Дата публикации: 27.09.2020 20:47
Глубина резьбы.
При выборе правильного метчика, помимо типа материала, важную роль играет и тип отверстия. Две характеристики определяют тип отверстия резьбы: глубина отверстия и тип отверстия (сквозное отверстие или глухое отверстие).
Тип отверстия чаще всего определяется технической задачей по нарезке резьбы и, как правило, не изменяется. В принципе, при сквозном отверстии считается, что стружка может быть сброшена вниз. Здесь предлагается метчик со стружколомом. При глухом отверстии стружку выходит вверх. Здесь применяются метчики со спиральной канавкой. Читайте также нашу статью: канавки для резьбовых сверл.

Глубина резьбы и длина метчика.
Важна и длина завинчивания для качества резьбового соединения, но здесь, как это часто бывает: меньше да больше. Резьба глубиной 2 x d или вообще больше 3 x d, нужно всегда следить за нарезанием резьбы, так как это большая длина резьбы.
Глубины резьбы больше 3 x d вы должны избегать вообще. До 3 x d вы можете прибегнуть к правостороннему метчику, который имеет геометрию левосторонней канавки 15 градусов (LSP).
Возможно, метчик с прямой канавкой с формой D также работает при нарезании резьбы глубиной на 3-5 диаметров, если отверстие просверлено на диаметр резьбы больше, чем глубина резьбы.

В заключение еще несколько советов для хорошего сверления отверстия:
Чем короче сверло, тем лучше результат. Вот наша рекомендация:
Тип сверла в соответствии с Din — цилиндрическая глубина отверстия:
DIN 1897 3 x d
DIN 338 5 x d
DIN 340 10 x d
И, пожалуйста, обратите внимание на следующее:
— стабильное, постоянное усилие;
— правильная подача;
— рекомендованная скорость резания;
— достаточная подача охлаждающей жидкости.
Метрическая резьба наиболее широко используется сегодня. Она доступна как в грубой (крупной), так и в тонкой (мелкой) резьбе в широком диапазоне материалов и размеров. Есть, конечно, положительные и отрицательные стороны тонкой метрической нити и грубой метрической нити.
Что такое метрическая резьба
Тонкие метрические резьбы более восприимчивы к истиранию. Они нуждаются в длинных зацеплениях и менее подходят для высокоскоростной сборки. Тонкие нити могут легче проникать в твердые материалы, требуют меньшего крутящего момента и имеют небольшую тенденцию к ослаблению. Они также прочнее, чем грубая нить, и допускают более тонкие регулировки из-за их меньшего шага. Грубые резьбы имеют больший шаг и проще в использовании, чем мелкорезьбовые крепежные детали, и они предназначены для большинства применений.
Метрические резьбы состоят из симметричной V-образной резьбы. В плоскости оси резьбы фланцы V имеют угол 60° друг к другу. Глубина резьбы составляет 0,614 × шаг.
Угол резьбы — это угол, образованный пересечением двух сторон резьбового паза. Глубина — это расстояние между гребнем и корнем нити, измеренное перпендикулярно оси. Угол опережения — это угол спирали нити, основанный на расстоянии опережения. Одиночная начальная нить имеет расстояние вывода, равное ее шагу, и в свою очередь имеет относительно небольшой угол вывода. Многозаходные резьбы имеют большее расстояние вывода и, следовательно, больший угол вывода.

Особенности метрической резьбы
Винтовые резьбы выполняют три основные функции в механических системах:
- обеспечивают зажимное усилие;
- ограничивают или контролируют движение;
- передают мощность.
Геометрически винтовая резьба представляет собой спиральную наклонную плоскость. Спираль — это кривая, определяемая перемещением точки с равномерной угловой и линейной скоростью вокруг оси. Расстояние, на которое точка перемещается линейно (параллельно оси) за один оборот, называется шагом.
Термин «внутренняя резьба» относится к резьбе, вырезанной в боковой стенке существующего отверстия. Наружная резьба свернута в наружную цилиндрическую поверхность крепежа или шпильки. Размер, наиболее часто ассоциируемый с резьбой винта, — это номинальный диаметр. Например, болт и гайка могут быть описаны как имеющие диаметр М12 х 1.75. Первое значение — это и есть диаметр, а второе — резьбовой шаг. Но ни наружная резьба болта, ни внутренняя резьба гайки не имеют точно 500 мм в диаметре. На самом деле диаметр болта немного меньше, а диаметр гайки немного больше. Но проще указать компоненты по единому обозначению размера, так как болт и гайка трубная низкая являются сопрягаемыми компонентами.
Технические характеристики метрической резьбы всегда начинаются с обозначения серии резьбы (например, M или MJ), за которым следуют номинальный диаметр крепежного элемента и шаг резьбы в миллиметрах, разделенные символом «x». Существует несколько серий метрических резьб, используемых для специальных применений. Стандарт — это серия М. Серия MJ является одной из наиболее распространенных специальных прикладных нитей.
Метрическая крепежная резьба серии М — это общий профиль резьбы. Серия MJ обозначает внешнюю резьбу, имеющую увеличенный радиус корня, тем самым обладающую более высокой усталостной прочностью (за счет снижения концентрации напряжений), но требующую усеченной высоты гребня внутренней резьбы MJ для предотвращения помех на внешнем корне резьбы MJ. Внешние резьбы M совместимы как с внутренними резьбами M, так и с внутренними резьбами MJ.
Если не указано иное, винтовые резьбы считаются правосторонними. Это означает, что направление вращения спирали нити по часовой стрелке заставит ее двигаться вдоль своей оси. Левосторонние нити продвигаются вперед при вращении против часовой стрелки.
Левосторонние резьбы часто используются в ситуациях, когда вращательные нагрузки могут привести к ослаблению правосторонних резьб во время эксплуатации. Распространенный пример — велосипед. Педали велосипеда крепятся к кривошипу с помощью винтовых резьб. Одна сторона велосипеда использует правую резьбу, а другая — левую. Это предотвращает движения педалей и кривошипа от отвинчивания педали и ее падения во время использования. Левая резьба должна быть указана в спецификации изделия. Это достигается путем добавления «LH» в конец описания технических характеристик.

Основные ГОСТы
Все метизы и крепежные детали, имеющие винтовую резьбу по метрической системе измерения, изготавливаются в соответствии с государственными и международными стандартами и нормативными документами. Поэтому они могут различаться по классу, размерам и некоторым другим параметрам, но в обязательном порядке должны соответствовать разрешенным требованиям и допустимым значениям. Сертифицированные винты купить в нашем магазине «Первый крепеж» очень просто. В ином случае продукция не может быть сертифицирована и использована в производственной сфере. К тому же официальные продажи таких изделий запрещены.
Крепежные изделия с винтовой метрической резьбой регламентируются несколькими нормативными документами:
- ГОСТ 8724, где прописаны допустимые значения диаметра и шага;
- ГОСТ 24705 2004 содержит информацию об основных размерах метрической резьбы;
- ГОСТ 9150 включает необходимые сведения о профиле метрической резьбы;
- ГОСТ 16093 прописывает допуски и обозначения для изделий.
Метрические резьбы регламентируются также международным стандартом ISO 261-98. Российский ГОСТ 8724-2002 полностью повторяет его текст на русском языке. Правда, в нем есть дополнения, характерные для потребностей российской экономики.
Таблица размеров метрической резьбы
Таблица метрической резьбы ISO:
|
Метрический профиль ISO |
Наружная резьба |
|||||
|
Нити |
Основной диаметр |
Диаметр шага |
Малый диаметр |
|||
|
Размер шага |
Максимум |
Минимум |
Максимум |
Минимум |
Максимум |
Минимум |
|
М 2 х 0,4 |
1.981 |
1.886 |
1.721 |
1.654 |
1.548 |
1.408 |
|
М 2,2 х 0,45 |
2.18 |
2.08 |
1.888 |
1.817 |
1.693 |
1.54 |
|
М 3 х 0,5 |
2.98 |
2.874 |
2.655 |
2.58 |
2.439 |
2.272 |
|
М 8 х 1,25 |
7.972 |
7.76 |
7.16 |
7.042 |
6.619 |
6.272 |
|
М 12 х 1,75 |
11.97 |
11.7 |
10.83 |
10.68 |
10.072 |
9.601 |
|
М 16 х 2 |
15.96 |
15.68 |
14.66 |
14.5 |
13.797 |
13.271 |
|
М 20 х 2,5 |
19.96 |
19.62 |
18.33 |
18.16 |
17.252 |
16.624 |
|
М 24 х 3 |
23.95 |
23.58 |
22 |
21.8 |
20.704 |
19.955 |
|
М 30 х 3,5 |
29.95 |
29.52 |
27.67 |
27.46 |
26.158 |
25.306 |
|
М 36 х 4 |
35.94 |
35.47 |
33.34 |
33.12 |
31.61 |
30.654 |
|
М 48 х 5 |
47.93 |
47.4 |
44.68 |
44.43 |
42.516 |
41.351 |
|
М 60 х 5,5 |
59.93 |
59.37 |
56.35 |
56.09 |
53.971 |
52.7 |
|
М 80 х 6 |
79.92 |
79.32 |
76.02 |
75.74 |
73.425 |
72.047 |
|
М 100 х 6 |
99.92 |
99.32 |
96.02 |
95.72 |
93.425 |
92.027 |
Таблица 2 метрической резьбы ISO:
|
Метрический профиль ISO |
Внутренняя резьба |
|||||
|
Нити |
Малый диаметр |
Диаметр шага |
Основной диаметр |
|||
|
Размер шага |
Максимум |
Минимум |
Максимум |
Минимум |
Максимум |
Минимум |
|
М 2 х 0,4 |
1.679 |
1.567 |
1.83 |
1.74 |
2.148 |
2 |
|
М 2,2 х 0,45 |
1.838 |
1.713 |
2.003 |
1.908 |
2.36 |
2.2 |
|
М 3 х 0,5 |
2.599 |
2.459 |
2.775 |
2.308 |
3.172 |
3 |
|
М 8 х 1,25 |
6.912 |
6.647 |
7.348 |
7.188 |
8.34 |
8 |
|
М 12 х 1,75 |
10.441 |
10.106 |
11.063 |
10.863 |
12.453 |
12 |
|
М 20 х 2,5 |
17.744 |
17.294 |
18.6 |
18.376 |
20.585 |
20 |
|
М 30 х 3,5 |
26.771 |
26.211 |
28.007 |
27.727 |
30.785 |
30 |
|
М 60 х 5,5 |
54.796 |
54.046 |
56.783 |
56.428 |
61.149 |
60 |
|
М 80 х 6 |
74.305 |
73.505 |
76.478 |
76.103 |
81.241 |
80 |
|
М 100 х 6 |
94.305 |
93.505 |
96.503 |
96.103 |
101.27 |
100 |

В чем разница между метрической и дюймовой резьбой
И метрические, и стандартные болты измеряют размер головки в соответствии с расстоянием между плоскими частями. Для стандартных «имперских» болтов размер головки измеряется в дюймах или долях дюйма. Метрические размеры головки шурупа измеряются в миллиметрах, что может вызвать путаницу, если инженеры попытаются применить метрические болты к американским системам, и наоборот.
Дюймовые болты в основном происходят из Соединенных Штатов, и они работают на основе имперской измерительной системы. Это означает, что и болт, и инструменты, используемые с ним, измеряются в дюймах или долях дюймов. Для них шаг резьбы выражается в количестве нитей на дюйм, или TPI. Такой болт с тонкой резьбой лишь немного тоньше, чем стандартный метрический болт с грубой резьбой. Если вы хотите купить болты оптом от производителя с доставкой, тогда вы можете это сделать в нашем магазине «Первый крепеж».
Метрические болты разработаны в соответствии с метрической системой измерений. Даже когда они разработаны в США, крепежные детали, такие как винты, болты и гайки, могут использовать метрическую систему, потому что ее легче масштабировать вверх и вниз, чем имперскую систему. Кроме того, международные производители гораздо чаще используют метрические болты, поэтому американские производители должны проектировать свои системы с учетом метрической системы, если они хотят продавать свою продукцию за рубежом.
Если метрический болт имеет диаметр более 6 мм, международная организация по стандартизации (ISO) маркирует головку болта термином «ISO M» или «M», чтобы подтвердить, что болт соответствует стандартам ISO. Производители также иногда маркируют метрические болты однозначными цифрами, чтобы указать их прочность. Некоторые производители также выбивают «М» и класс прочности на плоских шестигранных болтах.
В магазине «Первый крепеж» (One Krep) вы можете приобрести крепеж оптом независимо от того, какой тип, размер или материал вас интересует. Так же мы предлагаем купить болты мебельные оптом, цена вам понравится. В нашем каталоге представлен огромный выбор производителей, моделей и т. д., а специалисты магазина всегда помогут найти оптимальный вариант. Консультанты ответят на все интересующие вопросы, сориентируют по цене и скорости доставки.
Звоните по телефону 8-800-201-81-96, чтобы бесплатно проконсультироваться со специалистом и оформить предварительный заказ.
Вопросы, рассмотренные в материале:
- Важные параметры резьбы
- Выбор сверла для создания резьбового отверстия
- Оснастка для резьбовых отверстий
- Нарезание резьбы в отверстии
Важные параметры резьбы
Различные варианты резьбы отличаются друг от друга:
- профилем;
- номинальным диаметром;
- шагом;
- числом заходов;
- ходом;
- направлением.
Внешняя и внутренняя резьба должны совпадать по всем параметрам, чтобы резьбовое соединение было качественным. При любых неточностях страдают качество и надежность крепления.
Существуют болтовые и шпилечные крепления. Вторые, помимо соединяемых деталей и шпильки с резьбой, комплектуются гайками и шайбами. Для того чтобы соединить элементы конструкции, в каждом из них сверлится отверстие и нарезается резьба.
Чтобы максимально точно сформировать резьбу, предварительно диаметр высверливаемого отверстия должен быть равен внутреннему, измеряемому по выступам.
Диаметры сквозных отверстий для резьбовых отверстий всегда должны на 5–10 % превышать номинальный диаметр болтов или шпилек:
Dотв = (1,05…1,10) × d, где
Dотв – диаметр отверстия;
d – номинальный диаметр болта или шпильки.
Чтобы определить диаметр отверстия, которое необходимо просверлить во втором элементе (Dотв), следует вычесть величину шага из номинального диаметра шпильки или болта (P):
Dотв = d — P.
Для наглядности расчетные значения диаметров резьбового отверстия представлены в таблице, составленной согласно значениям, которые указаны в ГОСТ 19257 от 1973 года. Параметры даны для номинальных диаметров шпильки (болта) от 1 до 1,8 мм и шага в 0,2 и 2 мм:
Любое резьбовое отверстие имеет важную характеристику – глубину, определяемую с учетом таких параметров, как:
- запас внешней резьбы шпильки или болта;
- недорез;
- величина фаски;
- глубина ввинчивания.

Запас резьбы, недорез и размеры фасок – данные, которые можно найти в справочной литературе, а последнее значение вычисляют, используя коэффициенты, равные:
- сталь, латунь, бронза, титан – 1;
- серый и ковкий чугун – 1,25;
- легкие сплавы – 2.
Выбор сверла для создания резьбового отверстия
Как правильно подобрать сверло под метчик и подготовить отверстие:
- Выбор инструментов следует производить с учетом конкретного металла. Обычно для сверления резьбовых отверстий используют приспособления из кобальтосодержащих быстрорежущих сталей. Если предстоит работать с твердым, сложно обрабатываемым материалом, нужно остановиться на сверлах из твердых сплавов.
- Для того чтобы облегчить центровку метчика и заход болта или шпильки, производят предварительное зенкование и формируют фаску.
- Для правильного выбора диаметра инструмента важно принимать во внимание особенности материала. Так, для сверления мягкого сплава под резьбу М10 берут сверло диаметром 9,3, а для твердого – 9,4 мм.
- При сверлении деталей из хрупкого металла следует брать сверло на 0,1 мм меньше, чем для обычной стали.
- Даже при одинаковом шаге резьбы диаметры сверл для формирования резьбового отверстия будут разными для обычных и метчиков-раскатников.
- Чтобы избежать выхода из строя метчика и сформировать резьбу высокого качества, следует при выборе инструмента сверяться с ГОСТом и специальной справочной литературой.

Самым важным фактором, влияющим на результат работы резьбонарезных приспособлений, является грамотный выбор диаметра сверла.
При расчете диаметра отверстия обычно пользуются простым методом – получая разность между номинальным диаметром и величиной шага. К примеру, чтобы просверлить отверстие под резьбу М10, следует брать инструмент, диаметр которого будет: 10 — 1,25 (величина стандартного шага) = 8,75 мм.
При расчете количества витков важно учитывать, что для пластичных материалов этот показатель всегда больше. То есть, чтобы просверлить медь, следует взять сверло с большим диаметром, чем для сверления чугунной или бронзовой детали.
На практике диаметр резьбового отверстия всегда меньше номинальной величины нарезки. Однако важно учитывать нормативы, которые задают предельные значения. Превышая их, мастер нарушает технологические правила и получает менее качественный результат. К примеру, для резьбы М8 следует выбирать сверло диаметром не более 7,48 мм.
Диаметры метрических резьбовых отверстий регламентируются соответствующими государственными стандартами.

Перечислим рекомендованные параметры отверстий для самых популярных размеров резьбы: М3, М4, М5, М6, М8, М10 и М12.
Для наглядности диаметры представлены в таблице:
Следует еще раз напомнить о самом быстром и простом «дедовском» способе. Чтобы не терять лишнего времени на расчеты и поиск требуемых значений в справочниках, можно просто отнять от номинального диаметра резьбового отверстия шаг нарезаемой резьбы.
Приведем пример. Предположим, требуется сформировать резьбу М8×1,25:
- Номинальный диаметр резьбы – 8 мм.
- Шаг – 1,25 мм.
- Вычитаем из первого значения второе: 8 — 1,25.
- Нужный нам диаметр – 7,25 мм.
Можно округлить полученную величину в большую сторону. В нашем примере округляем 7,25 до 7,3 мм. Такой способ очень удобен в домашних условиях, но недостаточно точен для любого производства, где лучше взять искомую величину из справочной таблицы или ГОСТа, учитывая при этом допуски и характеристики конкретного металла.
Оснастка для резьбовых отверстий
Метрическую внутреннюю резьбу формируют при помощи специальных винтообразных режущих приспособлений с канавками для отвода стружки – метчиков. В зависимости от формы резьбового отверстия используют стержнеобразные инструменты конической или цилиндрической формы. По бокам параллельно продольной оси рабочей части проходят каналы, разделяющие ее на гребенки с острыми краями, которые представляют собой режущую кромку и нарезают спиральные выступы резьбы.

Для того чтобы внутренняя резьба была чистой и аккуратной, а ее конфигурация соответствовала заданным значениям, важно производить нарезку поэтапно, медленно снимая один за другим тонкие слои материала.
Для такой работы используют или комплекты метчиков, с последовательно меняющимися параметрами, или инструмент, по длине рабочей части которого расположены отрезки соответствующей геометрии. Отдельными инструментами с неизменной формой гребенок пользуются для восстановления формы резьбы, вышедшей из строя или утратившей свои функции.
Минимальный набор для качественной нарезки внутренней резьбы включает в себя два инструмента. Один из них предназначен для черновой нарезки, а второй – для окончательного формирования резьбы. С помощью первого с поверхности отверстия тонким слоем снимают металл, формируя канавки малой глубины, а вторым – углубляют их и очищают поверхность от мелких изъянов.
С помощью комбинированных двухпроходных инструментов или комплектов из двух приспособлений обычно нарезают резьбу в отверстиях небольшого диаметра – не более 3 мм. Метрическая нарезка больших диаметров требует наборов из трех приспособлений или специальных трехпроходных метчиков.
Для передачи рабочего усилия на режущий инструмент пользуются специальными воротками, которые могут иметь разное конструктивное решение. Главный параметр для этих приспособлений – форма и размеры посадочного отверстия, в которое вставляется хвостовик метчика.
Используя для нарезания внутренней резьбы комплект метчиков разной конфигурации, важно соблюдать правильную последовательность, ориентируясь как на специальные отметки, которыми промаркированы инструменты, так и на их конструктивные особенности.
Первым идет метчик самого маленького диаметра и характерными обрезанными зубчиками на режущей гребенке.
Второй метчик отличает короткая заборная часть и большая длина гребней. По диаметру этот инструмент занимает промежуточную позицию между первым и третьим.
Третий инструмент, предназначенный для окончательной обработки резьбового отверстия, имеет полный профиль режущих зубьев на гребенке. Диаметр этого метчика в точности соответствует требуемым параметрам нарезаемой резьбы.
Нарезание резьбы в отверстии
Для нарезания внутренней резьбы необходима надежная фиксация изделия. Небольшие детали для этого зажимают в тисках, а габаритным следует обеспечить неподвижность с помощью подручных средств, например, грузов или прокладок.

Заводя рабочий инструмент в подготовленное отверстие, важно следить, чтобы их оси совпадали. Далее следует начинать медленно поворачивать метчик в нужном направлении. При повышении сопротивления следует извлечь его, вращая в обратную сторону, и удалить из канавок стружку. Процедуру необходимо повторять до формирования резьбы с требуемыми параметрами.
При формировании резьбы в глухом отверстии кончику метчика необходимо свободное пространство, а значит, засверливать деталь нужно глубже требуемого расстояния ввинчивания. Если конфигурация и размеры изделия не позволяют сделать отверстие более глубоким, часто проблему решают, срезая переднюю часть инструмента.
При нарезании внутренней резьбы и формировании наружной с помощью плашек используют два инструмента – один для чернового прохода, второй – для чистового. Этот прием позволяет добиться высокого качества и чистоты витков. Можно также использовать для этих целей специальный комбинированный однопроходный метчик.
Для того чтобы стружка не мешала контакту режущей кромки зубьев с материалом, за каждым полным оборотом инструмента должен следовать возврат на полуоборот.
Для расчета глубины ввинчивания следует умножить номинальный диаметр в миллиметрах на коэффициент, учитывающий материал детали.
Для облегчения процесса формирования резьбы рабочую зону смазывают. Для смазки стальных изделий можно пользоваться олифой, алюминиевых – спиртом, скипидаром или керосином. Если под рукой не оказалось нужной технической жидкости, можно заменить ее обычным машинным маслом, которое, конечно, не так эффективно. Соблюдение всех описанных выше правил позволит получить резьбовое отверстие с требуемыми параметрами.
Читайте также

Любое резьбовое соединение образуется двумя элементами, один из которых имеет внутреннюю, а второй — наружную резьбу, например, болт и гайка, винт и монтажное отверстие в соединяемых деталях и т. д. Чтобы получить плотное и качественное соединение, геометрические параметры внутренней и наружной нарезки должны точно совпадать.
К основным таким параметрам относятся:
- внутренний и наружный диаметр;
- глубина;
- шаг резьбы.
При подборе крепежа для выполнения монтажных работ часто возникает вопрос, как измерить резьбу. Измерение диаметра и глубины нарезки обычно не представляет сложности. Более сложной задачей будет измерить шаг резьбы, а неправильный подбор деталей по этому параметру либо вообще не позволит закрутить их, либо значительно ухудшит качество соединения, сделав его фактически непригодным к эксплуатации.
Измерение резьбомером
Оптимальным вариантом, как правильно измерить резьбу, будет использование резьбомера. Это специальный инструмент для проведения измерения шага нарезки. Резьбомер представляет собой корпус, к которому крепятся щупы в виде тонких пластин с гребенкой. Форма гребенки точно соответствует стандартной резьбе с определенным шагом.


Различают следующие виды резьбомеров:
- Метрические. Позволяют измерить шаг резьбы болта, гайки или другой детали с метрической нарезкой диаметром от 1 до 600 мм. Инструмент имеет до 20 измерительных пластин и позволяет определять шаг резьбы от 0,4 мм до 7 мм. Обозначается маркировкой «М60» на корпусе.
- Дюймовые. Применяется, чтобы измерить дюймовую резьбу, которую обычно нарезают на трубах и деталях трубопроводов, а также иногда используют на крепежных элементах. Шаг дюймовой резьбы определяется по количеству нитей на один дюйм длины резьбовой части детали. Резьбомер комплектуется 17 измерительными пластинами с количеством витков от 4 до 28. Для маркировки инструмента применяется маркировка «Д55».
- Универсальные. Комплектуются измерительными пластинами для метрической и дюймовой нарезки. Такие резьбомеры широко применяются в мастерских, где приходится одновременно работать с деталями как с метрической, так и с дюймовой резьбой.
Перед определением шага нужно измерить диаметр резьбы штангенциркулем. Это необходимо потому, что диапазон шагов может зависеть от диаметра.
Процесс измерения шага при помощи резьбомера предельно прост. К измеряемой резьбе прикладывают визуально подходящие пластины резьбомера. Методом подбора выбирается пластина, гребенка которой будет точно соответствовать измеряемой резьбе. Ее шаг будет соответствовать стандартному значению, указанному на маркировке измерительной пластины.
Проще всего таким способом измерить наружную резьбу. Если нужно определить шаг внутренней резьбы, то место измерение необходимо подсвечивать, чтобы точно определить плотное прилегание гребенки пластины резьбомера.
При измерении шага метрической резьбы искомый параметр получаем в миллиметрах. Если необходимо измерить шаг дюймовой резьбы, то его значение получаем в количестве витков на дюйм.
Измерение шага резьбы без резьбомера
Детали с наружной нарезкой
Часто необходимость определения шага резьбы возникает эпизодически, на один раз. И, конечно, в такой ситуации под рукой не оказывается резьбомера, а покупать его для разовых измерений не имеет смысла. Полезным будет узнать, как измерить шаг резьбы линейкой или штангенциркулем. Эти измерительные инструменты позволяют достаточно легко определить нужный параметр.

Проще всего измерить резьбу болта или другой детали с наружной нарезкой. При измерении метрической резьбы рекомендуется в первую очередь приложить линейку к детали с резьбой и постараться совместить миллиметровые деления ее шкалы с вершинами гребней резьбового профиля. Если они совпадают, значит, шаг составляет 1 мм. В противном случае придется провести несколько более сложные измерения.
Для определения шага резьбы нужно посчитать количество витков на участке стержня определенной длины, например, 10 мм или 20 мм. Для получения более точного результата рекомендуется проводить замеры на участке 20 мм. Необходимую длину отмеряют, приложив к стержню болта линейку, или при помощи штангенциркуля. Более точно будет измерить шаг резьбы болта штангенциркулем. На отмеренном участке подсчитывают количество витков. После этого длину участка необходимо разделить на полученное количество витков за минусом одного витка. В результате получаем значение шага резьбы.

При определении шага дюймовой нарезки необходимо отмерить длину стержня равную одному дюйму (25,4 мм). Для точности замера лучше использовать линейку или штангенциркуль с дюймовой шкалой. Количество витков на этом участке и будет шагом резьбы. Если длина резьбового участка меньше одного дюйма, то определить число витков нужно на участке в полдюйма (12,7 мм), после чего полученный результат умножить на 2.
Детали с внутренней нарезкой
Существует два способа, как измерить резьбу гайки или другой детали с внутренней нарезкой без резьбомера. Первый способ предусматривает подбор точно подходящего ответного болта с последующим измерением шага его резьбы. Если подобрать ответный болт не получается, то нужно воспользоваться полоской бумаги (это и есть способ № 2).
Ее следует прижать к резьбе так, чтобы на бумаге остался отпечаток профиля. Улучшить видимость рисок можно, проведя по граням маркером. После этого на бумаге нужно отметить линейкой расстояние между крайними рисками и посчитать количество витков. Затем полученное расстояние делят на количество витков минус один виток. Вместо бумаги для измерений по этому способу можно использовать карандаш, спичку или другое изделие из мягкой древесины подходящего размера, которое прижимают к резьбе.
Определение шага резьбы по диаметру
Определить шаг резьбы можно по стандартным таблицам. Предварительно нужно измерить диаметр резьбы болта или гайки. Для этого нужно воспользоваться штангенциркулем, который позволяет с высокой точностью определить размер.

Точность замера должна составлять десятые доли миллиметра. После этого, используя полученное значение, можно найти в таблице соответствующий диаметру шаг резьбы.
Таблица резьб с наружным диаметром от 9,3 мм до 63,4 мм

Если хочешь что-то спрятать — положи это на видное место (народная мудрость). Верно и обратное. Очень часто мы просто перестаем замечать то, что постоянно находится у нас прямо перед глазами.
Каждый день, ходя по производству, мы видим, но не замечаем десятки, а то и сотни резьбовых соединений. Каждое такое соединение — это потенциальный отказ оборудования.
В США провели исследование и выяснили, что 30% отказов в автомобильной промышленности вызвано болтовыми соединениями.
Но болтовые соединения есть везде. Давайте завтра пройдем по предприятию без всяких приборов, специальных заданий, чек-листов и просто будем смотреть и видеть гайки. Очень вероятно, что мы заметим «короткий болт» и предотвратим отказ, сбережем деньги и даже, может быть, предотвратим несчастный случай.
*****
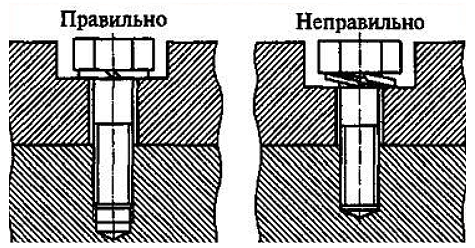
Короткий болт — это термин, используемый для описания ситуации, когда болт установлен, а его резьба не выступает над уровнем гайки.


Для того, чтобы обеспечить полную прочность гайки, жизненно важно, чтобы резьба болта выступала через гайку. В противном случае возникает риск того, что произойдет срыв (зачистка) резьбы.
Часто рекомендуется, чтобы как минимум два шага резьбы болта выступали над уровнем гайки.
Как правило, первые несколько шагов резьбы болта могут быть сформированы только частично из-за фаски и т.д. Гайка тоже имеет не полностью сформированные первые витки резьбы с каждой стороны. Даже если болт закручен вровень с гайкой, то в скрутке фактически будет использована только часть резьбы (примерно две трети высоты гайки).

В системе крепежа HR по ГОСТ 32484.3-2013 (EN 14399-3:2005) «БОЛТОКОМПЛЕКТЫ ВЫСОКОПРОЧНЫЕ ДЛЯ ПРЕДВАРИТЕЛЬНОГО НАТЯЖЕНИЯ КОНСТРУКЦИОННЫЕ. Система HR — комплекты шестигранных болтов и гаек» предусмотрена высота гайки равной 0,85 от диаметра болта. Такая высота гайки приведет к тому, что при превышении усилия затяжки болта при монтаже произойдет разрушение болта (в системе HR), а не срыв резьбы.
Когда болт ломается при затягивании, очевидно, что требуется его замена. Срыв (зачистка) резьбы, как правило, носит постепенный характер. Если может возникнуть режим срыва (зачистки) резьбы, то в эксплуатацию могут попасть соединения, которые частично уже вышли из строя, что может иметь катастрофические последствия. Следовательно, для достижения надежной конструкции необходимо избегать возможности повреждения (смятия, зачистки и пр.) резьбы как с болта, так и с гайки.
При подборе гаек и болтов всегда необходимо следить за тем, чтобы тип и прочность гайки соответствовал типу и прочности болта.
Таким образом, следует использовать гайку на всю высоту. Если вы хотите избежать срыва (зачистки) резьбы, то убедитесь, что резьба болта проходит через гайку и выходит из нее минимум на длину заходной части резьбы болта, это может быть один- три витка. Так же можно использовать правило выступающей части болта над гайкой до затяжки — она должна быть больше, чем 30% от диаметра болта.
Чтобы предотвратить ситуацию с коротким болтом, надо изначально выбрать по соответствующему стандарту болт с подходящей длиной. или проверить глухие отверстия на возможность использования данного болта. Подбор производится на основании расчета необходимой длины болта или глухого отверстия.
Как рассчитать нужную длину болта, шпильки, винта?
РАСЧЕТ ДЛИНЫ БОЛТА, ВИНТА, ШПИЛЬКИ
Если вы используете контргайку или метод затяжки вытягиванием болта/шпильки, учитывайте дополнительно толщину контргайки и необходимую высоту захвата вытягивающего инструмента.
1. Болтовое соединение (болтом и гайкой)
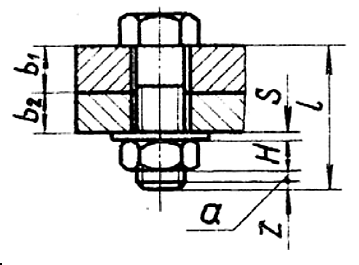
Расчет длины болта: ℓ ≥b1+b2+S+H+a+z, где:
- b1 и b2 – толщины соединяемых деталей;
- S – толщина шайбы;
- Н – высота гайки;
- а – запас резьбы болта на выходе из гайки а=(1-2)Р;
- z – высота фаски резьбового конца стержня по ГОСТ 12414 (z≈2Р).
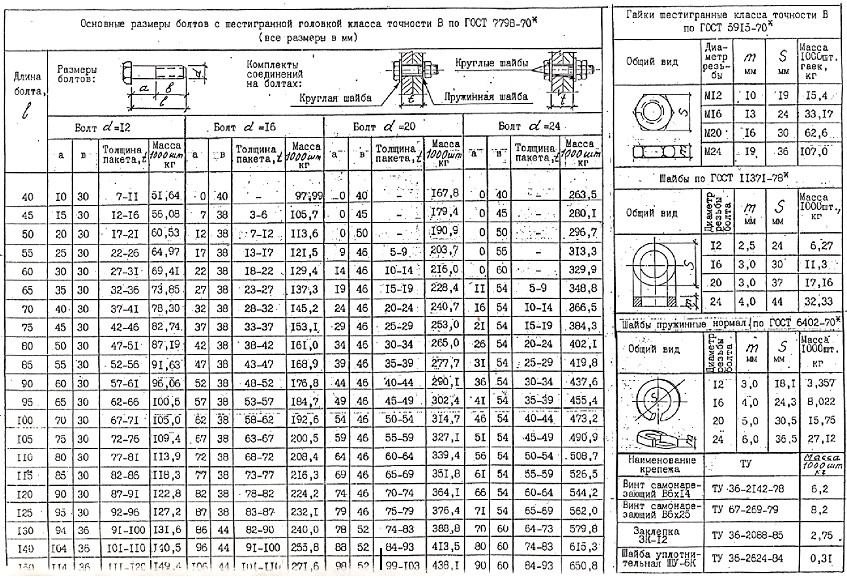
Расчетную длину сравнивают со стандартными длинами болтов и выбирают ближайшую большую к подсчитанной по соответствующим стандартам.
2. Шпилечное соединение
Расчет длины шпильки ℓ (длина шпильки без ввинчиваемого конца): ℓ= b1+S+H+a+z
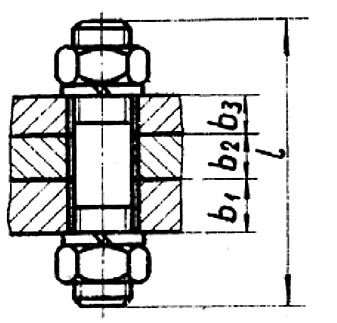
Расчет длины шпильки: ℓ= b1+b2+ +b3+2S+2H+2a+2z
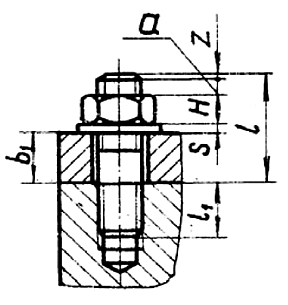
ВВИНЧИВАНИЕ БОЛТА В БЛОК ИЛИ ПЛАСТИНУ С НАРЕЗАННОЙ РЕЗЬБОЙ
Длинный болт — это термин, используемый для описания ситуации, когда болт установлен в отверстие недостаточной глубины
В случаях, когда болт вставляется в пластину или блок с нарезанной в них резьбой, обычно бывает так, что материалы болта и блока будут иметь разную прочность. Если будут приняты критерии, согласно которым болт должен быть затянут с усилием, подходящим для его прочности, чтобы выдерживать разрыв при растяжении до того, как внутренняя резьба повредиться, требуемая длина зацепления резьбы может быть чрезмерной и может стать нереалистичной для материалов с низкой прочностью пластин/блоков.
Допуски и погрешности шага между резьбами могут затруднить зацепление длинных резьб (резьбы с большой длиной свинчивания). Есть различные решения для таких случаев, в частности — использование прочных резьбовых вставок в блок или пластину. В случаях ввинчивания в блок или пластину всегда ориентируйтесь на силу затяжки, рекомендуемую изготовителем оборудования, а не на прочностные характеристики болта, шпильки, которые как правило дают возможность большего усилия затяжки.
При глухих отверстиях проверяйте их глубину и глубину нарезанной в них резьбовой части. Резьбовая часть должна превышать на два витка резьбы ввинчиваемую в них часть болта. Для уверенности что соединение сможет быть затянуто с нужным усилием нужно проверить глухие отверстия на возможность использования данного болта в нём.
1. Расчет длины резьбы и глубины сверления под резьбу в глухих резьбовых отверстиях
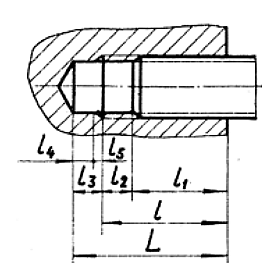
Расчет глубины сверления: L=ℓ1+ℓ2+ℓ3 ,где:
- ℓ1 – длина ввинчиваемого конца шпильки (винта, болта);
- ℓ2 – запас резьбы (ℓ2≈2Р), где Р — шаг резьбы;
- ℓ3 – недорез включает в себя длину сбега (ℓ5) и недовода (ℓ4) резьбы по ГОСТ 27148 [ℓ3 ≈(1,5…4)Р].
Длина резьбы ℓ=ℓ1+ℓ2
Для справки:
Рекомендуется длина ввинчиваемого резьбового конца ℓ1 шпильки, болта, винта (d — диаметр болта):
- ℓ1=d для резьбовых отверстий в стальных, бронзовых и латунных деталях с и деталях из титановых сплавов
- ℓ1=1,25d для резьбовых отверстий в деталях из ковкого и серого чугуна, бронзы и легких сплавах.
АВТОМАТИЗАЦИЯ РАСЧЕТОВ
Задачу расчёта могу упростить многочисленные онлайн-калькуляторы.
РАСЧЕТ ДЛИНЫ БОЛТА — вот пример онлайн-калькулятора, позволяющего по основным параметрам соединения рассчитать минимальную требуемую длину болта. После расчета вам останется только по выбранному вами стандарту подобрать конкретный болт.
В этом калькуляторе используется формула:
L = hд + hш + hг + hр, где:
- L — длина болта в мм;
- hд — суммарная толщина скрепляемых деталей в мм;
- hш — толщина шайбы в мм;
- hг — высота гайки в мм;
- hр — запас резьбы (обычно минимум три шага резьбы).
Другой калькулятор Подбор длины высокопрочного болта в зависимости от толщины стягиваемого пакета | БАШМЕТИЗ уже побредет конкретный болт по стандарту высокопрочного болта ГОСТ Р 52646-2006 в зависимости от толщины стягиваемого пакета.
В этом калькуляторе используется формула: Длина болта = толщина пакета (толщина соединяемых деталей, пластин) + высота гаек + толщина шайб + выступающий конец
Будьте аккуратны, в подобных калькуляторах могут использовать уже отмененные стандарты. В калькуляторах, применяющих параметры, указанные в ГОСТах, проверяйте актуальность (действие) этих ГОСТов на сегодняшний день.
Раньше, в доинтернетную эпоху, использовали вот такие таблицы. Возможно в каких то условиях они станут хорошей практикой.
Надеемся, что после изучения материалов этого урока ШКОЛЫ ТОИР 4.0 на вашем предприятии не будут наблюдаться такие картины 

В статье использованы материалы с сайта https://www.boltscience.com.