Основные
понятия и определения.
D
— Отверстие —
размер,
который при
обработке может только
увеличиваться
(все параметры
обозначаются прописными
буквами).
d
— Вал —
размер,
который при
обработке может только
уменьшаться
(все параметры
обозначаются строчными
буквами).
Номинальный
размер –
размер,
проставленный на чертеже, служит
началом отсчета предельных отклонений
(нулевая линия)  Dn
Dn
– отверстия
, dn
– вала
–определяется
расчетом и округляется согласно ГОСТ
«Нормальные линейные размеры».
Верхнее предельное
отклонение
отверстия –
ES,
вала –
es
Нижнее предельное
отклонение
отверстия –
EI,
вала –
ei
Наибольший
предельный
размер отверстия – Dmax,
вала –
dmax
Dmax =
Dn
+ ES; dmax = dn
+
es
Наименьший
предельный
размер отверстия – Dmin,
вала –
dmin
Dmin =
Dn
+
EI; dmin = dn
+
ei
Действительный
размер –
размер, полученный измерением с
допускаемой
погрешностью
измерений: Dd
– отверстия,
dd
– вала
Допуск –
разность между
предельно
допустимыми
размерами или
предельными
отклонениями
: TD
–
допуск
отверстия,
Td
–, допуск
вала;
TD
= Dmax – Dmin ,Td = dmax – dmin, или
TD,(Td)
= ES (es) – EI (ei)
Поле допуска
определяется
значением
допуска и его положением относительно
номинального
размера (нулевой линии).
1) рассчитайте значения
предельных размеров и допуска для
каждого из пяти примеров
40+0,1
40-0,1
![]()
![]()
![]()

Построить
схемы полей допусков для вариантов
размеров
Ø40
–
0,02
; Ø40+0,03;
Ø![]()
; Ø![]()
; Ø![]()
и
указать,
в каких случаях величина номинального
размера совпадает :
• с
величиной действительного
годного и
одного из предельных
размеров,
т.е.
номинальный размер может быть и
действительным и предельным;
• с
величиной действительного
годного размера, т.е. номинальный размер
может быть действительным и не может
быть предельным;
• когда
номинальный размер не
совпадает
ни с действительным ни с предельными
размерами.
-
Пример:
для размера отверстия Ø
определить:
Условие годности
отверстия:
Dmin
< Dd
< Dmax
1.
предельные размеры отверстия:
Dmax
= Dн
+ ES
= 30 + 0,065 = 30,065
Dmin
=
Dн
+ EI
= 30 + 0,045 = 30,045
2.
допуск отверстия:
TD
=
Dmax
– Dmin
= 30,065 – 30,045 = 0,020 = 20(мкм)
TD
= ES – EI = (+0,065)
– (+0,045) = 0,020 = 20(мкм)
+0,065
+0,045

 Действительные
Действительные
размеры годной
детали Dd
находятся в пределах от 30,045мм до
30,065мм, следовательно, номинальный размер
Ø30 не совпадает
ни
с предельными размерами, ни с действительными
размерами годной
детали;
схема
поля допуска с обозначением основных
параметров:














0±
-
Пример:
для размера вала Ø30
– 0,03 определить:
-
п
Условия годности вала:
dmin
< dd
< dmaxредельные размеры вала:
dmax
= dн
+ es = 30 + 0 = 30
dmin
= dн
+ ei = 30 + ( – 0,03) = 29,97
-
допуск
вала:
Td
=
dmax
– dmin
= 30 – 29,97 = 0,03 = 30(мкм)
Td
= es – ei = 0
– (
– 0,03)
=
0,03
= 30(мкм)
Д
0±
ействительные размеры годной детали
dd
находятся в пределах от 29,97мм до 30мм,
следовательно, номинальный размер dном.
Ø30 совпадает
с предельным
наибольшим размером
dmax,
а также может
быть
действительным
размером годной детали –
dd;
схема поля
допуска с обозначением основных
параметров:


– 0,03












Основная
закономерность построения единой
системы допусков и посадок (ЕСДП)
IТ
=
i
k
(мкм),
где
IТ
– допуск
квалитета, i
– единица
допуска, k–
коэффициент
точности.
Таблица
допусков, рассчитанных по основной
закономерности ЕСДП,
в
зависимости от номинальных размеров
и квалитета.
-
Интервал
номинальных размеров:(мм)
Свыше
ДоЕдиница
допускаi
(мкм)
Квалитет
01;0
1
2
3
4
5
6
7
8
9
10
11
12
13
14-18
Коэффициент
точности
(k)1.06
2.7
3,7
5
7
10
16
25
40
64
100
160
250
Допуск
(IТ
мкм)………… 3
0,55
Значения допуска квалитетов не
определены(для будущего развития)0,8
1.2
2
3
4
6
10
14
25
40
60
100
140
Значения допусков «свободных»
размеров3………..6
0,73
1
1,5
2.5
4
5
8
12
18
30
48
75
120
180
6………10
0,9
1
1,5
2.5
4
6
9
15
22
36
58
90
150
220
10……..18
1,08
1,2
2
3
5
8
11
18
27
43
70
110
180
270
18……..30
1,31
1,5
2,5
4
6
9
13
21
33
52
84
130
210
330
30……..50
1,56
1,5
2,5
4
7
11
16
25
39
62
100
160
250
390
50……..80
1,86
2
3
5
8
13
19
30
46
74
120
190
300
460
80…….120
2,17
2,5
4
6
10
15
22
35
54
87
140
220
350
540
120……180
2,52
2,5
5
8
12
18
25
40
63
100
160
250
400
630
180……250
2,9
4,5
7
10
14
20
29
46
72
115
185
290
460
720
250……315
3,23
6
8
12
16
23
32
52
81
130
210
320
520
810
315……400
3,54
7
9
13
18
25
36
57
89
140
230
360
570
890
400……500
3,89
8
10
15
20
27
40
63
97
155
250
400
630
970
(Dmin…Dmax)
Единица допуска
– i
(мкм) =
0,45
![]()
+ 0,001D,
где D
=
![]()
(среднее геометрическое значение
размера в
интервале),
Dmin
и Dmax
– предельные
значения размеров в интервале;
Единица
допуска выражает функциональную
зависимость допуска от номинального
размера.
k
– коэффициент
точности, определяет количество
единиц (i)
в допуске (для всех квалитетов);
Квалитет
– совокупность
допусков для всех номинальных размеров
одной точности; IT
– допуск
квалитета.
Например: IT12
– допуск 12 квалитета;
квалитеты с 1 по 4 используются для особо
точных деталей (концевые меры,
калибры,
контр.калибры), квалитеты с 5 по 12
используются для образования посадок;
с 13 по 18 – свободные размеры
величина
допуска любого квалитета зависит
только от номинального размера;
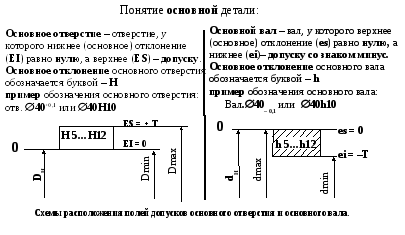
Основное
отклонение – одно
из двух предельных
отклонений,
верхнее
или нижнее, ближайшее
к нулевой линии
(минимальное
расстояние от нулевой линии до начала
поля допуска).
Основное
отклонение показывает, где начинается
поле допуска относительно
нулевой линии
(номинального размера) и в какую
сторону располагается.
Основные
отклонения обозначаются буквами
латинского алфавита:
для
отверстий – от «А»
до «ZC»,
для валов – от «а»
до «zc»

Поле
допуска размера образуется сочетанием
основного отклонения
(буквы) и
квалитета (цифры). Например:
H7,
a7,
c8,
c6,
c12,
C7,
R6,
d8
Начертите cхемы полей
допусков, указанных в примере, подберите
числовые значения предельных отклонений
для указанных полей допусков, пользуясь
таблицей основных отклонений (прилож.1).
Пример определения
числовых значений предельных
отклонений
полей допусков
для Ø10, заданных
в условном (буквенном)
обозначении:
1) Ø10с6, 2)
Ø10с8, 3)
Ø10с12
и построения
схем
заданных полей допусков
1. Определить
числовое значение основного
отклонения – с:
заданные обозначения
полей допусков относятся к валу,
т.к.
основное
отклонение – «с»
обозначено строчной
буквой ;
по таблицам основных
отклонений для валов,
для
номинального размера 10 определяем
значение основного
отклонения с
= –80мкм или = – 0,080мм, (прилож.3);
это предельное
отклонение, согласно определению,
является ближайшим
к нулевой линии,
следовательно оно – верхнее
(es)
так как у
всех трех полей
допусков
основное отклонение – с,
то схематично все три поля допуска
начинаются на одном
уровне от
нулевой линии:



–0,080 (es)
0±










-
Второе
предельное отклонение (нижнее – ei)
определяется из числового
значения
основного
отклонения и допуска
квалитета;
согласно таблице
допусков (стр.3) определяем величину
допуска
для номинального размера 10
и заданного
квалитета
для всех трех вариантов:
1) IT6
(допуск 6-го
квалитета) – 9мкм или 0,009мм; 2)IT8
( допуск 8-го
квалитета) – 22мкм или 0,022мм; 3) IT10
(допуск 10-го
квалитета) – 150мкм или 0,150мм
Согласно выражению:
Тd
= es
– ei
(cтр.1),
получаем: ei
= es
– T,
в результате
нижнее
предельное отклонение
(ei)
равно:
-
ei
= – 0,080 –
0,009= – 0,089; 2) ei=
– 0,080 –
0,022 = – 0,102
3) ei
= – 0,080 –
0,150 = – 0,230
таким образом,
числовое
выражение полей допусков (в виде двух
предельных
отклонений)
и схемы полей допусков согласно
рассчитанным
предельным
отклонениям:
– 0,080
– 0,089
– 0,080
– 0,102
–0,080
–0,230
Ø10с6 (
) ; Ø10с8 ( ); Ø10с12 ( )



–0,080

0±






– 0,089






– 0,102



– 0,230


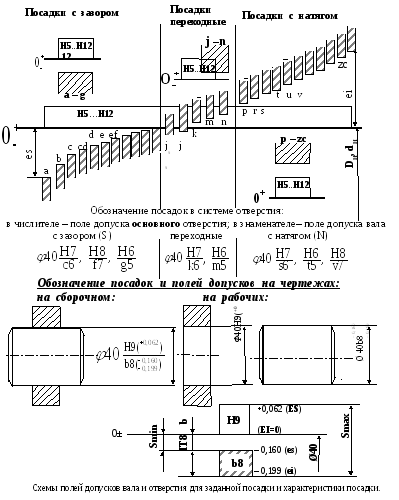
Посадка – характер
сопряжения двух деталей (вала и
отверстия).
Виды
посадок и их характеристики:
посадки с зазором
– S
посадки
переходные
посадки
с натягом –
N
(разъемные подвижные (разъемные
неподвижные (неразъемные
соединения)
соединения) неподвижные
соединения)


Система отверстия
– система
посадок, при которой
основной деталью является
отверстие
(т.е. отверстие,
у которого EI=0),
а посадки образуются
за счет изменения
предельных размеров
(или основных отклонений)
валов.
Посадки в
системе отверстия образуются всех
трех видов – с зазором, с натягом
и переходные.
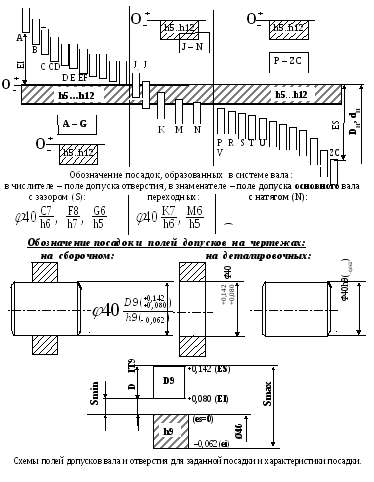
Система вала –
система
посадок, при которой
основной деталью является
вал (т.е.
вал, у которого es=0),
а посадки образуются
за счет изменения предельных
размеров
(или основных отклонений) отверстий.
В системе вала
также образуется три вида посадок
– с зазором,
с натягом и переходные:
Посадки с
зазором Посадки переходные Посадки
с натягом
Приложение
1
Соседние файлы в папке Раздаточный материал
- #
- #
- #
- #
- #
- #
- #
Определение значения допуска, наибольшего и наименьшего предельных размеров. Расчет посадки на соединения подшипника с корпусом и валом
Страницы работы
Фрагмент текста работы
1 Задачи к
темам 1 и 2
1.1 Определить значение допуска,
наибольший и наименьший предельные размеры по заданным номинальным размерам и
предельным отклонениям:
|
№ варианта |
Размер и отклонения, |
|
10 |
32 ± 0,034 |
Наименьший предельный размер: 31,66
мм
Наибольший предельный размер: 32,34
мм
1.2 Определить верхнее и нижнее
предельные отклонения вала по заданным номинальным и предельным размерам:
|
№ варианта |
Размер, d мм |
Размер, dmax мм |
Размер, dmin мм |
|
10 |
20 |
20,056 |
20,035 |
Верхнее предельное отклонение вала: ![]()
Нижнее предельное отклонение вала: ![]()
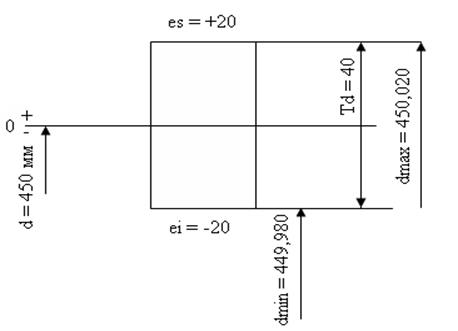
1.3 Изобразить графически поля
допусков валов по заданным номинальным размерам и предельным отклонениям:
|
№ варианта |
Размер, d мм |
Размер, es мкм |
Размер, ei мкм |
|
10 |
450 |
+20 |
-20 |
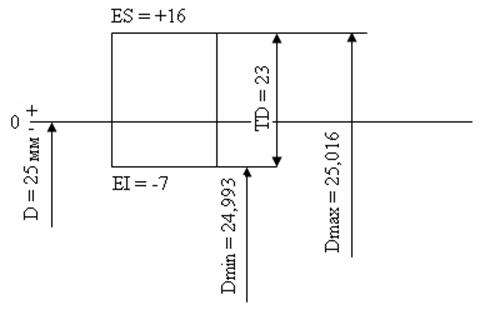
1.4 Изобразить графически поля
допусков отверстий по заданным номинальным размерам и предельным отклонениям:
|
№ варианта |
Размер, d мм |
Размер, es мкм |
Размер, ei мкм |
|
10 |
25 |
+16 |
-7 |
1.5 Определить годность валов по
результатам их измерения:
|
№ варианта |
Номинальный размер |
Действительный размер, |
|
10 |
|
314,47 |
Наименьший предельный размер: 314 мм
Наибольший предельный размер: 314,66
мм
![]() — вал
— вал
находится в пределах допусков.
1.6 Определить годность отверстий
по результатам измерений, установить вид брака (неисправимый или исправимый):
|
№ варианта |
Номинальный размер |
Действительный размер, |
|
10 |
|
159,981 |
Наименьший предельный размер: 159,986
мм
Наибольший предельный размер: 160,014
мм
Брак, т.к. не выполняется условие ![]() . Брак исправимый т.к. выполняется условие Dд<Dmin (159,981<159,986).
. Брак исправимый т.к. выполняется условие Dд<Dmin (159,981<159,986).
1.7 Определить возможные
наибольший и наименьший зазоры или натяги в сопряжениях по номинальным размерам
и предельным отклонениям:
|
№ варианта |
Отверстие |
Вал |
|
10 |
|
|
Dmax = 20 + 0,13 = 20,13; dmax = 20 + 0 = 20;
Dmin = 20 + 0,06 = 20,06; dmin = 20 – 0,045 = 19,955;
Smax = Dmax – dmax = 20,13 – 20 = 0,13;
Smin = Dmin – dmin = 20,06 – 19,955 = 0,105;
Nmax = -Smax = -0,13;
Nmin = -Smin = 19,955 –
20,06 = -0,105.
1.8 Решить задачи:
|
№ варианта |
Условия задачи |
|
10 |
Определить: ES, EI, es, ei, TD.
Определить: ES, EI, |
а)  Дано:
Дано:
S max = 720 мкм, Td = 160 мкм, Smin = 160 мкм.
Определить: ES, EI, es, ei, TD.
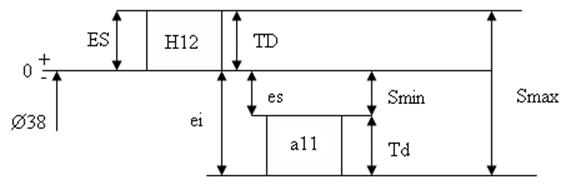 EI = 0 по условию, т.к. отверстие основное, тогда es = Smin = 160.
EI = 0 по условию, т.к. отверстие основное, тогда es = Smin = 160.
ei = Td + es = 320;
TD = Smax – ei = 720 – 320 =400;
ES = TD = 400.
Ответ: ES = 400, EI = 0, es = 160, ei = 320, TD = 400.
б)
![]() Дано:
Дано:
TD = 0,039 мм, Td = 0,025 мм, N min = 0,035 мм.
Определить: ES, EI, es, ei, N max.
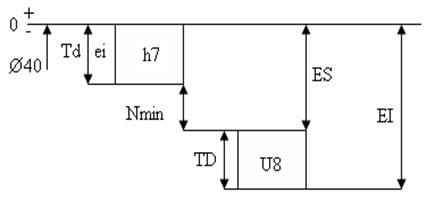 es = 0 по условию, ei = Td = 0,039;
es = 0 по условию, ei = Td = 0,039;
ES = ei + Nmin = 0,060;
EI = ES + TD = 0,060 + 0,039 = 0,099;
Nmax = EI = 0,099
Ответ: ES = 0,060, EI = 0,099, es = 0, ei = 0,039, Nmax = 0,099.
2 Задачи к теме 3
1) Выбрать и рассчитать посадки
на соединения подшипника с корпусом и валом.
2) Назначить отклонения формы и
шероховатость посадочных поверхностей вала и корпуса. Построить схемы полей
допусков соединений подшипника с валом и корпусом.
3) Начертить эскизы деталей и
узла подшипникового соединения с указанием шероховатости поверхности и
отклонений формы.
|
Вариант |
Класс точности подшипника |
Диаметр кольца, мм Узел |
Узел |
Режим работы |
|
|
внутреннего dm |
наружного Dm |
||||
|
10 |
6 |
50 |
110 |
Ролики ленточного транспортера, Вращается корпус |
Нормальный |
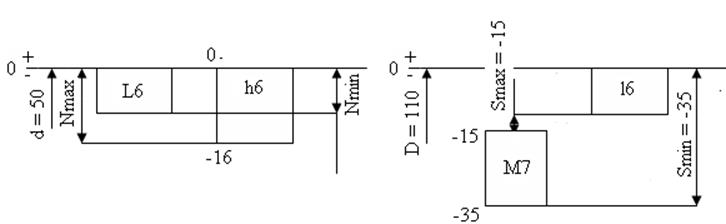
Решение
1) Определяем предельные
отклонения поля допуска внутреннего кольца подшипника LO и предельные размеры
кольца при dm = 50 мм:
ES = 0, EI = – 12 мкм;
dm max = 50
мм; dm min
= 49,988 мм.
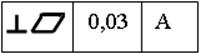
2) Определяем предельные
отклонения поля допуска наружного кольца подшипника l0 и предельные размеры
кольца при Dm = 110 мм:
es = 0; ei = – 15 мкм.
Dm max = 110 мм, Dm min = 109,985 мм
3) Определяем вид нагружения
колец. Так как вращается корпус, а вал неподвижен (т.е. наружное кольцо
вращается, а внутренее неподвижно), то внешнее кольцо нагружено циркуляционно, внутренее
– местно.
4) Определяем поля допусков посадочных
поверхностей: вала – h6,
отверстия в корпусе – М7.
Тогда посадки в соединениях будут
следующими: внутреннее кольцо подшипника –
вал Ø50![]() , наружное кольцо подшипника –
, наружное кольцо подшипника –
корпус Ø110![]() .
.
5) Определяем предельные
отклонения посадочных поверхностей вала и корпуса, их предельные размеры и допуски:
вал Ø 50 h6:
es = 0 мкм; ei = — 16
мкм,
d max = 50 мм, d min
= 49,984 мм;
Тd = 0,016 мм;
отверстие Ø 110 M7:
ES = 0 мкм; EI = — 35 мкм ,
D max = 110
мм; D min
= 109,065 мм;
ТD = 0,035
мм.
6) Определяем предельные зазоры и
натяги соединений.
Внутреннее кольцо подшипника –
вал  – посадка в системе отверстия с натягом:
– посадка в системе отверстия с натягом:
N max = dmax
– dm min = 50 – 49,988 = 0,012 мм;
N min = dmin
– dm max = 49,984 – 50 = -0,016 мм.
Наружное кольцо – корпус  – посадка в системе вала переходная:
– посадка в системе вала переходная:
S max = D max – Dm
min = 110 – 109,985 = -0,015 мм;
S min = D min – Dm
max = 109,065 – 110 = -0,035 мм.
7) Определяем шероховатость
посадочных поверхностей:
вала – Ra = 0,63 мкм;
отверстия – Ra= 1,25
мкм;
торцы заплечиков валов и
отверстий корпусов: Ra = 2,5 мкм.
Отклонение от цилиндричности деталей
под подшипники качения равно 1/4 от допуска на размер: так как Тd = 16 мкм, то допуск цилиндричности вала равен 0,004
мм;
ТD = 35 мкм, поэтому допуск цилиндричности
отверстия равен 0,008 мм.
 Построим схемы полей допусков
Построим схемы полей допусков
деталей подшипникового соединения, обозначим зазоры и натяги.
3
Задачи к темам 4 и 5
Расшифровать обозначение:
|
Вариант |
Обозначение |
|
|
10 |
|
|

1)
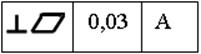
Знак суммарного допуска
перпендикулярности и плоскостности, числовое значение допуска 0,03 в
миллиметрах, буквенное обозначение базы (баз) или буквенное обозначение
поверхности, с которой связан допуск расположения.
2) Обозначение шероховатостей. Условное
обозначение направлений неровностей R,
базовая линия с указанием диапазона параметров ![]() .
.
4
Задачи к теме 6
Расшифровать условное обозначение
резьбы. Построить схему расположения полей допусков для следующих вариантов:
|
Вариант |
Условные |
|
|
10 |
М22 х |
M36 х 1,5-2H5D(2)/3p(2) |
6
Задачи к теме 7(шпоночные соединения)
Для шпоночных соединений с
призматическими шпонками подобрать номинальные размеры шпонок и пазов под них.
Назначить посадки и предельные отклонения на все детали соединения. Определить
предельные зазоры и натяги между деталями. Построить схемы полей допусков.
|
Вариант |
Диаметр вала, мм |
Длина шпонки L, мм |
Поле допуска шпонки |
Поле допуска паза |
Поле допуска паза |
|
10 |
100 |
220 |
h9 |
P9 |
P9 |
1) По
таблицам ГОСТ 23360 – 78 находим размеры:
ширина шпонки b = 28 мм;
высота шпонки h = 16 мм; глубина паза на валу t1
= 10 мм; глубина паза во втулке t2 = 6,4 мм.
2) По таблице для призматических
шпонок при нормальном соединении
Похожие материалы
- Измерения линейных размеров универсальными измерительными средствами: Методические указания к лабораторной работе № 1 по дисциплинам «Метрология, стандартизация и сертификация» и «Метрология, стандартизация и взаимозаменяемость»
- Акустическая эмиссия. Изучение акустического излучения металлами при механической деформации
- Исключение инструментальной погрешности в процессе измерения: Методические указания к лабораторной работе № 4 по дисциплинам «Метрология, стандартизация и сертификация», «Общая теория измерений»
Информация о работе
Тип:
Задания на контрольные работы
ПРАКТИЧЕСКАЯ РАБОТА. Порядок проведения работы.. Определение годности действительных размеров.
ПРАКТИЧЕСКАЯ РАБОТА
«Определение годности деталей, характера брака»
Цель работы: Умение определять годность деталей, характер брака.
Порядок проведения работы.
Определение годности действительных размеров.
Размер без чертежа не существует, его надо обязательно соотнести с поверхностью, обработка которой им определяется.
Для удобства и упрощения оперирования данными чертежа, все многообразие конкретных элементов деталей принято сводить к двум элементам:
наружные (охватываемые) элементы – вал,
внутренние (охватывающие) элементы – отверстие.
При этом не следует принятый термин «вал» отождествлять с названием типовой детали. Многообразие элементов типа «вал» и «отверстие» никак не связано с определенной геометрической формой, которая привычно ассоциируется со словом «цилиндр». Конкретные конструктивные элементы детали могут иметь как форму гладких цилиндров, так и быть ограниченными гладкими параллельными плоскостями. Важен лишь обобщенный тип элемента детали: если элемент наружный (охватываемый) – это «вал», если внутренний (охватывающий) – это «отверстие».
Деталь считается годной, если: Dmin ≤ DД ≤ Dmax(для отверстия)
dmin ≤ dД ≤ dmax (для вала)
Брак исправим, если: DД < Dmin (для отверстия)
dД >dmax ( для вала)
Задание: определите годность деталей и характер брака исходя из полученных действительных размеров (годный  ; исправимый брак
; исправимый брак  ; окончательный брак
; окончательный брак  )
)
Задача № 1. Определить годность валов, по результатам их измерения.
| Размер в чертеже | 
|

|

|

|

|
| Действительный размер | 109,958 | 23,98 | 105,002 | 74,87 | 85,2 |
Задача № 2 Определить годность отверстий, по результатам их измерения.
| Размер в чертеже | 
|

|

|

|

|

|
| Действительный размер | 1,95 | 40,038 | 71,002 | 7,965 | 105,042 |
Условие годности.
Умения правильно прочесть размер на чертеже недостаточно. Надо еще уметь учитывать требования, задаваемые на чертеже, в процессе изготовления изделия. В первую очередь надо научиться определять годность действительного размера.
Действительный размер будет годным, если он окажется не больше наибольшего предельного размера и не меньше предельного размера или равен им.
Это и есть условие годности действительного размера.
Пример. Обозначение размера на чертеже 10 Действительный размер 9,7. Определяем предельные размеры: наибольший предельный 10,2, наименьший предельный 9,9. Действительный размер меньше наименьшего предельного размера. Заключение о годности — брак.
Действительный размер 9,7. Определяем предельные размеры: наибольший предельный 10,2, наименьший предельный 9,9. Действительный размер меньше наименьшего предельного размера. Заключение о годности — брак.
До сих пор мы вводили понятия, характеризующие точность исполнения размера, не соотнося указанные на чертеже размеры с самим чертежом. В действительности же размер без чертежа не имеет смысла, его надо обязательно соотнести с поверхностью, обработка которой им определяется. Для удобства и упрощения оперирования данными чертежа все многообразие конкретных элементов деталей принято сводить к двум элементам: наружные (охватываемые) – валы и внутренние (охватывающие) — отверстия. Введение терминов «вал», «отверстие» позволяет уточнить сформулированное выше условие годности действительного размера.
Теперь заключение о том, что данный размер — это брак, необходимо дополнить характеристикой брака: брак исправимый, брак неисправимый.
Пример: Размер на чертеже 10 .
Действительный размер 9,7.
Наибольший предельный 10,2.
Наименьший предельный 9,9.
Для вала — брак неисправимый.
Для отверстия — брак исправимый.
Ответьте на вопросы:
1. Какой размер называется действительным?
2. Какие размеры называются предельными?
3. Какой брак является исправимым?
4. Какой брак является неисправимым?
5. Определите вид брака или годность:
а) для вала, размер которого по чертежу 10 а действительный размер 9,7;
а действительный размер 9,7;
б) для отверстия, размер которого по чертежу 12 а действительный размер 11,9.
а действительный размер 11,9.
Подборка по базе: Расчет необходимых технических параметром и размеров циклона для, Тест на определение готовности педагога к работе с одаренными д, Жизненные циклы паразитов_ теория, задания на определение послед, Эссе по теме Введение, определение истории медицины, основные це, занятие №2 определение и устранение неисправностей дыхательных а, Задачи. Определение молярной массы эквивалента..docx, Задачи на определение прибыли и рентабельности.docx, Задача № 1 Определение диаметра штуцера фонтанной арматуры.pdf, Анализ конкурентов на рынке и определение собственной конкуренто, 5.05.23 Определение качества антифриза.docx
ДЕПАРТАМЕНТ ОБРАЗОВАНИЯ И НАУКИ ГОРОДА МОСКВЫ
Государственное бюджетное профессиональное образовательное
учреждение города Москвы
«Колледж автоматизации и информационных технологий № 20»
ДОПУЩЕН(А) К ЗАЩИТЕ
Зам. директора по ККО
________________Павлова Е.В.
«____» ____
июня_____ 2022 г.
КУРСОВАЯ РАБОТА
Тема: «Определение годности действительных размеров»
Курсовая работа выполнена в форме:
Курсового проекта
Обучающимся группы ТЭО314ЭФ Марковский Данила Игоревич
(Ф.И.О.)
_____________ _____________
(подпись) (дата)
по специальности
15.02.11 Техническая эксплуатация и обслуживания роботизированного производства
(код и наименование специальности)
Руководитель работы _____________
Макуха «__» марта 2022 г.
(подпись) (И.О. Фамилия)
Согласовано
Заведующий УО «Техно»
_________ А.Г.Семенов
«____» апреля 2022 г.
2022 г.
СОДЕРЖАНИЕ
Введение………………………………………………………3
Глава 1 Теоретический раздел……………………………4
- Основные понятия о размерах и отклонениях………4
- Допуск изготовления вала и отверстия………………8
- Чтение размеров…………………………………………10
1.4 Определение годности действительных размеров…12
Глава 2 Технологический раздел…………………………14
2.1 Размерные цепи…………………………………………14
2.2 Размерный анализ технологического процесса…….15
2.3 Метод max-min………………………………………….17
ВВЕДЕНИЕ
При современном развитии науки и техники, организации про- изводства стандартизация, основанная на широком внедрении прин- ципов взаимозаменяемости, является одним из наиболее эффективных средств, способствующих прогрессу во всех областях хозяйственной деятельности и повышению качества выпускаемой продукции. Одной из основных задач инженера-конструктора, технолога автосервиса, автомеханика является создание новых, модернизация и ремонт существующих изделий, подготовка чертежной документа ции, способствующей обеспечению необходимой технологичности и высокого качества изделий. Решение этой задачи непосредственно связано с выбором необходимой точности изготовления и ремонта изделий, выбором допусков отклонений от геометрической формы и расположения поверхностей и других факторов. Степень возмож ных, с точки зрения работоспособности каждой детали, отклонений ее геометрических параметров от заданных определяет конструктор. Ес- тественно, что одни элементы деталей требуется выполнить более
точно, чем другие в соответствии с их назначением.
В то же время известно, что абсолютно точно изготовить гео- метрические элементы детали невозможно вследствие целого ряда причин, свойственных любому технологическому процессу.
В России действуют Единаясистемадопусковипосадок(ЕСДП) и Основные нормы взаимозаменяемости, базирующиеся на стандартах и рекомендациях ИСО. ЕСДП распространяется на отклонения и допуски размеров гладких элементов деталей и на посадки, образуемые при соединении этих деталей. На чертеже должны быть проставлены размеры и точность, необходимые для изготовления детали и еѐ контроля для обеспечения взаимозаменяемости.
Методические указания к практическим занятиям «Определение годности деталей» по дисциплине «Метрология, стандартизация и сертификация» предназначены для студентов специальности
Техническое обслуживание и ремонт автомобильного транспорта. Методические указания содержат информацию о стандартизации в Российской Федерации, документах по стандартизации, а также контрольные вопросы для практических занятий и направлены на за- крепление, углубление и расширение знаний по учебной дисциплине, на приобретение навыков анализа стандартов ЕСДП.
Глава 1 ТЕОРЕТИЧЕСКИЙ РАЗДЕЛ
1.1 ОСНОВНЫЕ ПОНЯТИЯ О РАЗМЕРАХ И ОТКЛОНЕНИЯХ
Размер без чертежа не существует, его надо обязательно соотнести с поверхностью, обработка которой им определяется. Для удобства и упрощения оперирования данными чертежа, все многообразие конкретных элементов деталей принято сводить к двум элементам:
- Охватываемые размеры. Вал – термин, условно применяемый для обозначения наружных (охватываемых) элементов деталей.
- Охватывающие размеры. Отверстие – термин, условно при- меняемый для обозначения внутренних (охватывающих) элементов деталей.
При этом не следует принятый термин «вал» отождествлять с названием типовой детали. Многообразие элементов типа «вал» и «отверстие» никак не связано с определенной геометрической формой, которая привычно ассоциируется со словом «цилиндр». Конкретные конструктивные элементы детали могут иметь как форму гладких цилиндров, так и быть ограниченными гладкими параллельными плоскостями. Важен лишь обобщенный тип элемента детали: если элемент наружный (охватываемый) – это «вал», если внутренний (охватывающий) – это «отверстие».
В обозначениях размеров деталей используются буквы латинского алфавита:
- Для охватываемых размеров применяют строчные буквы (a, b, c, d…).
- Для охватывающих размеров применяют прописные буквы (A, B, C, D…). Единая система допусков и посадок (ЕСДП) разработана в соответствии с комплексной программой и рекомендациями международных стандартов. Она распространяется на сопрягаемые гладкие цилиндрические элементы и элементы, ограниченные плос- костями.
Все детали, из которых состоят соединения, узлы, агрегаты и ма- шины, характеризуются геометрическими размерами. Размер – это чи- словое значение линейной величины (диаметра, длины и т. д.) в выбранных единицах измерения. Размеры выражают числовое значение линейных величин (диаметр, длину, ширину и т. д.) и делятся на номинальные, действительные и предельные. На чертежах все размеры указываются в миллиметрах. В машиностроении существует три вида размеров:
- Номинальный размер (Dн, dн) является основным размером де тали или их соединений. Он назначается исходя из расчетов деталей на прочность, жесткость и другие параметры, а также на основании конкретных конструктивных, технологических и эксплуатационных соображений. В соединении (посадке) две детали имеют общий номи- нальный размер. Именно номинальный размер указывается на чертежах. Номинальный размер – размер, который служит началом отчета отклонений и относительно которого определяют предельные размеры.
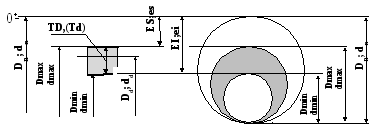
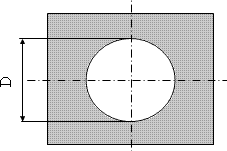
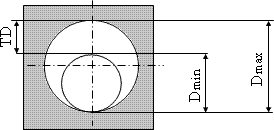
- Предельные размеры (dmax и dmin, Dmax и Dmin,) – два предельно допускаемых размера, между которыми должен находиться или которым равен действительный размер годной детали (рисунок 1).
Рисунок 1 – Предельные размеры вала (а) и отверстия (в).
Dmax, dmax– наибольший предельный размер: наибольший допус- тимый размер элемента.
Dmin, dmin– наименьший предельный размер: наименьший до- пустимый размер элемента.
- Действительный размер – размер, установленный измерением с допустимой погрешностью. Для годных деталей действительный размер должен быть не больше наибольшего и не меньше наименьшего допускаемых предельных размеров. Этот термин введен, потому что невозможно изготовить деталь с абсолютно точными требуемыми размерами и измерить их без внесения погрешности. Действительный размер выявляется экспериментальным путем (измерением) с допус- тимой погрешностью, которая определена какими-либо нормативны- ми документами. Действительный размер находят в случаях, когда требуется определить соответствие размеров элементов детали установленным требованиям. Когда же такие требования не установлены и измерения проводят не с целью приемки продукции, то возможно использование термина измеренный размер, т. е. размер, полученный в результате измерений.
Отклонение– это алгебраическая разность между размером (действительным, предельным и т. д.) и соответствующим номинальным размером.
Действительное отклонение – это алгебраическая разность между действительным и номинальным размерами.
Предельное отклонение– это алгебраическая разность между предельным и номинальным размерами.
Предельные отклонения подразделяют на верхнее и нижнее. В ГОСТе 25346-89 [1] приняты условные обозначения: верхнее отклонение отверстия ЕS, вала -еs, нижнее отклонение отверстия EI, вала —ei.
Верхнее предельное отклонение (ES, es) – алгебраическая разность между наибольшим предельным и номинальным размерами:
ES=Dmax– D(для отверстия); es=dmax– d (для вала)
Нижнее предельное отклонение (EI, ei) – алгебраическая разность между наименьшим предельным и номинальными размерами:
EI= Dmin–D(для отверстия); ei=dmin–d(для вала) Примечание. В расчетных зависимостях D– размер отверстия, d–размер вала.
Когда предельный размер больше номинального, то на чертеже отклонение ставится со знаком плюс (+). Если предельный размер (наибольший или наименьший) меньше номинального, то отклонение является отрицательным и на чертеже ставится со знаком минус (–). Поля допусков отверстия и вала при посадке с зазором приведены на рисунке 2.
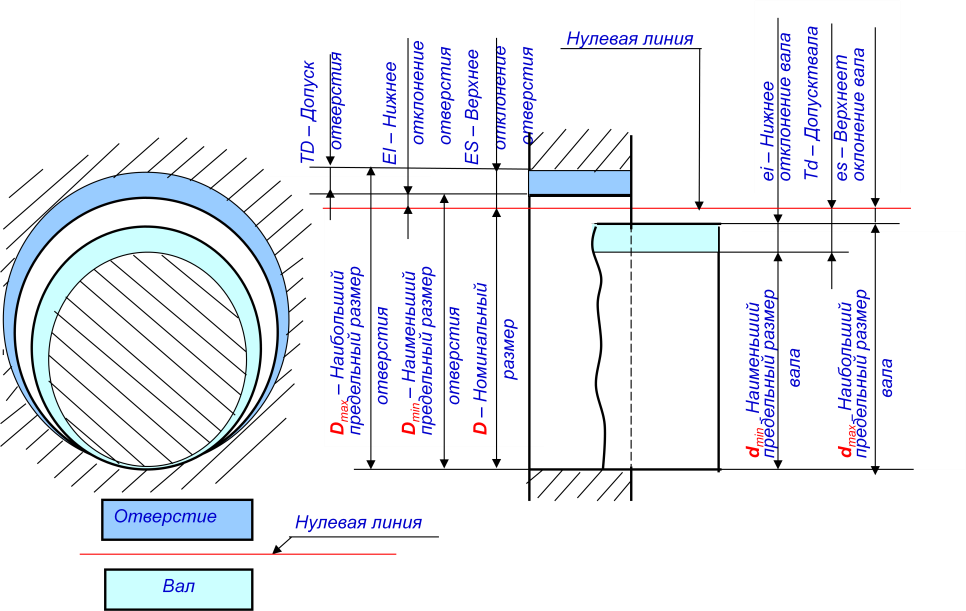 Рисунок 2 – Графическое изображение размеров вала
Рисунок 2 – Графическое изображение размеров вала
Предельные размеры для отверстия определяются по формулам:
Dmax=D+ES,
Dmin=D+EI
где Dmax– наибольший предельный размер отверстия, мм; Dmin– наименьший предельный размер отверстия, мм; ES – верхнее предельное отклонение отверстия, мм ; EI– нижнее предельное отклонение отверстия, мм;
D– номинальный размер отверстия, мм.
Предельные размеры для валов определяются по формулам:
dmax=d+es,dmin=d+ei
где d max– наибольший предельный размер вала, мм; dmin– наименьший предельный размер вала, мм; es– верхнее предельное отклонение вала, мм ; ei– нижнее предельное отклонение вала, мм
Сравнение действительного размера с предельными дает возможность судить о годности детали.
1.2ДОПУСК ИЗГОТОВЛЕНИЯ ВАЛА И ОТВЕРСТИЯ
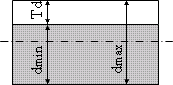
 Допуск T (от лат. Tolerance – допуск) – разность между наибольшим и наименьшим предельными размерами или абсолютное значение алгебраической разности между верхним и нижним отклонениями (рисунок 3). Он определяет допустимое поле рассеяния действительных размеров годных деталей в партии, т.е. заданную точность изготовления.
Допуск T (от лат. Tolerance – допуск) – разность между наибольшим и наименьшим предельными размерами или абсолютное значение алгебраической разности между верхним и нижним отклонениями (рисунок 3). Он определяет допустимое поле рассеяния действительных размеров годных деталей в партии, т.е. заданную точность изготовления.
Рисунок 3 – Допуск изготовления вала и отверстия.
С увеличением допуска качество изделий, как правило, ухудшается, но стоимость изготовления уменьшается.
Рисунок 3 – Допуск изготовления вала и отверстия.
Совмещенный рисунок вала и отверстия с указанием номинального, предельных размеров и предельных отклонений и допусков приведен на рисунке 4.
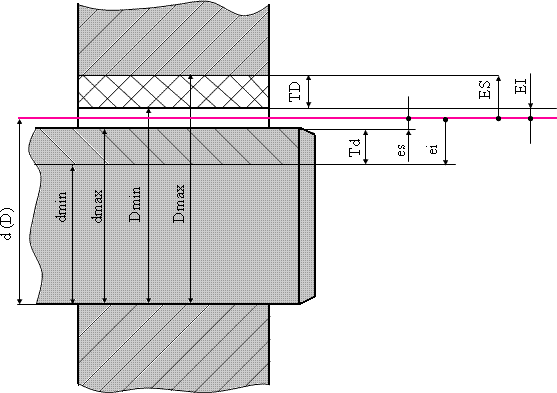
Рисунок 4 – Совмещенный рисунок вала и отверстия
с указанием номинального, предельных размеров и предельных отклонений и допусков.
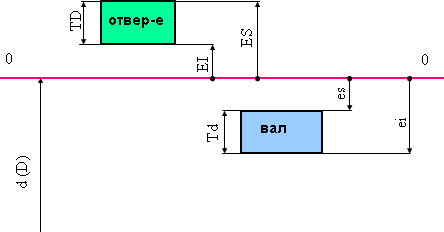 Для наглядного представления допуски изображают графически в виде полей допусков, при котором принято величины возможных отклонений откладывать только с одной стороны рассматриваемого размера. При этом ось изделия всегда располагают под схемой. Вели- чины положительных отклонений откладываются вверх относительно номинального размера, а отрицательные отклонения – соответственно вниз. Так, на рисунке5 изображено отверстие с двумя положительными отклонениями и вал с двумя отрицательными отклонениями. Про- странство, ограниченное линиями верхнего и нижнего отклонений, называется полем допуска.
Для наглядного представления допуски изображают графически в виде полей допусков, при котором принято величины возможных отклонений откладывать только с одной стороны рассматриваемого размера. При этом ось изделия всегда располагают под схемой. Вели- чины положительных отклонений откладываются вверх относительно номинального размера, а отрицательные отклонения – соответственно вниз. Так, на рисунке5 изображено отверстие с двумя положительными отклонениями и вал с двумя отрицательными отклонениями. Про- странство, ограниченное линиями верхнего и нижнего отклонений, называется полем допуска.
Рисунок 5 – Поле допусков отверстия и вала.
Поле допуска – поле, ограниченное верхним и нижним отклоне- ниями. Поле допуска определяется значением допуска и его положением относительно номинального размера.
Нулевая линия – линия, соответствующая номинальному размеру, от которой указывают отклонения размеров при графической изображении полей допусков и посадок. Обычно нулевая линия располагается горизонтально и плюсовые отклонения от номинального размера откладываются вверх, а минусовые – вниз от нулевой линии.
При нормировании точности выделяют одно отклонение из двух, которым характеризуют положение поля допуска относительно номинального размера. Это отклонение получило название – основное отклонение. Основным отклонением является отклонение, ближайшее к нулевой линии.
ЧТЕНИЕ РАЗМЕРОВ
На машиностроительных чертежах номинальные и предельные линейные размеры и их отклонения представляют в миллиметрах без указания единицы измерения (ГОСТ 2.307-79) справа непосредственно после номинального размера: верхнее отклонение над нижним, причем числовые величины отклонений записываются более мелким шрифтом, (исключение составляет симметричное двустороннее поле допуска, в этом случае числовая величина отклонения записывается тем же шрифтом, что и номинальный размер). Номинальный размер и отклонения проставляются на чертеже в мм, например: 58+0,013; 42–0,024; 50+0,107; 74±0,2. Угловые размеры и их предельные отклонения указывают в градусах, минутах или секундах с указанием единицы измерения, например: 00 30′ 40″, 1200±20′. Отклонение, равное нулю, на чертежах не проставляют, указывают только отклонение положительное на месте верхнего
или отрицательное на месте нижнего предельного отклонений, например: 200–0,2; 200+0,2. Предельные отклонения в таблицах допусков указывают в микрометрах.
+𝟎,𝟎𝟐𝟎
Например:вал∅𝟔𝟓+𝟎,𝟎𝟑𝟗
Номинальный размер dн = 65 мм.
Верхнее предельное отклонение вала es= +0,039 мм.Нижнее предельное отклонение вала ei = +0,020 мм.Наибольший предельный размер вала dmax = 65,039 мм.Наименьший предельный размер вала dmin=65,020мм.
Отверстие ∅𝟔𝟓+𝟎,𝟎𝟑
Номинальный размер Dн=65мм.
Верхнее предельное отклонение вала ES=+0,030мм.
Нижнее предельное отклонение вала EI= 0 мм.Наибольший предельный размер вала Dmax = 65,030 мм.Наименьший предельный размер вала Dmin=65,000мм.
Кроме указанных полей допусков вала и отверстия действующими стандартами предусмотрено еще два способа. Поля допусков в ЕСДП в технической документации условно обозначаются сочетанием латинской буквы (основного отклонения) и арабской цифры (номера квалитета точности). Основное отклонение обозначается прописной буквой для отверстий от А до ZC и строчной для валов от а до zc, квалитет цифрой от 01 до 18. В соответствии с ГОСТ 25347-82
+0,020
+0,020
размеру ∅65+0,03соответствует ∅65Н7, а размеру ∅65+0,039 соот- ветствует
- ∅65n6. Допускается их комбинированное обозначение: отверстия ∅65Н7+0,03и вала ∅65𝑛6+0,039. Возможные обозначения поля допуска на диаметр вала и отверстия приведены на рисунке 7.
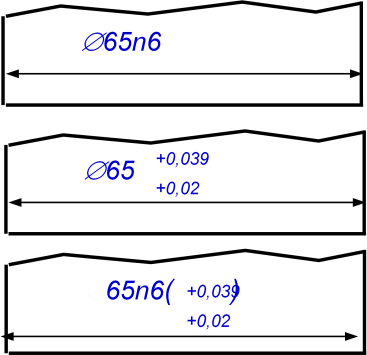
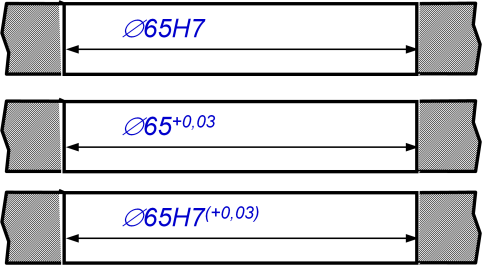
Рисунок 7 – Возможные обозначения поля допуска на диаметр вала и отверстия.
При указании полей допусков на чертежах предельными откло- нениями необходимо соблюдать требование: число цифр после запятой должно быть одинаковым и не больше 3-х. На рабочем чертеже детали предпочтительно поля допусков обозначать буквенно- цифровым или цифровым способом. Для поля допуска Н7 нижнее отклонение EI = 0, рекомендуется не указывать.
1.3ОПРЕДЕЛЕНИЕ ГОДНОСТИ ДЕЙСТВИТЕЛЬНЫХ РАЗМЕРОВ
Деталь признается годной, если действительные размеры диаметров, измеренные во всех положениях, назначенных схемой измерения, не выходят за пределы наибольшего и наименьшего предельных размеров по чертежу детали и если величины отклонения формы, подсчитанные при обработке результатов измерения, не превышают величины допуска формы, указанного в чертеже. Если допуск формы на чертеже отдельно не указан, то за его величину берут допуск размера измеряемого элемента детали.
Действительный размер, установленный измерением, будет годным, если он окажется не больше наибольшего предельного размера и не меньше наименьшего предельного размера или равен им. Это и есть условие годности действительного размера. Необходимо помнить, что для установления годности сравнивают действительный размер с предельными, а не с номинальным. Действительный размер годной детали должен находиться между максимальным и минимальным предельными размерами или быть равным им.
Деталь является годной, если еѐ действительный размер отвечает условию:
Dmin<Dд <Dmax– для отверстия;
dmin<d д <d max– для вала.
Если вышеуказанные условия не выполняются, то размер брак.
Существуют два вида брака:
- неисправимый (окончательный) брак – брак, который нельзя исправить;
- исправимый брак – действительный размер можно исправить обработкой.
- Брак исправим, если: Dд Dmin(для отверстия);
- dд dmax( для вала) (рисунок 8).

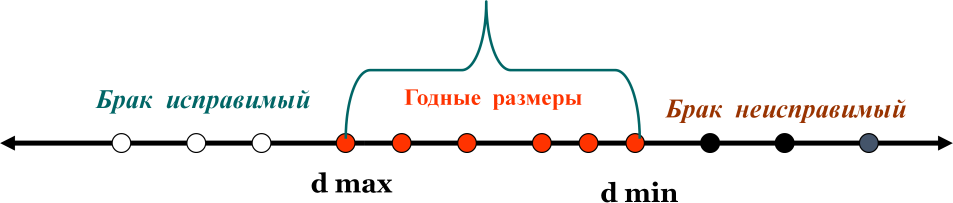
Рисунок 8 – Неисправимый и исправимый брак.
Например
- Для партии штифтов Ø 40 мм установлены предельные размеры: dmax = 40,009 мм, dmin = 39,984 мм. В партии попались штифты, имеющие размеры dr1 = 40,012 мм и dr2 = 39,976 мм. Определите годность этих штифтов путем сравнения действительных размеров и отклонений с предельными размерами и отклонениями.
Решение. Сравниваем действительные размеры с предельными. В первом случае dr1 > dmax: dr1 – dmax=40,012 – 40,009=0,003 мм – брак исправимый.
Во втором случае dr2 < dmax: dr2 – dmax=39,976 – 39,984= –0,008 мм – брак неисправимый.
- Дано: dmax = 44,975 мм, dmin = 44,950 мм, D = 45 мм. Вычислить допуск по предельным размерам и по предельным отклонениям. Записать номинальный размер с предельными отклонениями.
Решение. Вычисляем допуск по предельным размерам: Td = 44,975 – 44,950 = 0,025 мм. Находим предельные отклонения: es=44,975–45=–0,025мм;ei=44,950–45=–0,050мм. Допуск по пре- дельным отклонениям: Td=es–ei=–0,025–(–0,050)=0,025мм, т. е. при обоих способах вычисления допуск одинаковый. В техниче-
−0,050
ских документах заданный размер запишут ∅45−0,025 .
Глава 2 ТЕХНОЛОГИЧЕСКИЙ РАЗДЕЛ
2.1 Размерные цепи
Размерная цепь — совокупность взаимосвязанных размеров, образующих замкнутый контур и непосредственно участвующих в решении поставленной задачи.
В общем случае размерная цепь может быть представлена в виде зависимости параметров
Уравнение, связывающее отклонения размеров в размерной цепи:
![]()
Размерная цепь состоит из составляющих и замыкающегоразмеров.
Схема размерной цепи
2.2 Размерный анализ технологического процесса
Размерные (геометрические) связи у детали или в технологическом процессе у заготовки имеют место в неявном виде. Можно сделать зрительную оценку размеров чертежа или размеров на эскизах технологического процесса. Выявить все размерные связи и представить их в виде размерных цепей при большом количестве чертежных и операционных размеров – задача достаточно сложная и требует профессиональных навыков.
Вместе с тем задача эта существенно упрощается, если технологический процесс представить в виде абстрактного математического образца или графа – графа потому, что этот математический образ (модель) представляется графически в виде некоторой геометрической фигуры [1]. Для технологических размерных расчетов применим так называемый граф–дерево. Дерево потому, что ребра не образуют замкнутых контуров.
При геометрическом представлении технологического процесса в виде графа в свою очередь выделяют два графа–дерева. Один граф образован чертежными размерами и припусками. Он называется исходным графом; параметры графа – чертежные размеры и припуски – всегда известны, и исходя из этих данных находятся неизвестные операционные размеры. Другой граф образуется операционными размерами и размерами заготовки и называется производным графом.
Всю методику размерного анализа (для определения длинновых, осевых размеров) технологического процесса с построением графа, выявлением размерных цепей в виде системы уравнений и их решение рассмотрим на конкретном примере. Исходными данными для размерного анализа технологического процесса (ТП) являются чертеж детали и план обработки (рис.1.2).
Чертеж (эскиз) детали
2.3 Метод max-min
Для линейной размерной цепи уравнение (1) может быть записано в следующем виде
![]()
де n- число увеличивающих, p- число уменьшающих звеньев, причём n+p=m-1.
В общем случае ![]()
На схемах увеличивающие звенья можно отмечать стрелкой, направленной вправо (![]() ), уменьшающие — влево (
), уменьшающие — влево (![]() )
)
Предельные размеры рассчитываются по следующим формулам:
![]()
![]()
В большинстве случаев удобнее пользоваться расчётом предельных отклонений:
![]()
![]()
затем среднее отклонение замыкающего размера
![]()
Компенсатором может быть специальная деталь, например набор прокладок или устройство ( винт или гайка, клин и т.п. ). В некоторых случаях предусматривают технологический компенсатор — избыток материала на одной из деталей, который удаляется при сборке пригонкой замыкающего размера до заданных пределов.
Номинальный размер компенсатора ![]() определяется из уравнения
определяется из уравнения
![]()
Знак “+” соответствует случаю, когда компенсатор является увеличивающим звеном, знак “-“ — когда компенсатор – уменьшающее звено.
Диапазон регулирования компенсатора ![]() определяется из уравнения
определяется из уравнения
![]()
Расчёт
увеличивающего компенсатора проводиться по следующим формулам:
![]()
Предельные отклонения компенсатора от номинального значения ![]() определяются по уравнениям
определяются по уравнениям
![]()
или по предельным отклонениям составляющих звеньев![]()
Глава 3 ЭКОНОМИЧЕСКИЙ РАЗДЕЛ
На основе определения годности действительных размеров в дальнейшем изготавливаются разные типы деталей. Поэтому ниже приведён пример расчета себестоимости детали.
Себестоимость детали включает в себя затраты на материал и последующую механическую обработку.
Под стоимостью механической обработки понимают затраты по операциям, которые необходимо выполнять при том или ином варианте обработки до получения необходимого размера.