | ||
| 10x102x112 | 16 | ||||
| 10x112x125 | 18 | ||||
| «z» — число шлицев, «d» — внутренний диаметр, «D» — наружный диаметр, «b» — ширина шлица |
По вопросам репетиторства по инженерной графике (черчению), вы можете связаться любым удобным для вас способом в разделе Контакты. Возможно очное и дистанционное обучение по Skype: 1250 р./ак.ч.
Ваша заявка отправленна
В скором времени мы с вами свяжемся