Примеры определения предельных размеров, допусков, зазоров и натягов в соединениях при различных видах посадок
Страницы работы
Содержание работы
ПРИМЕРЫОПРЕДЕЛЕНИЯПРЕДЕЛЬНЫХРАЗМЕРОВ,
ДОПУСКОВ,
ЗАЗОРОВИНАТЯГОВ
ВСОЕДИНЕНИЯХПРИРАЗЛИЧНЫХВИДАХПОСАДОК
Посадка
с зазором
Пример.
Номинальный размер вала 100 мм, нижнее отклонение вала ei =106 мкм (-0,106 мм),
верхнее
отклонение вала es =
—60 мкм (—0,06 мм).
Номинальный
размер отверстия 100 мм,
нижнее отклонение
отверстия EI = +72
мкм (+0,072 мм),
верхнее
отклонение отверстия ES = +159 мкм (+0,159 мм).
Решение.
- Наибольший предельный размер вала dmax
dmax = d + es =
100 + (-0,060) = 99,940 мм.
- Наименьший предельный размер вала dmin
dmin = d+ ei= 100 + (-0,106) = 99,894 мм.
- Поле допуска вала
ITd = dmax— dmin =
99,940 — 99,894 = 0,046 мм или ITd = es — ei =
-0,060 — (-0,106) = 0,046 мм.
- Наибольший предельный размер отверстия
Dmax= D + ES = 100 + 0,159 = 100,159 мм.
- Наименьший предельный размер
отверстия
Dmin = D + Е1 = 100
+ 0,072 = 100,072 мм.
- Поле допуска отверстия
ITD = Dmax — Dmin =
100,059 — 100,072 = 0,087 мм или ITD = ES — Е1 = 0,159 — 0,072 = 0,087 мм.
- Максимальный зазор в соединении
Smax = Dmax— dmia =
100,059 — 99,894 = 0,265 мм или Smax = ES— ei = 0,159 — (-0,106) = 0,265 мм.
- Минимальный зазор в соединении
Smia = Dmia — dmax = 100,072 — 99,940 = 0,132 мм или Smin = EI—es = 0,072 — (-0,060) = 0,132 мм.
- Допуск
посадки (зазора)
ITS = Smax — Smin =
0,265 — 0,132 = 0,133 мм или ITS = ITd
+ ITD = 0,046 + 0,087 = 0,133 мм.
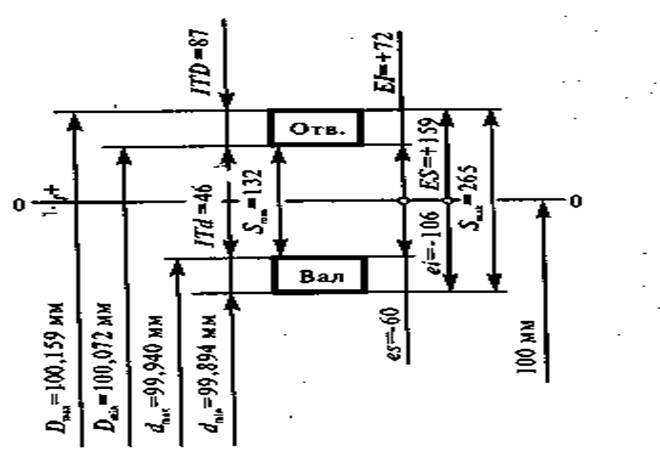
пример расположения полей допуска
вала и отверстия в посадке с зазором
Посадка с натягом
Пример.
Номинальный размер вала 100 мм,
нижнее
отклонение вала ei = 72
мкм (0,072 мм),
верхнее отклонение вала es = 159 мкм (0,159 мм).
Номинальный размер
отверстия 100 мм,
нижнее отклонение
отверстия Е1~ —106 мкм (—0,106 мм),
верхнее отклонение отверстия ES = —60 мкм (—0,060 мм).
Решение.
- Наибольший предельный размер вала dmax
dmax =
d + es = 100 + (0,159) = 100,159 мм.
- Наименьший предельный размер вала dmin
dmin = d + ei= 100 + (0,072) = 100,072 мм.
- Поле допуска вала
ITD = dmax – dmin = 100,159 — 100,072 = 0,087 мм или ITd =es— ei = 0,159 —
0,072 = 0,087 мм.
- Наибольший предельный размер
отверстия
Dmax = D + ES = 100 + (-0,060) = 99,940 мм.
- Наименьший предельный размер
отверстия
Dmln= D+
EI =100 + (-0,106)
= 99,894 мм.
- Определим
поле допуска отверстия
ITD = Dmax —
Dmin = 99,940 —
99,894 = 0,046 мм или ITD = ES— Е1= -0,060 — (-0,106) = 0,046 мм.
- Максимальный натяг в соединении
Nmax= dmax— Dmin = 100,59 — 99,894 = 0,265 мм или Nmax = es— EI =0,159 — (-0,106) = 0,265 мм.
- Минимальный натяг в соединении
Nmin = dmin — Dmax = 100,072 — 99,940 = 0,132 мм или Nmin= ei — ES= 0,072 —
(-0,060) = 0,132 мм.
- Допуск посадки (натяга)
ITN = Nmax— Nmin= 0,265 — 0,132 =0,133 мм или ITN = ITd +
ITD =
0,087 + 0,046 = 0,133 мм.
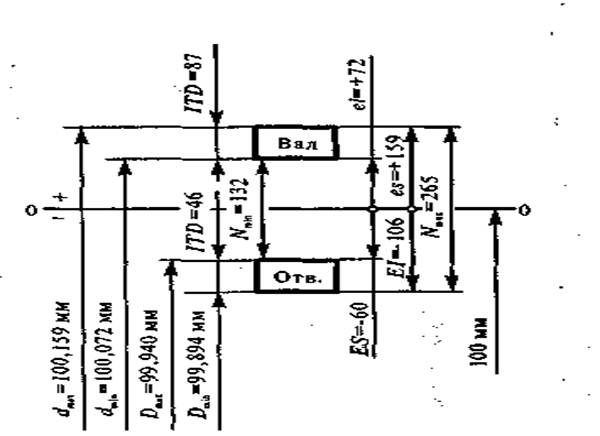
пример расположения полей допуска вала и отверстия в
посадке с натягом
Переходная
посадка
Пример.
Номинальный размер вала 100 мм,
нижнее отклонение вала ei — +71 мкм (+0,071 мм),
верхнее
отклонение вала es =
+93 мкм (+0,093 мм).
Номинальный
размер отверстия 100 мм,
нижнее
отклонение отверстия ЕI= +72 мкм (+0,072 мм),
верхнее отклонение отверстия ES= +159 мкм (+0,159 мм).
Решение.
- Наибольший предельный размер вала dmax
dmax = d +
es =
100 + 0,093 = 100,093 мм.
- Наименьший предельный размер вала dmjn
dmln = d+ei= 100 + 0,071 = 100,071 мм.
- Поле допуска вала
ITd = dmax – dmin= 100,093 — 100,071 = 0,022 мм или ITd =es— ei = 0,093 —
0,071 = 0,022 мм.
- Наибольший предельный размер
отверстия
Dmax=D + ES= 100 + 0,159 = 100,159 мм.
- Наименьший
предельный размер отверстия
Dmin= D + Е1= 100 + 0,072 = 100,072 мм.
- Поле допуска
отверстия
ITD= .Dmax— Dmin
= 100,159 — 100,072 = 0,087 мм или ITD = ES— EI= 0,159 —
0,072 = 0,087 мм.
- Максимальный зазор в соединении
Smax=
Dmax— — dmin = 0,088 мм или Smax = ES— ei = 0,159 —
0,071 = 0,088 мм.
- Максимальный натяг в соединении
Nmax= dmax— Dmin= Ю0,093 — 100,072 = 0,021 мм или Nmax= es— EI= 0,093 — 0,072 = 0,021 мм.
- Допуск посадки (зазора-натяга)
ITNS = Smax + Nmax = 0,088 + 0,021 = 0,109 мм или ITN = ITd + ITD =
0,022 + 0,087 = 0,109 мм.
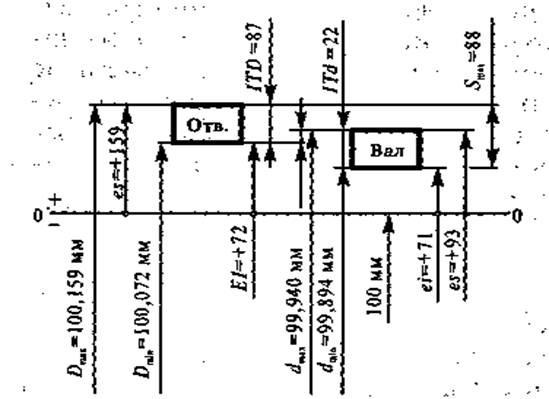
пример расположения полей допусков вала
и отверстия в переходной поосадке
Похожие материалы
- Способы определения коэффициентов трения и сопоставление расчетных коэффициентов с экспериментальными данными, определенными на действующей установке
- Характеристика систем передачи К-60П, К-120, К-300
- Характеристика дистанции сигнализации и связи станции Иркутск-Сортировочный (Раздел дипломной работы)
Информация о работе
Тип:
Дополнительные материалы
Система допусков и посадок термины и определения
Слово термин происходит от латинского слова terminus, что значит предел граница.
Размер – числовое значение линейной величины в выбранных единицах измерения.
Действительный размер – размер элемента, установленный измерением
с допускаемой погрешностью.

Номинальные и предельные размеры
Предельные размеры – два предельно допустимых размера элемента, между
которыми должен находиться (или которым может быть равен) действительный размер.
Наибольший предельный размер – наибольший допустимый размер элемента.
Наименьший предельный размер – наименьший допустимый размер элемента.
Номинальный размер – размер, относительно которого определяются отклонения.
Отклонение – арифметическая разность между размером и соответствующим номинальным размером.
Действительное отклонение – арифметическая разность между действительным и соответствующим номинальным размерами.
Предельное отклонение – арифметическая разность между предельным и
соответствующим номинальным размерами. Различают верхнее и нижнее предельные
отклонения.
Нулевая линия – линия, соответствующая номинальному размеру, от которой
откладываются отклонения размеров при графическом изображении полей допусков и
посадок. Если нулевая линия расположена горизонтально, то положительные отклонения
откладываются вверх от нее, а отрицательные – вниз.
Верхнее отклонение ES, es – арифметическая разность между наибольшим предельным и соответствующим номинальным размерами.
Примечание:
ES – верхнее отклонение отверстия; es – верхнее отклонение вала.
Нижнее отклонение EI, ei – арифметическая разность между наименьшим предельным и соответствующим номинальным размерами.
Примечание:
EI – нижнее отклонение отверстия; ei – нижнее отклонение вала.
Основное отклонение – одно из двух предельных отклонений (верхнее или
нижнее), определяющее положение поля допуска относительно нулевой линии. В данной
системе допусков и посадок основным является отклонение, ближайшее к нулевой линии.

Поля допусков и посадок
Допуск – Т – англ.tolerance – разность между наибольшим и наименьшим предельными размерами или разность между верхним и нижним отклонениями.
Примечание:
Допуск – это абсолютная величина без знака.
Стандартный допуск – IT – англ. Internal tolerance – любой из допусков, устанавливаемых данной системой допусков и посадок.
Примечание:
В дальнейшем в стандарте под термином «допуск» понимается
«стандартный допуск».
Поле допуска – поле, ограниченное наибольшим и наименьшим предельными
размерами и определяемое величиной допуска и его положением относительно
номинального размера. При графическом изображении поле допуска заключено между
двумя линиями, соответствующими верхнему и нижнему отклонениям относительно
нулевой линии .
Примечание:
i – единица допуска для номинальных размеров до 500 мм,
I – единица допуска для номинальных размеров свыше 500 мм.
Квалитет – лат. qualitas – качество – совокупность допусков, рассматриваемых как
соответствующие одному уровню точности для всех номинальных размеров.
Единица допуска i, I – множитель в формулах допусков, являющийся функцией
номинального размера и служащий для определения числового значения допуска.
Вал – термин, условно применяемый для обозначений наружных элементов деталей, включая и нецилиндрические элементы.
Отверстие – термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы.
Основной вал – вал, верхнее отклонение которого равно нулю.
Основное отверстие – отверстие, нижнее отклонение которого равно нулю.
Предел максимума материала – термин, относящийся к тому из предельных
размеров, которому соответствует наибольший объем материала, т.е. наибольшему
предельному размеру вала или наименьшему предельному размеру отверстия.
Примечание. Применявшийся ранее термин «проходной предел» использовать не
рекомендуется.
Предел минимума материала – термин, относящийся к тому из предельных
размеров, которому соответствует наименьший объем материала, т.е. наименьшему
предельному размеру вала или наибольшему предельному размеру отверстия.
Примечание. Применявшийся ранее термин «непроходной предел» использовать не
рекомендуется.
Посадка – характер соединения двух деталей, определяемый разностью их
размеров до сборки.
Номинальный размер посадки – номинальный размер, общий для отверстия и
вала, составляющих соединение.
Допуск посадки – сумма допусков отверстия и вала, составляющих соединение.
Зазор – разность между размерами отверстия и вала до сборки, если размер
отверстия больше размера вала.

Зазор между отверстием и валом
Натяг – разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия.

Натяг между отверстием и валом
Посадка с зазором – посадка, при которой всегда образуется зазор в соединении,
т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено над полем допуска вала.
Посадка с натягом – посадка, при которой всегда образуется натяг в соединении,
т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала.
Переходная посадка – посадка, при которой возможно получение как зазора, так и
натяга в соединении, в зависимости от действительных размеров отверстия и вала. При
графическом изображении поля допусков отверстия и вала перекрываются полностью или частично.

Переходная посадка
Наименьший зазор – разность между наименьшим предельным размером
отверстия и наибольшим предельным размером вала в посадке с зазором.
Наибольший зазор – разность между наибольшим предельным размером
отверстия и наименьшим предельным размером вала в посадке с зазором или в переходной посадке.
Наименьший натяг – разность между наименьшим предельным размером вала и
наибольшим предельным размером отверстия до сборки в посадке с натягом.
Наибольший натяг – разность между наибольшим предельным размером вала и
наименьшим предельным размером отверстия до сборки в посадке с натягом или в
переходной посадке.
Посадки в системе отверстия – посадки, в которых требуемые зазоры и натяги
получаются сочетанием различных полей допусков валов с полем допуска основного
отверстия.
Посадки в системе вала – посадки, в которых требуемые зазоры и натяги
получаются сочетанием различных полей допусков отверстий с полем допуска основного
вала.

Наименьший и наибольший зазор

Наименьший и наибольший натяг
-
Расчет предельных размеров, допусков, зазоров (натягов)
Предельные
размеры сопрягаемых деталей определяются
как суммы номинального размера и
соответствующего предельного отклонения
с учетом его знака
Dmax
= Dн
+ ES
Dmin
=
Dн
+
EI
dmax
=
dн
+
es
dmin
= dн
+ ei ,
где
dн
— номинальный диаметр вала;
Dн
— номинальный диаметр отверстия.
Номинальные
диаметры вала и отверстия равны.
Допуск
размера является положительной величиной
и равен разности между верхним и нижним
отклонениями
TD
= ES — EI
Td
= es — ei
Предельные
зазоры S
(натяги N)
определяются из предельных размеров
отверстия и вала
Зазор
S max
= D max
–
d min;
S
min
=
D
min
–
d
max;
Натяг
N max
=
d max
–
D min
;
N
min
=
d min
– D max.
9
Таблица
1
Числовые
значения допусков
-
Интервал
номинальныхКвалитет
размеров,
мм4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
Свыше
До
мкм
мм
3
3
4
6
10
14
25
40
60
0,10
0,14
0,25
0,40
0,60
1,00
1,40
3
6
4
5
8
12
18
30
48
75
0,12
0,18
0,30
0,48
0,75
1,20
1,80
6
10
4
6
9
15
22
36
58
90
0,15
0,22
0,36
0,58
0,90
1,50
2,20
10
18
5
8
11
18
27
43
70
110
0,18
0,27
0,43
0,70
1,10
1,80
2,70
18
30
6
9
13
21
33
52
84
130
0,21
0,33
0,52
0,84
1,30
2,10
3,30
30
50
7
11
16
25
39
62
100
160
0,25
0,39
0,62
1,00
1,60
2,50
3,90
50
80
8
13
19
30
46
74
120
190
0,30
0,46
0,74
1,20
1,90
3,00
4,60
80
120
10
15
22
35
54
87
140
220
0,35
0,54
0,87
1,40
2,20
3,50
5,40
120
180
12
18
25
40
63
100
160
250
0,40
0,63
1,00
1,60
2,50
4,00
6,30
180
250
14
20
29
46
72
115
185
290
0,46
0,72
1,15
1,85
2,90
4,60
7,20
Примечание.
Для размеров менее 1 мм квалитеты от 14
до 18 не применяются.
Таблица
2
Числовые
значения основных отклонений валов,
мкм
|
Интервал |
Основные |
|||||||||||||||||
|
размеров, |
a1 |
b1 |
c |
cd |
d |
e |
ef |
f |
fg |
g |
h |
js2 |
j |
k |
||||
|
мм |
для |
|||||||||||||||||
|
для |
5 |
7 |
8 |
от |
до |
|||||||||||||
|
Свыше |
До |
Верхнее |
нижнее |
|||||||||||||||
|
— |
31 |
–270 |
–140 |
–60 |
–34 |
–20 |
–14 |
–10 |
–6 |
–4 |
–2 |
0 |
–2 |
–4 |
–6 |
0 |
0 |
|
|
3 |
6 |
–270 |
‑140 |
–70 |
–46 |
–30 |
–20 |
–14 |
–10 |
–6 |
–4 |
0 |
–2 |
–4 |
– |
+1 |
0 |
|
|
6 |
10 |
–280 |
–150 |
–80 |
–56 |
–40 |
–25 |
–18 |
–13 |
–8 |
–5 |
0 |
–2 |
–5 |
– |
+1 |
0 |
|
|
10 |
14 |
–290 |
‑150 |
–95 |
– |
–50 |
–32 |
– |
–16 |
– |
‑6 |
0 |
–3 |
–6 |
– |
+1 |
0 |
|
|
14 |
18 |
|||||||||||||||||
|
18 |
24 |
–300 |
‑160 |
–110 |
‑ |
–65 |
–40 |
– |
–20 |
– |
–7 |
0 |
–4 |
–8 |
– |
+2 |
0 |
|
|
24 |
30 |
|||||||||||||||||
|
30 |
40 |
–310 |
–170 |
–120 |
‑ |
–80 |
–50 |
– |
25 |
– |
–9 |
0 |
–5 |
–10 |
– |
+2 |
0 |
|
|
40 |
50 |
–320 |
–180 |
–130 |
* |
|||||||||||||
|
50 |
65 |
–340 |
–190 |
–140 |
‑ |
–100 |
–60 |
– |
–30 |
– |
–10 |
0 |
–7 |
–12 |
– |
+2 |
0 |
|
|
65 |
80 |
–360 |
–200 |
–150 |
||||||||||||||
|
80 |
100 |
–380 |
–220 |
–170 |
‑ |
–120 |
–72 |
– |
–36 |
– |
–12 |
0 |
–9 |
–15 |
– |
+3 |
0 |
|
|
100 |
120 |
–410 |
–240 |
–180 |
*
Предельные отклонения =
![]() ,
,
гдеп
— порядковый номер квалитета.
10
Продолжение
табл.
2
|
Интервал |
Основные |
||||||||||||||
|
размеров, |
m3 |
n |
p |
r |
s |
t |
u |
v |
x |
y |
z |
za |
zb |
zc |
|
|
мм |
для |
||||||||||||||
|
Свыше |
До |
Нижнее |
|||||||||||||
|
— |
31 |
+2 |
+4 |
+6 |
+10 |
+14 |
— |
+18 |
— |
+20 |
— |
+26 |
+32 |
+40 |
+60 |
|
3 |
6 |
+4 |
+8 |
+12 |
+15 |
+19 |
— |
+23 |
— |
+28 |
— |
+35 |
+42 |
+50 |
+80 |
|
6 |
10 |
+6 |
+10 |
+15 |
+19 |
+23 |
— |
+28 |
— |
+34 |
— |
+42 |
+52 |
+67 |
+97 |
|
10 |
14 |
+7 |
+12 |
+18 |
+23 |
+28 |
— |
+33 |
— |
+40 |
— |
+50 |
+64 |
+90 |
+130 |
|
14 |
18 |
+39 |
+45 |
— |
+60 |
+77 |
+108 |
+150 |
|||||||
|
18 |
24 |
+8 |
+15 |
+22 |
+28 |
+35 |
— |
+41 |
+47 |
+54 |
+63 |
+73 |
+98 |
+136 |
+188 |
|
24 |
30 |
+41 |
+48 |
+55 |
+64 |
+75 |
+88 |
+118 |
+160 |
+218 |
|||||
|
30 |
40 |
+9 |
+17 |
+26 |
+34 |
+43 |
+48 |
+60 |
+68 |
+80 |
+94 |
+112 |
+148 |
+200 |
+274 |
|
40 |
50 |
+54 |
+70 |
+81 |
+97 |
+114 |
+136 |
+180 |
+242 |
+325 |
|||||
|
50 |
65 |
+11 |
+20 |
+32 |
+41 |
+53 |
+66 |
+87 |
+102 |
+122 |
+144 |
+172 |
+226 |
+300 |
+405 |
|
65 |
80 |
+43 |
+59 |
+75 |
+102 |
+120 |
+146 |
+174 |
+210 |
+274 |
+360 |
+480 |
|||
|
80 |
100 |
+13 |
+23 |
+37 |
+51 |
+71 |
+91 |
+124 |
+146 |
+178 |
+214 |
+258 |
+335 |
+445 |
+585 |
|
100 |
120 |
+54 |
+79 |
+104 |
+144 |
+172 |
+210 |
+254 |
+310 |
+400 |
+525 |
+690 |
1
Основные отклонения а и b
не предусмотрены для размеров менее 1
мм.
2
Для полей допусков от js7
до js11
нечетные числовые значения IT
могут быть округлены до ближайшего
меньшего четного числа, чтобы предельные
отклонения
![]() были выражены целым числом микрометров.
были выражены целым числом микрометров.
3
Специальный случай: поле допуска m
7 предусмотрено лишь для размеров свыше
3 мм.
Таблица
3
Числовые
значения основных отклонений отверстий,
мкм
-
Интервал
Основные
отклоненияразмеров,
ммA1
В1
С
CD
D
E
EF
F
FG
G
Н
Js2
для
всех квалитетовСвыше
До
Нижнее
отклонение ЕI‑
31)
5)+270
+140
+60
+34
+20
+14
+10
+6
+4
+2
0
3
6
+270
+140
+70
+46
+30
+20
+14
+10
+6
+4
0
6
10
+280
+150
+80
+56
+40
+25
+18
+13
+8
+5
0
10
14
+290
+150
+95
‑
+50
+32
‑
+16
‑
+6
0
14
18
18
24
+300
+160
+110
‑
+65
+40
‑
+20
‑
+7
0
24
30
30
40
+310
+170
+120
‑
+80
+50
‑
+25
‑
+9
0
40
50
+320
+180
+130
50
65
+340
+190
+140
‑
+100
+60
‑
+30
‑
+10
0
65
80
+360
+200
+150
80
100
+380
+220
+170
‑
+120
+72
‑
+36
‑
+12
0
*
100
120
+410
+240
+180
11
Продолжение
табл. 3
-
Интервал
Основные
отклоненияразмеров,
J
K3
М3
4М3
5Р
до
ZC3Р
R
S
T
мм
для
квалитетовдля
квалитетов свыше6
7
8
до
8св.
8до
8св.
8до
8св.
8до
77-гo
Свыше
До
Верхнее
отклонение
ES–
31
5+2
+4
+6
0
0
–2
–2
–4
–4
–6
–10
–14
3
6
+5
+6
+10
–1+
–
–4+
–4
–8+
0
–12
–15
–19
6
10
+5
+8
+12
–1+
–
–6+
–6
–10+
0
–15
–19
–23
10
14
14
18
+6
+10
+15
–1+
‑
–7+
–7
–12+
0
Откло-нения
как
для–18
–23
–28
18
24
+8
+12
+20
–2+
‑
–8+
–8
–15+
0
квали-тетов
–22
–28
–35
24
30
свыше
–41
30
40
+10
+14
+24
–2+
‑
–9+
–9
–17+
0
7-го,
–26
–34
–43
–48
40
50
увели-ченные
–54
50
65
+13
+18
+28
–2+
‑
–11+
–11
–20+
0
на
–32
–41
–53
–66
65
80
–43
–59
–75
80
100
+16
+22
+34
–3+
‑
–13+
–13
–23+
0
–37
–51
–71
–91
100
120
–54
–79
–104
*
Предельные отклонения =
![]() ,
,
гдеп
—
порядковый номер квалитета.
Продолжение
табл. 3
-
Интервал
Основные
отклонения,
мкмразмеров,
U
V
X
Y
Z
ZA
ZB
ZC
мм
для
квалитетов свыше 7–годля
квалитетовСвыше
До
Верхнее
отклонение
ES3
4
5
6
7
8
‑
31
5–18
–20
–26
–32
–40
–60
0
0
0
0
0
0
3
6
–23
–28
–35
–42
–50
–80
1
1,5
1
3
4
6
6
10
–28
–34
–42
–52
–67
–97
1
1,5
2
3
6
7
10
14
–33
–40
–50
–64
–90
–130
1
2
3
3
7
9
14
18
–39
–45
–60
–77
–108
–150
18
24
–41
–47
–54
–63
–73
–98
–136
–188
1,5
2
3
4
8
12
24
30
–48
–55
–64
–75
–88
–118
–160
–218
30
40
–60
–68
–80
–94
–112
–148
–200
–274
1,5
3
4
5
9
14
40
50
–70
–81
–97
–114
–136
–180
–242
–325
50
65
–87
–102
–122
–144
–172
–226
–300
–405
2
3
5
6
11
16
65
80
–102
–120
–146
–174
–210
–274
–360
–480
80
100
–124
–146
–178
–214
–258
–335
–445
–585
2
4
5
7
13
19
100
120
–144
–172
–210
–254
–310
–400
–525
–690
12
1
Основные отклонения а
и b
не предусмотрены для размеров менее 1
мм.
2
Для полей допусков от js7
до js11
нечетные числовые значения IT
могут быть округлены до ближайшего
меньшего четного числа, чтобы предельные
отклонения
![]() были выражены целым числом микрометров.
были выражены целым числом микрометров.
3
Для определения значений отклонений
К, М и N
до 8-го квалитета (вкл.) и отклонении от
Р до ZC
до 7-го квалитета (вкл.) следует использовать
величины
в графах справа.
4
Специальные случаи: для поля допуска
М6 в интервале размеров от 250 до 315 мм ES
= ‑9 мкм (вместо — 11 мкм); поле допуска
М8 предусмотрено лишь для размеров свыше
3 мм.
5
Основное отклонение N для квалитетов
до 8-го не предусмотрено для размеров
менее 1 мм.
Для
посадок с зазором допуск посадки равен
допуску зазора или разности предельных
зазоров
ТП
= TS = S max
–
S min
= TD + Td.
К
посадкам c зазором относят также и так
называемые, скользящие посадки, в которых
нижняя граница поля допуска отверстия
совпадает с верхней границей поля
допуска вала. Для них S
min
= 0.
Для
посадок с натягом аналогично
ТП
= TN = N
max
– N
min
= TD
+ Td.
Переходные
посадки характеризуются наибольшими
значениями натяга и зазора. При вычислении
допуска переходной посадки максимальные
зазоры и натяги суммируются.
ТП
= S max
+
N max
=
TD + Td.
Содержание страницы
- 1. Общие сведения о единой системе допусков и посадок
- 2. Указание на чертежах допусков размеров
- 3. Допуски формы и расположения поверхностей деталей
- 4. Отклонения и допуски расположения
- 5. Указание на чертежах допусков точности деталей
1. Общие сведения о единой системе допусков и посадок
При изготовлении деталей из заготовок необходимо выдерживать определенные геометрические параметры поверхностей — их размеры, форму и относительное расположение. Степень приближения истинного значения рассматриваемого параметра к его теоретическому значению называется точностью.
Размер – это числовое значение линейной величины (диаметра, длины и т.д.), который в машиностроении измеряют в миллиметрах. Размеры подразделяют на номинальные, действительные и предельные.
Номинальный – это размер, относительно которого определяются предельные размеры и который служит также началом отсчета отклонений. Номинальный размер — это основной размер, полученный на основе кинематических, динамических и прочностных расчетов или выбранный из конструктивных, технологических, эксплуатационных, эстетических и других соображений. Номинальные размеры можно классифицировать по назначению на определяющие величину и форму детали, координирующие и сборочные (монтажные). Кроме того, из соображений удобства и точности обработки иногда вводятся технологические размеры. Это тот теоретический размер, к которому как можно ближе должен соответствовать размер готовой детали.
Действительный – это размер, установленный измерением с допустимой погрешностью.
Чтобы изделие считалось годным, т.е. отвечало своему целевому назначению, его действительный размер должен быть выдержан между двумя теоретически допустимыми предельными размерами, разность которых образует допуск. Наибольший предельный размер — это больший из двух предельных, наименьший — это меньший из двух предельных размеров.
Для удобства указывают номинальный размер детали, а каждый из двух предельных размеров определяют по его отклонению от этого номинального размера (рис. 1). Абсолютную величину и знак отклонения получают вычитанием номинального размера из соответствующего предельного размера.
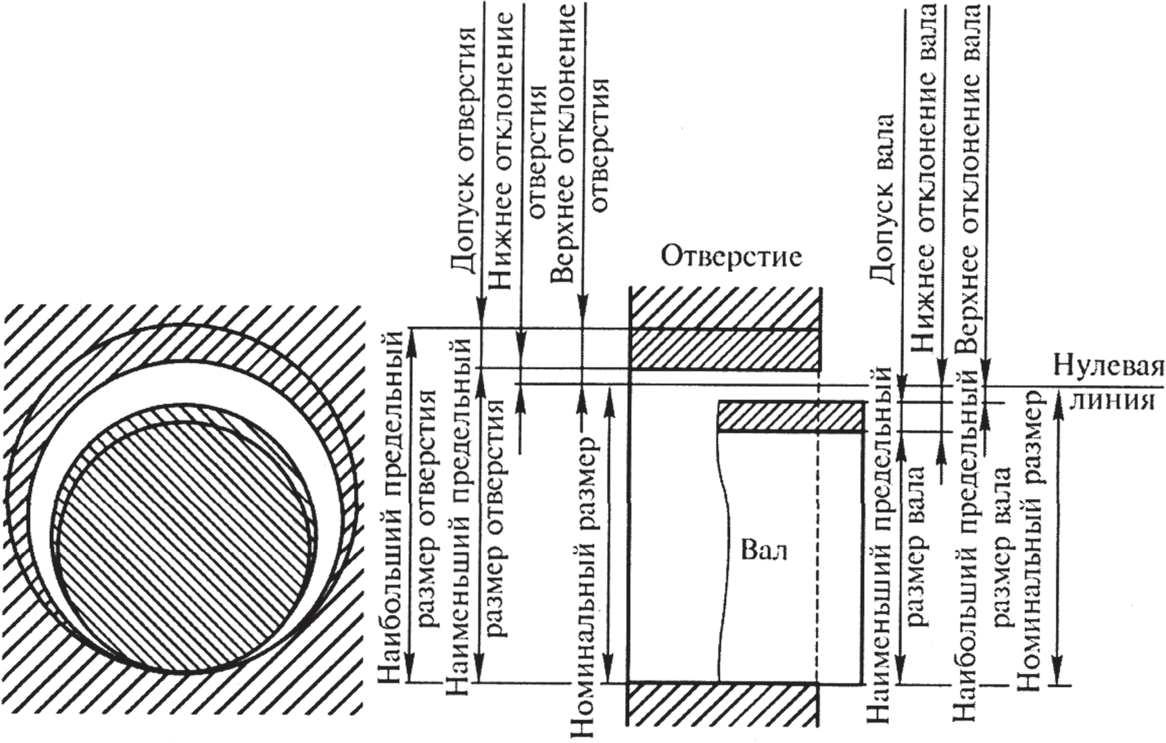
Рис. 1. Формирование отклонений для вала и отверстия относительно нулевой линии номинального размера
Отклонение – это алгебраическая разность между размером (действительным, предельным и т. д.) и соответствующим номинальным размером.
Действительное отклонение — это алгебраическая разность между действительным и номинальным размерами.
Предельное отклонение – это алгебраическая разность между предельным и номинальным размерами. Предельные отклонения подразделяют на верхнее и нижнее.
Верхнее отклонение – это алгебраическая разность между наибольшим предельным и номинальным размерами; нижнее отклонение – это алгебраическая разность между наименьшим предельным и номинальным размерами. Верхнее и нижнее отклонения приводятся в справочных таблицах и измеряются в микрометрах (мкм), а на чертежах указываются в миллиметрах (мм).
Классификацию отклонений по геометрическим параметрам целесообразно рассмотреть на примере соединения вала и отверстия. Термин «вал» применяют для обозначения наружных (охватываемых) элементов деталей, термин «отверстие» — для обозначения внутренних (охватывающих) элементов деталей. Термины «вал» и «отверстие» относят не только к цилиндрическим деталям круглого сечения, но и к элементам деталей другой охватываемой и охватывающей формы (например, ограниченным двумя параллельными плоскостями — шпоночное соединение).
Допуск — это разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями.
Квалитет (степень точности) — совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров.
Нулевая линия — это линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении допусков и посадок. При горизонтальном расположении нулевой линии положительные отклонения откладываются вверх от нее, а отрицательные — вниз.
Поле допуска — это поле, ограниченное верхним и нижним отклонениями. Поле допуска определяется величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии.
Основное отклонение – одно из двух отклонений (верхнее или нижнее), ближайшее к нулевой линии, используемое для определения положения поля допуска относительно нулевой линии. Основное отверстие — это отверстие, нижнее отклонение которого равно нулю. Основной вал — это вал, верхнее отклонение которого равно нулю.
В зависимости от взаимного расположения полей допусков отверстия и вала различают посадки с зазором, с натягом и переходные, когда возможно получение как зазора, так и натяга (рис. 2).
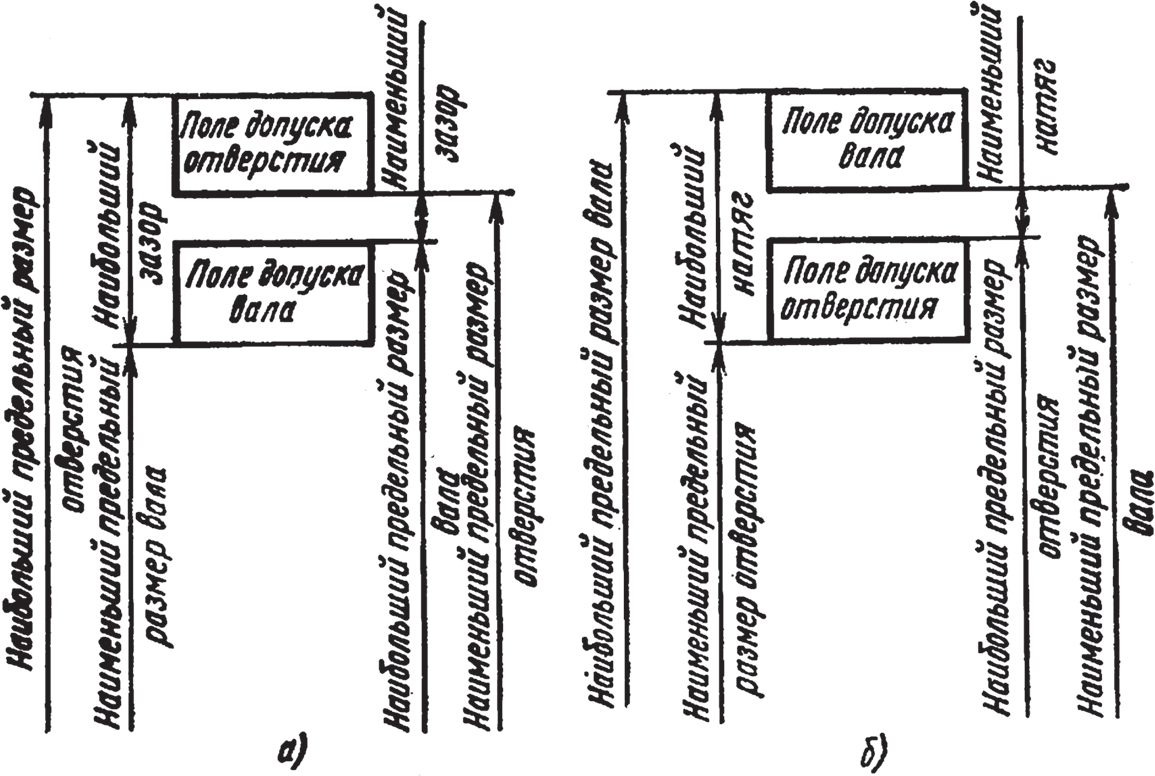
Рис. 2. Типы посадок: а — с зазором; б — с натягом
Номинальным размером посадки называется номинальный размер, общий для отверстия и вала, составляющих соединение. Зазором называется разность размеров отверстия и вала, если размер отверстия больше размера вала.
Посадка с зазором — это посадка, при которой обеспечивается зазор в соединении (поле допуска отверстия расположено над полем допуска вала). К посадкам с зазором относятся также посадки, в которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска вала. Поскольку идеально точное изготовление деталей невозможно, то невозможно получить в соединении один и тот же по величине зазор. В связи с этим назначаются два предельных значения — наименьший и наибольший зазоры, между которыми должен находиться зазор в соединении по выбранной посадке.
Натягом называется разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия.
Посадка с натягом — это посадка, при которой обеспечивается натяг в соединении. Поле допуска отверстия расположено под полем допуска вала.
Если после назначения экономически целесообразных допусков на обработку вала и отверстия оказывается, что их поля допусков перекрываются частично или полностью, то такие соединения относят к переходным посадкам.
Переходная посадка — это посадка, при которой возможно получение как зазора, так и натяга.
Для оценки точности соединений (посадок) пользуются понятием «допуск посадки», под которым понимают сумму допусков отверстия и вала, составляющих соединение.
При соединении двух деталей (отверстие и вал) образуется посадка, определяемая разностью их размеров до сборки, т.е. величиной получающихся зазоров или натягов в соединении. Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
Различают две равноценные системы образования посадок — система отверстия и система вала (рис. 3).
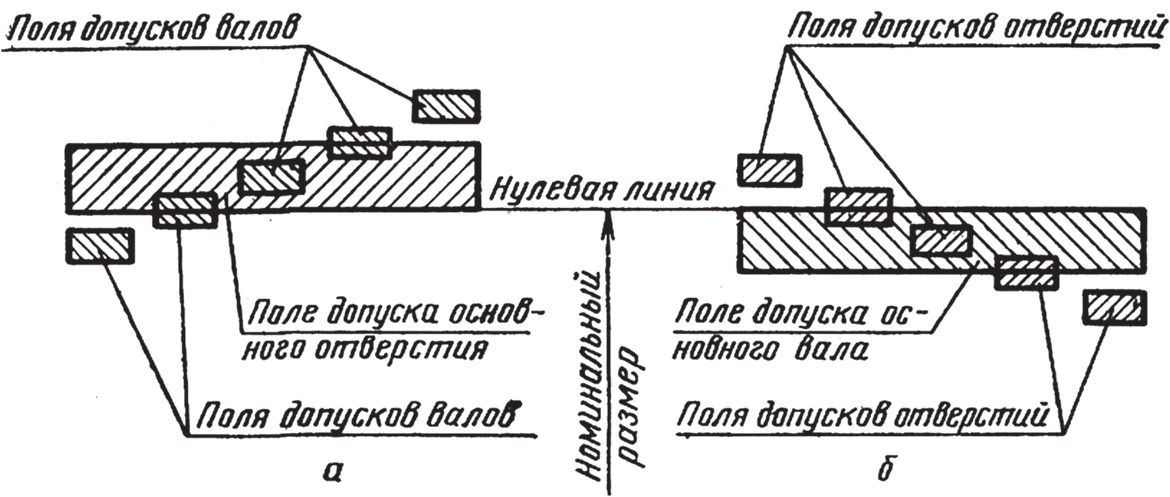
Рис. 3. Примеры посадок в системах: а — отверстия; б — вала
Посадки в системе отверстия – это посадки, у которых различные зазоры и натяги получаются соединением различных валов с основным отверстием. У основного отверстия нижнее отклонение равно нулю или наименьший предельный размер его совпадает с номинальным размером соединения, а верхнее зависит от квалитета.
Посадки в системе вала – это посадки, у которых различные зазоры и натяги получаются соединением различных отверстий с основным валом. У основного вала верхнее отклонение равно нулю или наибольший предельный размер совпадает с номинальным размером соединения, а нижнее зависит от квалитета.
2. Указание на чертежах допусков размеров
Прежде чем назначить предельные отклонения размерам на чертежах определяют характер соединения, возможности ремонта, условия эксплуатации и др.
Предельные размеры с помощью предельных отклонений указывают на чертежах с помощью таблиц несколькими способами:
- числовыми величинами (рис. 4, а), причем отклонение, равное нулю, опускается (рис. 4, д), а одинаковые по абсолютной величине, но противоположные по знаку отклонения указывают один раз со знаками ± (рис. 4, e);
- условными (символическими) обозначениями полей допусков и посадок согласно стандартам (рис. 4, г);
- символическими условными обозначениями полей допусков с указанием справа в скобках их числовых величин (рис. 4, ж).
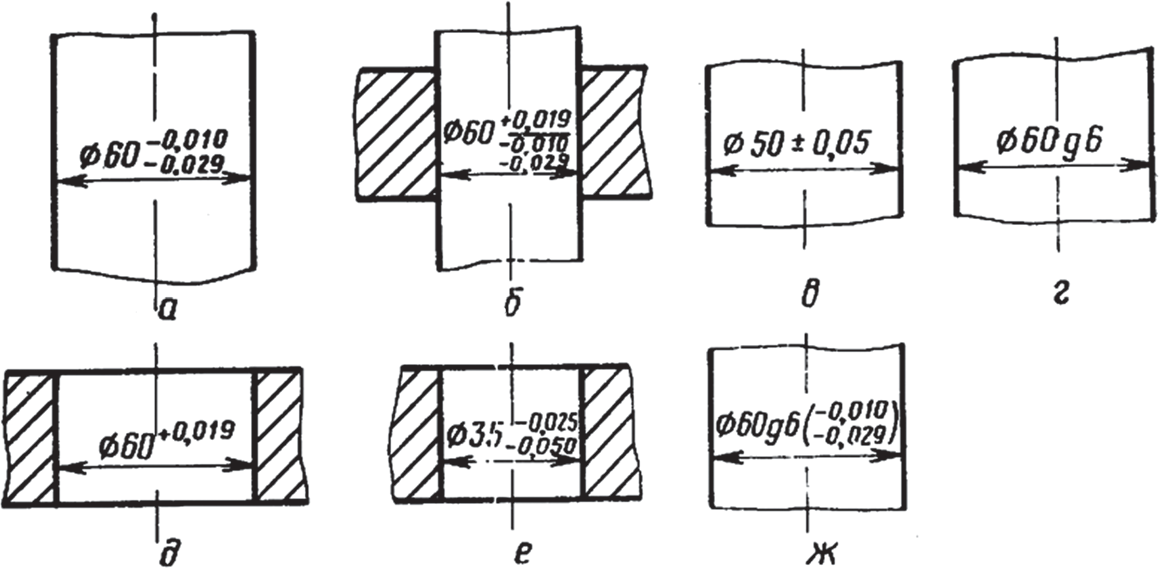
Рис. 4. Нанесение предельных (верхнего и нижнего) отклонений на чертежах
Предельные отклонения размеров деталей, изображенных на чертеже в сборе, указывают также одним из трех перечисленных способов в виде дроби: в числителе представляют предельные отклонения отверстия, в знаменателе — вала (рис. 4, б). На рис. 4, г символ g6 обозначает поле допуска, т.е. два отклонения: верхнее отклонение — 0,010 и нижнее — 0,029 мм. В обозначениях положительных предельных отклонений знак «+» опускать нельзя. Предельные отклонения записывают до последней значащей цифры включительно, выравнивая количество знаков в верхнем и нижнем отклонении добавлением нулей (рис. 4; а,б,е,ж).
Буквенный способ обозначения полей допуска предпочтителен в случае применения предельных калибров для измерения размеров на производстве, так как на калибрах, как правило, маркируются буквенные обозначения полей допусков контролируемых деталей.
Числовые обозначения удобнее при работе на универсальных металлообрабатывающих станках и при контроле изделий универсальными средствами измерений. Смешанные обозначения применяют при неопределенности вопроса о средствах контроля, которые будут использованы на производстве.
3. Допуски формы и расположения поверхностей деталей
В процессе механической обработки деталей под действием сил резания, а также в процессе эксплуатации машины под нагрузкой происходит деформация деталей. В результате нежесткости центров токарного станка или самой заготовки и других причин после обработки деталь может иметь бочкообразный, седлообразный или конусный профиль, т.е. иметь погрешность формы, или иметь радиальное биение наружной поверхности относительно линии центров, т.е. иметь погрешность расположения наружной поверхности относительно осевой линии.
В основу нормирования и систему отсчета отклонений формы и расположения поверхностей положен принцип прилегающих поверхностей и профилей, элементов, деталей, сборочных единиц (узлов).
Под элементом понимается поверхность (часть поверхности, плоскость симметрии нескольких поверхностей), профиль поверхности, линия пересечения двух поверхностей, ось поверхности или сечения (точка пересечения линии, линии и поверхности, центр окружности или сфера).
Различают следующие основные виды прилегающих поверхностей, плоскостей и профилей: номинальная (идеальная) поверхность, номинальная форма, которая задана чертежом или другой технической документацией, и реальная поверхность, ограничивающая деталь и отделяющая ее от окружающей среды.
Профиль — это линия пересечения поверхности с плоскостью или заданной поверхностью. Различают профили номинальной и реальной поверхностей. Прилегающая плоскость и прилегающая прямая — плоскость или прямая, соприкасающаяся с реальной поверхностью или профилем и расположенная вне материала детали так, чтобы отклонение от ее наиболее удаленной точки соответственно реальной поверхности или профиля в пределах нормируемого участка имело минимальное значение (рис. 5, а).
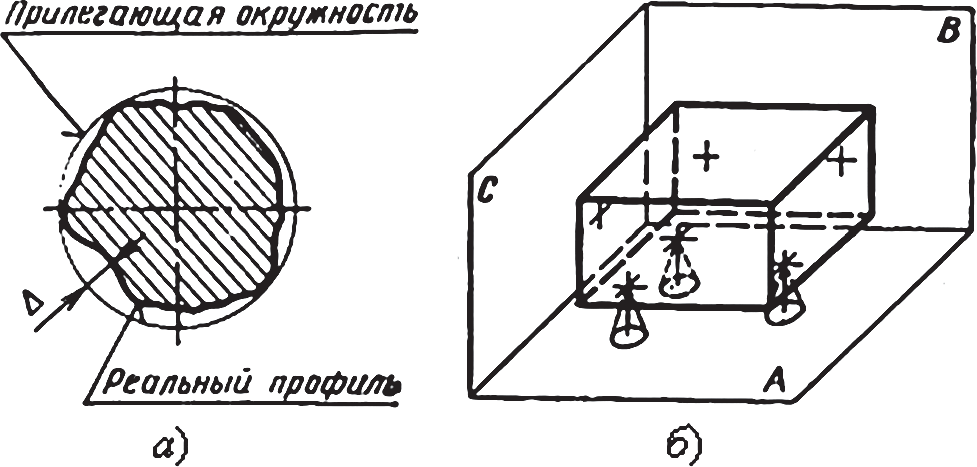
Рис. 5. Номинальные профиль и поверхности: а — прилегающая окружность; б — комплект баз
Нормируемый участок — это участок поверхности или линии, к которому относится допуск или отклонение формы или расположение элемента. Нормируемый участок должен задаваться размерами, определяющими его площадь, длину или угол сектора (в полярных координатах). Если нормируемый участок не задан, то допуск или отклонение формы или расположения должен относиться ко всей поверхности или длине рассматриваемого элемента.
Прилегающая окружность — это окружность минимального диаметра, описания вокруг реального профиля наружной поверхности вращения, или минимального диаметра, вписанная в реальный профиль внутренней поверхности вращения (рис. 5, а).
База — элемент детали (или выполняющее ту же функцию сочетание элементов), определяющий одну из плоскостей или осей системы координат, по отношению к которой задается допуск расположения или определяется отклонение расположения рассматриваемого элемента. Базами могут быть, например, базовая плоскость, базовая ось, базовая плоскость симметрии.
Комплект баз — совокупность двух или трех баз, образующих систему координат, по отношению к которой задается допуск расположения или определяется отклонение расположения рассматриваемого элемента. Базы, образующие комплект баз, различают в порядке убывания числа степеней свободы, лишаемых ими (например, на рис. 5, б база А лишает деталь трех степеней свободы, база В – двух, а база С – одной степени свободы).
Отклонение формы определяется как сумма абсолютных значений наибольших отклонений точки от реальной поверхности, расположенных по обе стороны от средней поверхности. Такой способ оценки получил применение в ряде современных измерительных средств. Разница между отклонениями формы, определенными относительно прилегающей и средней поверхности, практически незначительна.
К отклонениям и допускам формы относятся (рис. 6):
- отклонение от прямолинейности в плоскости и допуск. Частными видами отклонения от прямолинейности являются выпуклость и вогнутость;
- отклонение от прямолинейности оси (или линии) в пространстве и допуск (рис. 6; а, б);
- отклонение от плоскостности и допуск. Частными видами отклонений от плоскостности являются выпуклость и вогнутость (рис. 6; в, г);
- отклонение от круглости и допуск. Частными видами отклонений от круглости являются овальность и огранка (рис. 6; д, е);
- отклонение от цилиндричности и допуск;
- отклонение и допуск профиля продольного сечения цилиндрической поверхности. Частными видами отклонения профиля продольного сечения являются конусообразность, бочкообразность и седлообразность (рис. 6; ж, з, и).
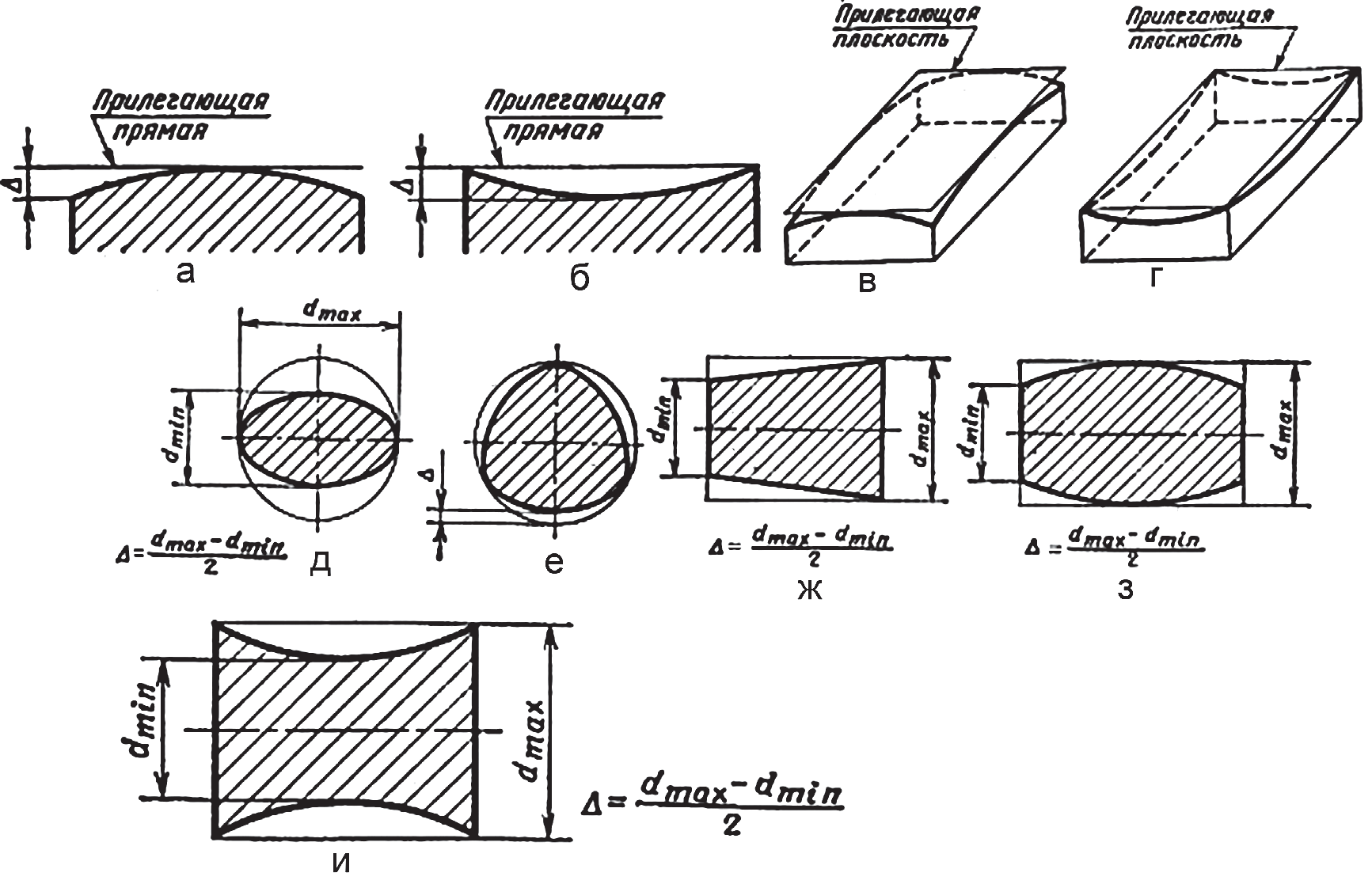
Рис. 6. Отклонения и допуски формы поверхностей изделия
Применять частные виды отклонений — выпуклость, вогнутость, огранку, овальность, конусообразность, бочкообразность, седлообразность для их нормирования следует лишь в обоснованных случаях, когда для обеспечения правильного функционирования изделия важно учитывать и характер отклонения формы.
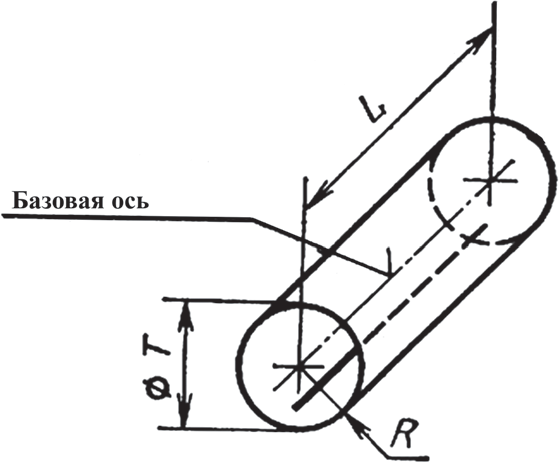
Рис. 7. Поле допуска на соосность
4. Отклонения и допуски расположения
В реальных поверхностях отклонения формы и расположения всегда сочетаются. В работе и при измерениях эти отклонения могут проявляться или раздельно, или совместно. Поэтому установлены собственно отклонения и допуски расположения, предполагающие исключение из рассмотрения отклонений формы путем замены реальных поверхностей прилегающими, и суммарные отклонения и допуски формы и расположения.
Отклонения расположения и допуски определяются относительно баз. Отклонения формы и расположения отдельных баз комплекта могут вызвать неоднозначную оценку геометрических отклонений других поверхностей. Поэтому при назначении комплекта баз важно задать последовательность их выбора, которая должна устанавливаться в порядке убывания числа степеней свободы детали, отнимаемых базами.
Введенный допуск на наклон позволяет нормировать отклонения от любого номинального угла (кроме 0 и 90°) методом, аналогичным методу нормирования допусков на параллельность и перпендикулярность, т.е. в линейной мере.
Допуски на соосность, симметричность, пересечение осей, позиционный допуск можно задавать либо предельным значением отклонения в радиусном выражении, либо диаметром (шириной) поля допуска, что соответствует удвоенному предельному отклонению (допуски в диаметральном выражении). Оба способа выражения допуска показаны на рис. 7 на примере поля допуска на соосность (Т — допуск в диаметральном, R = T/2 — допуск в радиальном выражении).
5. Указание на чертежах допусков точности деталей
На чертежах изделий, как правило, предпочтение отдается условным обозначениям допусков, а не текстовым записям (табл. 1). Записи рекомендуется в основном применять для текстовой документации или в случаях, когда вид допуска или базирования не может быть выражен условным обозначением.
Таблица 1. Условные обозначения допусков
| Группа допусков | Вид допуска | Знак |
| Допуск формы | Допуск прямолинейности | |
| Допуск плоскостности | ||
| Допуск круглости | ||
| Допуск цилиндричности |  |
|
| Допуск профиля продольного сечения | ||
| Допуск расположения | Допуск параллельности | |
| Допуск перпендикулярности | ||
| Допуск наклона | ||
| Допуск соосности |  |
|
| Допуск симметричности | ||
| Позиционный допуск | ||
| Допуск пересечения осей | ||
| Суммарные допуски формы и расположения | Допуск радиального биения Допуск торцового биения
Допуск биения в заданном направлении |
 |
| Допуск полного радиального биения
Допуск полного торцового биения |
 |
|
| Допуск формы заданного профиля | ||
| Допуск формы заданной поверхности |
Опыт применения условных обозначений показал, что они удобны, наглядны, упрощают оформление документации, позволяют избежать разнобоя в текстовых формулировках.
При условном обозначении данные о допусках формы и расположении поверхностей указывают в прямоугольной рамке, разделенной на две части и более (рис. 8), в которых помещают (слева направо): в первой — знак допуска по табл. 1, во второй — числовое значение допуска в миллиметрах, в третьей и последующих — буквенное обозначение базы (баз).

Рис. 8. Указание допусков
Перед числовым значением допуска, который можно задать в радиусном или диаметральном выражениях, должен проставляться символ, указывающий способ выражения. Для допусков в диаметральном выражении применяют символ ø при указании допусков соосности и прецизионных (если поле позиционного допуска круговое или цилиндрическое) — рис. 8, а или символ Т при указании допусков симметричности, пересечения осей, формы заданного профиля и заданной поверхности, позиционного допуска (если поле позиционного допуска ограничено двумя параллельными прямыми или плоскостями) — рис. 8, в. Символ ø применяют также при указании цилиндрических полей допусков прямолинейности, параллельности, перпендикулярности и наклона осей. Для допусков в радиусном выражении используют соответственно символы R или Т/2 (рис. 8; б, г).
Если поле допуска сферическое, пишется слово «сфера» и соответственно символы 0 или Р (рис. 8, д).
Существует правило базирования и указания баз в машиностроении. Буквенные обозначения каждого базового элемента вносятся слева направо в отдельное поле рамки (третье, четвертое и т.д.) в порядке убывания числа степеней свободы детали (например, на рис. 9, а база А лишает деталь трех, база В — двух, а база С — одной степени свободы).
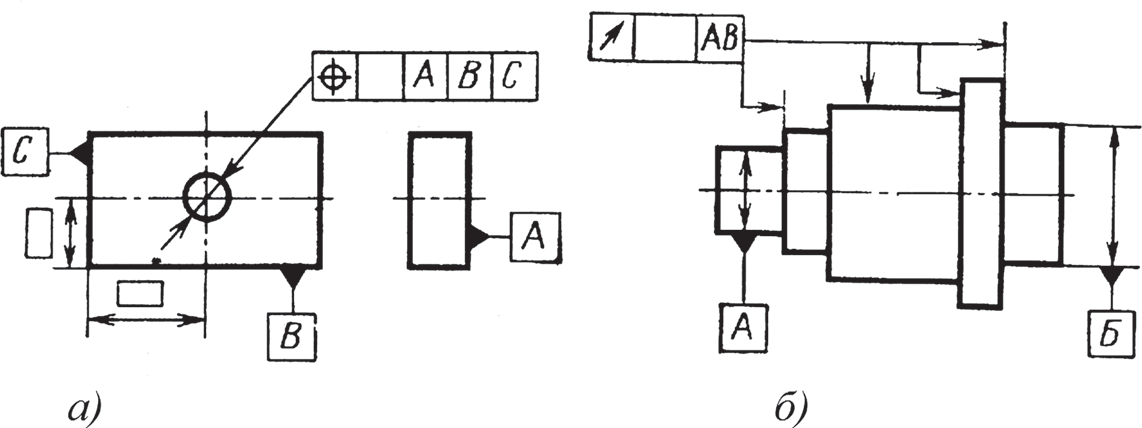
Рис. 9. Обозначение баз: а — буквенное; б — объединенных баз
Если же два или несколько элементов образуют объединенную базу и их последовательность не имеет значения (например, они образуют общую ось), то их буквенные обозначения вписывают вместе в третье поле рамки (рис. 9, б).
Суммарные допуски формы и расположения поверхностей, для которых не установлены отдельные графические знаки, обозначают знаками составных допусков в такой последовательности: знак допуска расположения, знак допуска формы. Например, рис. 10, а — знак суммарного допуска перпендикулярности и плоскостности поверхности относительно основания 0,02 мм, рис. 10, б — знак суммарного допуска наклона и плоскостности поверхности относительно основания 0,05 мм.
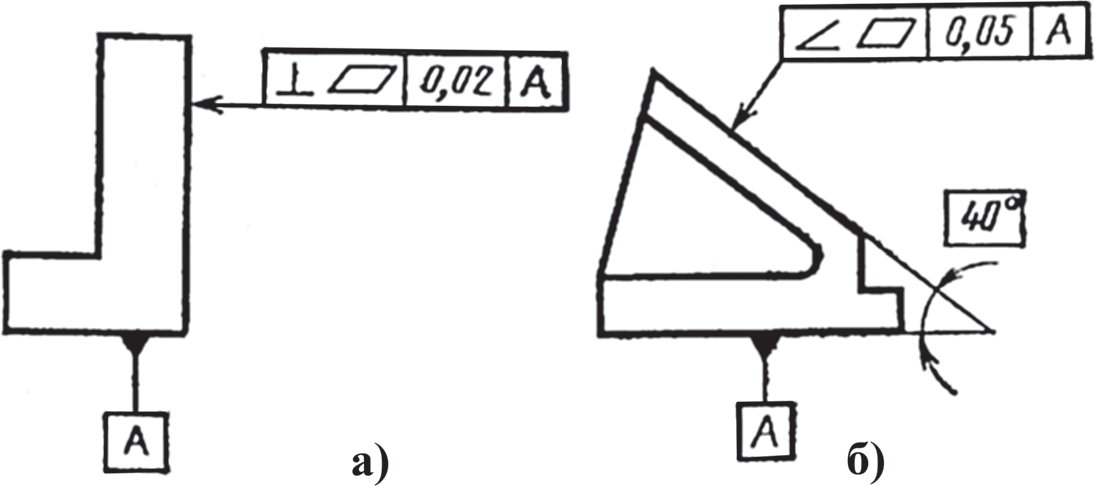
Рис. 10. Суммарные допуски
Отклонения размеров и других параметров готовой детали от указанных в чертеже определяют погрешность обработки, величина которой должна находиться в пределах допуска.
Погрешности подразделяют на систематические и случайные. К систематическим относятся погрешности, которые при обработке партии деталей повторяются на каждой детали. Систематические погрешности по величине больше случайных и определяют точность обрабатываемой детали.
Основными причинами систематических погрешностей обработки являются:
- неточность станка (например, непрямолинейность направляющих станины или неперпендикулярность направляющих оси шпинделя, неточность изготовления шпинделя и его опор и т.д.);
- деформация сборочных единиц (узлов) и деталей станка под действием сил резания и нагрева в процессе работы;
- неточность изготовления режущих инструментов, приспособлений и их износ;
- деформация инструментов и приспособлений под действием сил резания и нагрева в процессе обработки;
- погрешности установки и базирования заготовки на станке;
- деформация обрабатываемой заготовки под действием сил резания и зажима, а также из-за нагрева в процессе обработки;
- погрешности, возникающие при установке инструментов и их настройке на размер;
- погрешности в процессе измерения, вызываемые неточностью измерительных инструментов и приборов, их износом и деформациями, а также ошибкой рабочего при оценке показаний измерительных устройств.
Причины, вызывающие систематические погрешности, можно установить и устранить.
К случайным, непредвиденным относятся погрешности, возникающие вследствие случайных упругих деформаций заготовки, станка, приспособления и режущего инструмента (например, из-за неоднородности обрабатываемого материала).
Обновлено: 29.05.2023
2. Порядок определения размеров для элементарной поверхности. Из чертежа детали берут и заносят в расчетную карту (см. примеры расчета стр. 193> для конечного перехода наименьший для наружных (или наибольший для внутренних) поверхностей размер. Для переходов обработки наружных поверхностей наименьший размер рассчитывают прибавлением к наименьшему предельному размеру по чертежу припуска zmin. При обработке внутренних поверхностей расчетным размером является наибольший размер. Размер на предшествующем переходе определяют путем вычитания zmin.
Наименьшие (наибольшие) предельные размеры по всем технологическим переходам округляют увеличением (уменьшением) их до того же знака десятичной дроби, с каким дан допуск на размер для каждого перехода. Наибольшие (наименьшие) предельные размеры определяют прибавлением (вычитанием) допуска к округленному наименьшему (из округленного наибольшего) предельному размеру. Находят фактические предельные значения припусков zmax как разность наибольших (наименьших) предельных размеров и zmin как разность наименьших (наибольших) предельных размеров предшествующего и выполняемого переходов (выполняемого и предшествующего переходов).
Общие припуски z0max и zGmin определяют как сумму промежуточных припусков на обработку.
Правильность проведенных расчетов проверяют по формулам
Z i max ~ Z i min = ^f — 1 — (^3)
Z 0 max — z 0 min = T-i ~ Гл, (25)
При необходимости находят номинальные размеры: для наружных поверхностей номинальный размер заготовки равен наибольшему размеру, т. е. а = amax; на чертеже указывают «max — для внутренних поверхностей номинальный размер заготовки равен наименьшему размеру, т. е. a = amin; на чертеже указывают amin + Т. Если допуск расположен симметрично относительно номинального размера, го
На чертеже указывают а ±
Трудоемкость вычислительных работ при определении припусков и промежуточных размеров снижается при применении ЭВМ. Методика расчета припусков и промежуточных размеров с использованием ЭВМ базируется на аналитических зависимостях и справочных данных.
Для обеспечения автоматизации расчетов по этим зависимостях разрабатывают алгоритмы применительно к определенному классу деталей (валы, рычаги, корпусные детали и др.).
Классом называют совокупность деталей, характеризуемых общностью технологических задач, решаемых в условиях определенной конфигурации этих деталей.
Классификация деталей машин должна разрабатываться до стадии создания алгоритмов по отраслям машиностроения соответственно применяемым в них деталям и особенностям их производства. В качестве исходной информации о детали используют: чертежи детали с техническими требованиями; метод получения детали, точность и качество поверхности заготовки; базы и тип приспособления; технологические маршруты обработки элементарных поверхностей; вид и место термической обработки в структуре технологического процесса обработки элементарной поверхности. Построение алгоритма сводится к следующим основным этапам.
1. Определяют составляющие элементы минимального припуска Af_, и е, где (i — 1) относится к элементу, полученному на смежном предшествующем технологическом переходе, a i — к выполняемому переходу.
2. Рассчитывают: минимальный припуск; максимальные и номинальные припуски на переходы и общие на весь технологический процесс обработки поверхностей; минимальные и максимальные размеры, определяющие положение обрабатываемых поверхностей по технологическим переходам, и размеры заготовки.
Значения составляющих минимальных припусков должны быть систематизированы и приведены к табличной форме, удобной для использования при машинном счете. Преимущества автоматизированного способа расчета припусков и промежуточных размеров состоят в одноразовой разработке алгоритма и программы для деталей данного класса и ее многократном использовании для всего многообразия деталей данного класса. Расчет припусков для очередной детали каждый раз
обусловлен лишь новым содержанием исходной информации. Расчет припусков и промежуточных размеров на ЭВМ может быть как самостоятельным, так и являться одним из этапов автоматического проектирования технологических процессов обработки деталей любых классов.

Рис. 3. Схемы для определения отклонения расположения отверстия при обработке его в отливке с базированием на плоскость (а) и отклонения расположения плоскости с базированием отливки по отверстию (б)
2. Порядок определения размеров для элементарной поверхности. Из чертежа детали берут и заносят в расчетную карту (см. примеры расчета стр. 193> для конечного перехода наименьший для наружных (или наибольший для внутренних) поверхностей размер. Для переходов обработки наружных поверхностей наименьший размер рассчитывают прибавлением к наименьшему предельному размеру по чертежу припуска zmin. При обработке внутренних поверхностей расчетным размером является наибольший размер. Размер на предшествующем переходе определяют путем вычитания zmin.
Наименьшие (наибольшие) предельные размеры по всем технологическим переходам округляют увеличением (уменьшением) их до того же знака десятичной дроби, с каким дан допуск на размер для каждого перехода. Наибольшие (наименьшие) предельные размеры определяют прибавлением (вычитанием) допуска к округленному наименьшему (из округленного наибольшего) предельному размеру. Находят фактические предельные значения припусков zmax как разность наибольших (наименьших) предельных размеров и zmin как разность наименьших (наибольших) предельных размеров предшествующего и выполняемого переходов (выполняемого и предшествующего переходов).
Общие припуски z0max и zGmin определяют как сумму промежуточных припусков на обработку.
Правильность проведенных расчетов проверяют по формулам
Z i max ~ Z i min = ^f — 1 — (^3)
Z 0 max — z 0 min = T-i ~ Гл, (25)
При необходимости находят номинальные размеры: для наружных поверхностей номинальный размер заготовки равен наибольшему размеру, т. е. а = amax; на чертеже указывают «max — для внутренних поверхностей номинальный размер заготовки равен наименьшему размеру, т. е. a = amin; на чертеже указывают amin + Т. Если допуск расположен симметрично относительно номинального размера, го
На чертеже указывают а ±
Трудоемкость вычислительных работ при определении припусков и промежуточных размеров снижается при применении ЭВМ. Методика расчета припусков и промежуточных размеров с использованием ЭВМ базируется на аналитических зависимостях и справочных данных.
Для обеспечения автоматизации расчетов по этим зависимостях разрабатывают алгоритмы применительно к определенному классу деталей (валы, рычаги, корпусные детали и др.).
Классом называют совокупность деталей, характеризуемых общностью технологических задач, решаемых в условиях определенной конфигурации этих деталей.
Классификация деталей машин должна разрабатываться до стадии создания алгоритмов по отраслям машиностроения соответственно применяемым в них деталям и особенностям их производства. В качестве исходной информации о детали используют: чертежи детали с техническими требованиями; метод получения детали, точность и качество поверхности заготовки; базы и тип приспособления; технологические маршруты обработки элементарных поверхностей; вид и место термической обработки в структуре технологического процесса обработки элементарной поверхности. Построение алгоритма сводится к следующим основным этапам.
1. Определяют составляющие элементы минимального припуска Af_, и е, где (i — 1) относится к элементу, полученному на смежном предшествующем технологическом переходе, a i — к выполняемому переходу.
2. Рассчитывают: минимальный припуск; максимальные и номинальные припуски на переходы и общие на весь технологический процесс обработки поверхностей; минимальные и максимальные размеры, определяющие положение обрабатываемых поверхностей по технологическим переходам, и размеры заготовки.
Значения составляющих минимальных припусков должны быть систематизированы и приведены к табличной форме, удобной для использования при машинном счете. Преимущества автоматизированного способа расчета припусков и промежуточных размеров состоят в одноразовой разработке алгоритма и программы для деталей данного класса и ее многократном использовании для всего многообразия деталей данного класса. Расчет припусков для очередной детали каждый раз
обусловлен лишь новым содержанием исходной информации. Расчет припусков и промежуточных размеров на ЭВМ может быть как самостоятельным, так и являться одним из этапов автоматического проектирования технологических процессов обработки деталей любых классов.
Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.


Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.

Папиллярные узоры пальцев рук — маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.
Слово термин происходит от латинского слова terminus, что значит предел граница.
Размер – числовое значение линейной величины в выбранных единицах измерения.
Действительный размер – размер элемента, установленный измерением с допускаемой погрешностью.
Номинальные и предельные размеры
Предельные размеры – два предельно допустимых размера элемента, между которыми должен находиться (или которым может быть равен) действительный размер.
Наибольший предельный размер – наибольший допустимый размер элемента.
Наименьший предельный размер – наименьший допустимый размер элемента.
Номинальный размер – размер, относительно которого определяются отклонения.
Отклонение – арифметическая разность между размером и соответствующим номинальным размером.
Действительное отклонение – арифметическая разность между действительным и соответствующим номинальным размерами.
Предельное отклонение – арифметическая разность между предельным и соответствующим номинальным размерами. Различают верхнее и нижнее предельные отклонения.
Нулевая линия – линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении полей допусков и посадок. Если нулевая линия расположена горизонтально, то положительные отклонения откладываются вверх от нее, а отрицательные – вниз.
Верхнее отклонение ES, es – арифметическая разность между наибольшим предельным и соответствующим номинальным размерами.
Нижнее отклонение EI, ei – арифметическая разность между наименьшим предельным и соответствующим номинальным размерами.
Основное отклонение – одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. В данной системе допусков и посадок основным является отклонение, ближайшее к нулевой линии.
Поля допусков и посадок
Допуск – Т – англ.tolerance – разность между наибольшим и наименьшим предельными размерами или разность между верхним и нижним отклонениями.
Стандартный допуск – IT – англ. Internal tolerance – любой из допусков, устанавливаемых данной системой допусков и посадок.
Поле допуска – поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии .
i – единица допуска для номинальных размеров до 500 мм ,
I – единица допуска для номинальных размеров свыше 500 мм .
Квалитет – лат. qualitas – качество – совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров.
Единица допуска i, I – множитель в формулах допусков, являющийся функцией номинального размера и служащий для определения числового значения допуска.
Вал – термин, условно применяемый для обозначений наружных элементов деталей, включая и нецилиндрические элементы.
Отверстие – термин, условно применяемый для обозначения внутренних элементов деталей, включая и нецилиндрические элементы.
Основной вал – вал, верхнее отклонение которого равно нулю.
Основное отверстие – отверстие, нижнее отклонение которого равно нулю.
Предел максимума материала – термин, относящийся к тому из предельных размеров, которому соответствует наибольший объем материала, т.е. наибольшему предельному размеру вала или наименьшему предельному размеру отверстия. Примечание. Применявшийся ранее термин «проходной предел» использовать не рекомендуется.
Предел минимума материала – термин, относящийся к тому из предельных размеров, которому соответствует наименьший объем материала, т.е. наименьшему предельному размеру вала или наибольшему предельному размеру отверстия. Примечание. Применявшийся ранее термин «непроходной предел» использовать не рекомендуется.
Посадка – характер соединения двух деталей, определяемый разностью их размеров до сборки.
Номинальный размер посадки – номинальный размер, общий для отверстия и вала, составляющих соединение.
Допуск посадки – сумма допусков отверстия и вала, составляющих соединение.
Зазор – разность между размерами отверстия и вала до сборки, если размер отверстия больше размера вала.
Зазор между отверстием и валом
Натяг – разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия.
Натяг между отверстием и валом
Посадка с зазором – посадка, при которой всегда образуется зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено над полем допуска вала.
Посадка с натягом – посадка, при которой всегда образуется натяг в соединении, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала.
Переходная посадка – посадка, при которой возможно получение как зазора, так и натяга в соединении, в зависимости от действительных размеров отверстия и вала. При графическом изображении поля допусков отверстия и вала перекрываются полностью или частично.
Наименьший зазор – разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала в посадке с зазором.
Наибольший зазор – разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала в посадке с зазором или в переходной посадке.
Наименьший натяг – разность между наименьшим предельным размером вала и наибольшим предельным размером отверстия до сборки в посадке с натягом.
Наибольший натяг – разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия до сборки в посадке с натягом или в переходной посадке.
Посадки в системе отверстия – посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия.
Посадки в системе вала – посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала.
Свидетельство и скидка на обучение каждому участнику
Зарегистрироваться 15–17 марта 2022 г.

Описание презентации по отдельным слайдам:
Предельные отклонения на размеры деталей. 7 класс

Ты узнаешь о предельных отклонениях на размеры деталей, о посадках, об обозначении отклонений на чертеже. Научишься определять вид соединения и величину допуска. Сможешь определить уровень усвоения материала.

В условиях массового производства важно обеспечить взаимозаменяемость одинаковых деталей. Взаимозаменяемость позволяет заменить сломавшуюся во время работы механизма деталь запасной. Новая деталь должна по своим размерам и форме точно соответствовать заменяемой.

Поверхности, по которым соединяются детали, называют сопрягаемыми. В соединении двух деталей, входящих одна в другую, различают охватывающую поверхность и охватываемую. Наиболее распространены в машиностроении соединения с цилиндрическими и плоскими параллельными поверхностями.

В цилиндрическом соединении поверхность отверстия охватывает поверхность вала (рис. 1). Охватывающую поверхность принято называть отверстие, охватываемую – вал. Эти же термины отверстие и вал условно применяют и для обозначения любых других нецилиндрических охватывающих и охватываемых поверхностей (рис. 2).


Основным условием взаимозаменяемости является изготовление детали с определенной точностью. Какой должна быть точность изготовления детали, указывают на чертежах допустимыми предельными отклонениями размера.

Размер – числовое значение линейной величины (диаметра, длины и т. д.). Действительным называют размер, установленный измерением с допустимой погрешностью.


Для деталей, составляющих соединение (вал и отверстие), номинальный размер является общим. Буквой D обозначается номинальный размер отверстия. Буквой d обозначается номинальный размер вала.

Требуемый размер не может быть выдержан в производстве абсолютно точно. На него влияет износ оборудования, квалификация рабочего и др. Поэтому вводится понятие действительного размера. Действительный размер (в соответствии с Г ОСТ 25346- 89) — это размер, установленный измерением.

Но действительный размер сам может находиться в каких-то пределах, для чего назначаются предельные размеры. Предельные размеры — два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер.

Больший из двух предельных размеров называется наибольшим предельным размером — D(d)max меньший — наименьшим предельным размером — D(d)min Сравнение действительного размера с предельным дает возможность судить о годности детали. Условие годности детали: D(d) max ≥ D(d) ≥ D(d) min

Предельные размеры наиболее удобно задавать в виде величины отклонения от номинального размера. Отклонение – алгебраическая разность между размером (действительным, предельным и т. д.) и соответствующим номинальным размером.

Верхним отклонением называется алгебраическая разность между наибольшим предельным и номинальным размерами. для отверстия ES = Dmax – D для вала es = dmax – d

Нижним отклонением называется алгебраическая разность между наименьшим и номинальным размерами. для отверстия EI = Dmin – D для вала ei = dmin – d

На чертежах предельные отклонения проставляют в миллиметрах более мелким шрифтом, причем верхнее отклонение — выше, а нижнее — ниже определяемого или номинального размера:


Отклонение равное нулю на чертежах не ставят . В этом случае проставляют только одно отклонение, каждое на своем месте.

Допуск размера – разность между наибольшим и наименьшим предельными размерами или абсолютная величина алгебраической разности между верхним и нижним отклонениями: — для отверстия TD = Dmax – Dmin= ES – EI; — для вала Td = dmax – dmin = es – ei. Допуск является мерой точности размера. Другими словами, допуск — это официально разрешенная погрешность. Чем меньше допуск, тем выше требуемая точность детали.


При этом отклонение может быть как положительным, так и отрицательным, в то время как допуск всегда величина положительная. Поэтому перед допуском знак не ставится, в то время как он всегда ставится перед отклонениями.


Посадка с зазором – посадка, при которой всегда обеспечивается зазор в соединении. Зазором называют разность размеров отверстия D и вала d, если размер отверстия больше размера вала (D ˃ d). Зазор обеспечивает свободное перемещение (вращение) вала в отверстии. Поэтому посадки с зазором называют подвижными посадками. Чем больше зазор, тем больше свобода в перемещении. Однако в действительности при конструировании машин с подвижными посадками выбирают такой зазор, при котором будет минимальным коэффициент трения вала и отверстия.


Посадка с натягом – посадка, при которой всегда обеспечивается натяг в соединении. Для этих посадок диаметр отверстия D меньше диаметра вала d (D ˂ d ). Реально осуществить это соединение можно под прессом, при нагреве охватывающей детали (отверстия) и (или) охлаждении охватываемой (вала). Посадки с натягом называют неподвижными посадками, так как взаимное перемещение соединяемых деталей исключено.


Переходные посадки Переходными эти посадки названы потому, что до сборки вала и отверстия нельзя сказать, что будет в соединении – зазор или натяг. Это означает, что в переходных посадках диаметр отверстия D может быть меньше, больше или равен диаметру вала d.





Реши задачу №1 Дано: d= 30 D= 30 Вал изготовлен с наибольшим допуском, отверстие изготовлено с наименьшим допуском. Определите вид соединения и величину допуска.

Реши задачу №2 Дано: d= 40 D= 40 Вал изготовлен с наибольшим допуском, отверстие изготовлено с наибольшим допуском. Определите вид соединения и величину допуска.

Реши задачу №3 Дано: d= 50 D= 50 Вал изготовлен с наименьшим допуском, отверстие изготовлено с наибольшим допуском. Определите вид соединения и величину допуска.

Реши задачу №4 Дано: d= 60 D= 60 Вал изготовлен с наибольшим допуском, отверстие изготовлено с наименьшим допуском. Определите вид соединения и величину допуска.


Краткое описание документа:
В презентации «Предельные отклонения на размеры деталей.» 7 класс представлен материал о предельных отклонениях на размеры деталей и их условных обозначениях, о посадках, об обозначении отклонений на чертеже, определение вида соединения и величины допуска. Интерактивный урок и тест по этой теме представлен в библиотеке МЭШ.
- подготовка к ЕГЭ/ОГЭ и ВПР
- по всем предметам 1-11 классов
Курс повышения квалификации
Дистанционное обучение как современный формат преподавания

Курс профессиональной переподготовки
Технология: теория и методика преподавания в образовательной организации
Курс повышения квалификации
Педагогическая деятельность в контексте профессионального стандарта педагога и ФГОС
- Для учеников 1-11 классов и дошкольников
- Бесплатные сертификаты учителям и участникам
Дистанционные курсы для педагогов
Найдите материал к любому уроку, указав свой предмет (категорию), класс, учебник и тему:
5 612 837 материалов в базе
Материал подходит для УМК
- ЗП до 91 000 руб.
- Гибкий график
- Удаленная работа
Самые массовые международные дистанционные
Школьные Инфоконкурсы 2022
Свидетельство и скидка на обучение каждому участнику
Другие материалы
Вам будут интересны эти курсы:
Оставьте свой комментарий
- 08.10.2018 3183
- PPTX 639.2 кбайт
- 256 скачиваний
- Рейтинг: 5 из 5
- Оцените материал:
Настоящий материал опубликован пользователем Малышева Елена Викторовна. Инфоурок является информационным посредником и предоставляет пользователям возможность размещать на сайте методические материалы. Всю ответственность за опубликованные материалы, содержащиеся в них сведения, а также за соблюдение авторских прав несут пользователи, загрузившие материал на сайт
Если Вы считаете, что материал нарушает авторские права либо по каким-то другим причинам должен быть удален с сайта, Вы можете оставить жалобу на материал.
Автор материала
40%
- Подготовка к ЕГЭ/ОГЭ и ВПР
- Для учеников 1-11 классов
Московский институт профессиональной
переподготовки и повышения
квалификации педагогов
Дистанционные курсы
для педагогов
663 курса от 690 рублей
Выбрать курс со скидкой
Выдаём документы
установленного образца!
Учителя о ЕГЭ: секреты успешной подготовки
Время чтения: 11 минут
В Россию приехали 10 тысяч детей из Луганской и Донецкой Народных республик
Время чтения: 2 минуты
Новые курсы: преподавание блогинга и архитектуры, подготовка аспирантов и другие
Время чтения: 16 минут
Рособрнадзор предложил дать возможность детям из ДНР и ЛНР поступать в вузы без сдачи ЕГЭ
Время чтения: 1 минута
Минтруд предложил упростить направление маткапитала на образование
Время чтения: 1 минута
Отчисленные за рубежом студенты смогут бесплатно учиться в России
Время чтения: 1 минута
Онлайн-тренинг: нейрогимнастика для успешной учёбы и комфортной жизни
Время чтения: 2 минуты
Подарочные сертификаты
Ответственность за разрешение любых спорных моментов, касающихся самих материалов и их содержания, берут на себя пользователи, разместившие материал на сайте. Однако администрация сайта готова оказать всяческую поддержку в решении любых вопросов, связанных с работой и содержанием сайта. Если Вы заметили, что на данном сайте незаконно используются материалы, сообщите об этом администрации сайта через форму обратной связи.
Все материалы, размещенные на сайте, созданы авторами сайта либо размещены пользователями сайта и представлены на сайте исключительно для ознакомления. Авторские права на материалы принадлежат их законным авторам. Частичное или полное копирование материалов сайта без письменного разрешения администрации сайта запрещено! Мнение администрации может не совпадать с точкой зрения авторов.
В мастерской изготовили 10 болтов одинаковой длины. При измерении длины болтов миллиметровой линейкой установили, что она одинакова. Когда же измерили длину этих же болтов штангенциркулем ШЦ-I, у которого точность измерения до 0,1 мм, выявили разницу в размерах этих болтов, выраженную несколькими десятыми долями миллиметра.
Если после тщательной подгонки измерить длину болтов штангенциркулем ШЦ-II, у которого точность отсчета 0,05 мм, вновь обнаружим разницу в размерах, но уже в сотых долях миллиметра.
Практически нельзя обеспечить точное совпадение размеров одинаковых деталей без отклонений. Поэтому для каждого изделия в зависимости от назначения устанавливают определенное отклонение.
Размер, полученный в результате измерения изготовленной детали, называется действительным.
Действительные размеры, полученные при измерении

а — линейкой; б — штангенциркулем.
Основной размер, указанный на чертеже и обозначенный целым числом, называется номинальным.
Действительный размер готовой детали всегда больше или меньше номинального.
 |
Графическое изображение размеров |
Разность между действительным и номинальным размерами называется отклонением.
В нашем примере оно составляет 0,2 мм.
30,2 мм (действительный размер) — (минус) 30 мм = 0,2 мм (номинальный (отклонение) размер)
 |
Условное обозначение отклонений |
Пусть на чертеже указаны номинальный размер (60 мм) детали, действительный размер с верхним отклонением +0,4 мм, с нижним отклонением — 0,5 мм. На чертеже такой размер указывают 60 +0,4 -0,5.
По таким данным чертежа, наибольший предельный размер 60,4 мм. Пригодна деталь с размерами: 60,1 мм, 60,2 мм, 60,3 мм, 60,4 мм. Деталь с размером 60,5 мм не соответствует заданным условиям чертежа. Наименьший предельный размер 59,5 мм.
 |
Предельные отклонения размеров |
Допуск — это разность между наибольшим и наименьшим предельными размерами.
 |
Графическое изображение допуска |
В нашем случае допуск составляет 0,9 мм.
60,4 мм (наибольший предельный размер) — (минус) 59,5 мм = 0,9 мм (наименьший предельный размер) (разность) .
Если верхнее и нижнее отклонения одинаковы, на чертеже размер указывают так: 45±0,2.
Наибольший предельный размер 45,2 мм.
Наименьший предельный размер 44,8 мм, а допуск составит 0,4 мм.
Вы познакомились с основными понятиями о допусках.
Выдержать допуски особенно необходимо при изготовлении деталей, поверхности которых должны соединяться (сопрягаться), например шпонка и паз на валу, шпиндель и втулка сверлильного станка.
Вопросы
- Какой размер считают действительным?
- На чертеже проставлен размер 76 +0,5 -0,1. Какой из этих размеров номинальный?
- Назовите размеры и их величины, если на чертеже проставлено 64 +0,4 -0,2.
- Чему равно отклонение, если действительный размер 44,4 мм, а номинальный 44 мм.
- На чертеже проставлен размер 60 +0,2 -0,1. Чему равен допуск?
- Что такое допуск?
Задание
Определите размеры и допуски на обработку стойки и хомутика разметочного рейсмуса.
Оборудование: миллиметровая линейка, кронциркуль, штангенциркуль, чертежи деталей данных изделий.
Порядок выполнения
Основные понятия о точности
Точность изготовления деталей определяется тем, насколько каждый действительный (измеренный) размер отличается от расчетного (номинального) размера, указанного на чертеже. В машиностроении установлены определенные допуски и точность изготовления деталей.
В зависимости от величины допусков приняты 10 классов точности. Чем меньше допустимые отклонения, тем выше класс точности.
- 1-й (первый) класс — самый точный, применяют при обработке точных деталей, измерительных инструментов, приборов.
- 2-й, 2-а (вторые) классы точности используют при изготовлении деталей металлорежущих станков (например, ответственные детали токарных, сверлильных, фрезерных станков, детали двигателей автомобилей и тракторов).
- 3-й, 3-а (третьи) классы точности широко применяют в машиностроении.
- 4-й (четвертый) класс точности используют при изготовлении сельскохозяйственных машин.
- 5-й (пятый) класс точности предназначен для сопрягаемых деталей, к которым предъявляют невысокие требования (например, детали шарнирных петель).
- 7, 8 и 9-й (седьмой, восьмой и девятый) классы точности применяют при установлении допусков на размеры поковок, отливок, проката.
Вопросы
- Сколько классов точности в машиностроении?
- К какому классу точности относятся детали токарных и сверлильных станков?
- По какому классу точности изготовляют штангенциркули?
Читайте также:
- Как складывались отношения ссср с союзными странами 1950 1960 кратко
- Что такое хорошо и что такое плохо консультация для родителей в детском саду
- Какие основные методы познания используемые в химии вам известны кратко опишите их
- Что такое добро своими словами кратко
- Что такое терпугом кратко