Режимы резания при токарной обработке и точении: таблицы формул, расчет подачи и скорость
25.08.2020

Подготовимся к проведению одной из наиболее распространенных операций. Рассмотрим расчет подачи и режимов резания при токарной обработке. Его важность сложно переоценить, ведь если он проведен правильно, то помогает сделать техпроцесс эффективным, снизить себестоимость производства, повысить качество поверхностей деталей. Когда он выбран оптимально, это самым положительным образом влияет на продолжительность работы и целостность инструментов, что особенно важно в перспективе длительной эксплуатации станков с поддержанием их динамических и кинематических характеристик. И наоборот, если его неверно выбрать и взять не те исходные показатели, ни о каком высоком уровне исполнения продукции говорить не придется, возможно, вы даже столкнетесь с браком.

Режимы резания: что это такое
Это целый комплекс характеристик, задающих условия проведения токарной операции. Согласно технологическим маршрутам, обработка любого элемента (особенно сложного по форме) проводится в несколько переходов, для каждого из которых требуются свои чертежи, размеры и допуски, оборудование и оснастка. Вычислив и/или подобрав все эти параметры один раз для первой заготовки, в дальнейшем вы сможете подставлять их по умолчанию – при выпуске второй, пятой, сотой детали – и таким образом минимизируете время на подготовку станка и упростите контроль качества, то есть оптимизируете процесс производства.
В число основных показателей входит глубина, скорость, подача, в список дополнительных – масса объекта, припуски, частота, с которой вращается шпиндель, и в принципе любая характеристика, влияющая на результат обработки. И важно взять те из них, что обеспечат лучшую итоговую точность, шероховатость и экономическую целесообразность.
Есть несколько способов провести расчет режимов резания при точении:
- • аналитический;
- • программный;
- • табличный.
Первый достаточно точный и до появления мощной компьютерной техники считался самым удобным. По нему все вычисления осуществлялись на основании паспортных данных оборудования: мощность двигателя, частоту вращения шпинделя и другие показатели подставляли в уже проверенные эмпирические выражения и получали нужные характеристики.
С разработкой специализированного ПО задача калькуляции существенно упростилась – все операции выполняет машина, быстрее человека и с гораздо меньшей вероятностью совершения ошибок.
Когда под рукой нет компьютера или формул, зато есть опыт, можно определить подходящие критерии на основании нормативных и справочных данных из таблиц. Но для этого необходимо учитывать все изменения значений, даже малейшие, что не всегда удобно в условиях производства.
Особенности определения режимов резания при точении
В первую очередь нужно выбрать глубину обработки, после нее – подачу и скорость. Важно соблюсти именно такую последовательность – в порядке увеличения степени воздействия на инструмент. Сначала вычисляются те характеристики, которые могут лишь минимально изменить износ резца, в конце те, что влияют на ресурс по максимуму.
Параметры следует определять для предельных возможностей оборудования, в обязательном порядке учитывая размеры, металл исполнения, конструкцию инструмента.
Важным пунктом является нахождение подходящей шероховатости. Плюс, правильнее всего взять лезвие под конкретный материал, ведь у того же чугуна одна прочность и твердость, а у алюминия – совсем другая. Не забывайте также, что в процессе происходит нагрев детали и возрастает риск ее деформации.
Выбор режима резания при точении на токарном станке продолжается установлением типа обработки. Какой она будет, черновой или чистовой? Первая грубая, для нее подойдут инструменты, выполненные из твердых сталей и способные выдержать высокую интенсивность техпроцесса. Вторая тонкая, осуществляется на малых оборотах, со снятием минимального слоя металла.
Глубина определяется количеством проходов, за которые убирается припуск. Подача представляет собой расстояние, преодолеваемое кромкой за вращение заготовки, и может быть одного из трех типов:
- • минутная;
- • на зуб;
- • на оборот.
Скорость в значительной степени зависит от того, какая именно операция выполняется, например, при торцевании она должна быть высокой.

Характеристики режимов резания
Прежде чем подробно рассмотреть все основные параметры, скажем еще несколько слов о методах вычислений. Точнее, о том, как от графики перешли к аналитике и компьютеризации.
По мере совершенствования производства даже самые подробные таблицы оказывались все менее удобными: столбцы, колонки, соотношения – на изучение этого и поиск нужного значения уходило огромное количество времени. И это при том, что основные показатели связаны между собой, и уменьшение/увеличение одного из них провоцировало менять остальные.
Установив столь очевидную зависимость, инженеры стали пользоваться аналитическим способом, то есть продумали эмпирические формулы, и начали подставлять в них частоту вращения шпинделя, мощность силового агрегата и подачу и находить нужные характеристики. Ну а развитие компьютеров и появление вычислительного ПО серьезно упростило задачу и защитило итоговые результаты от ошибок человеческого фактора.
Схема расчетов режима резания на токарном станке
Порядок действий следующий:
- • Выбираете, каким инструментом будете пользоваться в данной ситуации; для хрупких материалов подойдет лезвие со сравнительно небольшими показателями прочности, но для твердых – с максимальными.
- • Определяете толщину снимаемого слоя и число проходов, исходя из актуального метода обработки. Здесь важно обеспечить оптимальную точность, чтобы изготовить изделие с минимальными погрешностями геометрических габаритов и поверхностей.
Теперь переходим к рассмотрению конкретных характеристик, играющих важную роль, и к способам их практического нахождения или изменения.
Глубина резания при токарной обработке на станке
Ключевой показатель для обеспечения качества исполнения детали, показывающий, сколько материала нужно убрать за один проход. Общее количество последних вычисляется с учетом следующего соотношения припусков:
- • 60% – черновая;
- • от 20 до 30% – смешанная;
- • от 10 до 20% – чистовая.
Также свою роль играет то, какая форма у заготовки и что за операция выполняется. Например, при торцевании рассматриваемый параметр приравнивается к двойному радиусу предмета, а для цилиндрических деталей он находится так:
k = (D-d)/2, где:
- D и d – диаметры, начальный и итоговый соответственно;
- k – глубина снятия.
Если же изделие плоское, используются обычные линейные значения длины – 2, 1-2 и до 1 мм соответственно. Здесь же есть зависимость от поддерживаемого класса точности: чем он меньше, тем больше нужно совершить подходов для получения результата.

Как определить подачу при точении
Фактически она представляет собой то расстояние, на которое резец передвигается за один оборот, совершаемый заготовкой. Наиболее высока она при черновой обработке, наименее – при чистовой, когда действовать следует аккуратно, и в дело также вступает квалитет шероховатости. В общем случае ее делают максимально возможной (для операции) с учетом ограничивающих факторов, в числе которых:
- • мощность станка;
- • жесткость системы;
- • стойкость и ресурс лезвия.
При фрезеровании отдают предпочтение варианту «на зуб», при зачистке отверстий – рекомендованному для текущего инструмента, в учебных целях – самую распространенную, то есть 0,05-0,5 об/мин.
Формула расчета подачи при точении, связывающая между собой все ее виды, выглядит так:
SM = S*n = SZ*Z*n, где:
n – частота вращения резца,
Z – число зубцов.
Для упрощения вычислений можно брать данные отсюда:
|
Диаметр, заготовки, мм |
Размер инструмента, мм |
Подача, мм/об, с выбранной глубиной резания, мм |
||||
|
до 3 |
3-5 |
5-8 |
8-12 |
от 12 |
||
|
Для стали |
||||||
|
до 20 |
16х25-25х25 |
0,3-0,4 |
– |
|||
|
20-40 |
0,4-0,5 |
0,3-0,4 |
– |
|||
|
40-60 |
16х25-25х40 |
0,5-0,9 |
0,4-0,8 |
0,3-0,7 |
– |
|
|
60-100 |
0,6-1,2 |
0,5-1,1 |
0,5-0,9 |
0,4-0,8 |
– |
|
|
100-400 |
0,8-1,3 |
0,7-1,2 |
0,6-1 |
0,5-0,9 |
– |
|
|
400-500 |
20х30-40х60 |
1,1-1,4 |
1-1,4 |
0,7-1,2 |
0,6-1,2 |
0,4-1,1 |
|
500-600 |
20х30 |
1,2-1,5 |
1-1,4 |
0,8-1,3 |
0,6-1,3 |
0,4-3,2 |
|
Для чугуна |
||||||
|
до 20 |
16х25-25х25 |
– |
||||
|
20-40 |
0,4-0,5 |
– |
||||
|
40-60 |
16х25-25х40 |
0,6-0,9 |
0,5-0,8 |
0,4-0,7 |
– |
|
|
60-100 |
0,8-1,4 |
0,7-1,2 |
0,6-1 |
0,5-0,9 |
– |
|
|
100-400 |
1-1,3 |
0,9-1,4 |
0,8-1,1 |
0,6-0,9 |
||
|
400-500 |
20х30-40х60 |
1,3-1,6 |
1,2-1,5 |
1,1-1,3 |
0,8-1 |
0,7-0,9 |
|
500-600 |
20х30 |
1,5-1,8 |
1,2-1,6 |
1-1,4 |
0,9-1,2 |
0,8-1 |
Если операции осуществляются под серьезными ударными нагрузками, выбранное значение необходимо помножить на 0,85. Если металлом детали является жаропрочная конструкционная сталь, следует ограничиться 1 мм/об.
Расчет скорости резания при токарной обработке
Это показатель с сильнейшим влиянием, зависящий от следующих факторов:
- • тип работы;
- • вид используемого инструмента;
- • материал исполнения заготовки.
Так, торцы отрезаются так быстро, как только возможно, в то время как сверление выполняется уже гораздо медленнее. Для решения стандартных задач параметр можно без труда вычислить, умножив диаметр будущего изделия на число оборотов в минуту и на тт, а затем разделив на поправочный коэффициент в 1000. Для упрощения можно воспользоваться специальным программным обеспечением.
Но если под рукой нет компьютера с установленным ПО или даже калькулятора, есть альтернативный вариант – уже подсчитанная скорость резания при точении из таблицы (ее мы отдельно приведем ниже). Также представим вашему вниманию две формулы – чтобы вы могли воспользоваться любой из них на основе уже имеющихся значений, а после обратили свое внимание на нормированные показатели.

Проверка принятых характеристик
Оборудование необходимо эксплуатировать подходящим образом – это нужно не только для производительности, но и с точки зрения эксплуатации.
Допустим, что вы остановились на каких-то значениях, что предпринять дальше? Прежде чем настраивать по ним станок, необходимо убедиться, что они правильные, так сказать, подтвердить правильность выбора режимов резания при токарной обработке.
Для этого нужно лишь заглянуть в паспорт оборудования и свериться с рекомендованными параметрами. Нормированные показатели должны быть выше тех, что взяли вы. Если это условие не выполняется, следует скорректировать величины, иначе техника вполне может выйти из строя в процессе изготовления деталей.
Какой инструмент использовать
Такой, что обеспечит:
- • необходимую форму и геометрические параметры заготовки;
- • достаточное качество готовой поверхности;
- • технологичность и безопасность процесса выпуска;
- • минимальные энергетические затраты при хорошей производительности;
- • экономичный расход дорогих и/или редких материалов;
- • ремонтопригодность изделия.
Выше мы уже писали, что длина обработки (резания) и подача на оборот при точении зависят лезвия, поэтому его тоже нужно рассмотреть подробнее. Сделаем это прямо сейчас, сгруппировав все разнообразие вариантов по главным признакам и выделив их особенности.
Классификация инструментов
Разделить их можно по трем показателям, каждый из которых оказывает достаточно сильное влияние на результаты проведения операций. Если установить неподходящий, это обернется недостаточной продуктивностью труда, ухудшением точности, повышением износа функциональных узлов или даже нарушением техники безопасности. Поэтому так важно правильно определиться и использовать то, что подходит для станка.
По способу обработки
Чтобы вам было проще выбирать рекомендуемые режимы резания при точении, таблицы составлены для таких разновидностей лезвий:
- • проходные;
- • резьбовые;
- • галтельные;
- • расточные;
- • фасонные;
- • резьбовые;
- • прорезные;
- • подрезные;
- • отрезные.
Между собой они различаются формой, размерами и исполнением кромок.

По материалу рабочей части
Они бывают:
- инструментальные;
- быстрорежущие;
- минералокерамические;
- твердосплавные – одно-, двух- и трехкарбидные (вольфрамовые, титановольфрамовые и титанотанталовольфрамовые соответственно).
Конкретный вариант подбирается, исходя из твердости поверхности детали – понятно, что он должен быть еще прочнее, чтобы не разрушаться при механическом контакте, а снимать стружку.
По исполнению
Есть один момент, о котором стоит помнить, выбирая любой параметр, например, обороты токарного станка по металлу: таблица составлена сразу для всех видов инструмента. При этом конструкция у него может быть:
- сборная;
- цельная;
- комбинированная.
У каждого типа свои преимущества. Первый отличается наибольшей ремонтопригодностью, ведь можно заменить лишь один деформированный элемент, а не весь резец. Зато второй гораздо лучше выдерживает повышенные нагрузки, так как равномерно воспринимает все силовые воздействия. Третий же сочетает в себе преимущества двух предыдущих, но стоит дороже всего.
Определяться вам, в зависимости от характера и твердости поверхности, точности снятия слоя, тех геометрических параметров, которые нужно получить в результате.
Формула подачи и режимов резания при токарной обработке
Для вычислений воспользуйтесь следующим выражением:
Vt = n x f (мм/мин), где:
- n – частота вращения;
- f – величина подачи на 1 оборот.
Также есть другие полезные соотношения, например, для нахождения эффективной мощности:
N (э) = (PZ x V)/(1020 x 60), причем:
P (z) – это максимальная нагрузка (тангенциальная сила), и она в свою очередь представлена в виде:
P (z) = 10Ср x t1 x S2 x V3 x Kp
Зная все эти величины, можно определить необходимую производительность станка:
N (п) = N(э)/η,
где η представляет собой заложенный заводом-изготовителем КПД (коэффициент полезного действия) оборудования.
Для выяснения оптимальной скорости резания при токарной обработке таблица необязательна – нужный показатель не составляет труда найти по следующей формуле:
VC = (DC x π x n)/1000 м/мин, где:
- DC – двойной радиус детали;
- n – частота вращения.
Или в качестве альтернативы можно воспользоваться таким соотношением:
- • V = CV/((T1 x t2 x S3) x KV, в котором:
- • T – стойкость инструмента;
- • CV – коэффициент, применяемый как к заготовке, так и к лезвию;
- • 1, 2, 3 – параметры степеней;
- • KV – поправочное значение, зависящее от материала кромки, качества (точности) и особенностей поверхностного слоя.
Опять же, все полученные данные нужно сверить со стандартным рядом, актуальным для имеющегося станка, и убедиться, что они разница между ними не больше 5% и что они не превышают нормированные значения.

Таблица режимов резания при токарной обработке на станке
|
Материал |
Операция |
Показатели степени |
СР |
|||
|
Детали |
Лезвия |
n |
x |
y |
||
|
Сталь конструкционная |
Твердая |
Наружное растачивание |
-0,15 |
1 |
0,75 |
300 |
|
Прорезание и отрезание |
0 |
0,72 |
0,8 |
408 |
||
|
Быстрорежущая |
Наружное растачивание |
0 |
1 |
0,75 |
200 |
|
|
Прорезание и отрезание |
0 |
1 |
1 |
247 |
||
|
Чугун серый |
Твердый сплав |
Наружное растачивание |
0 |
1 |
0,75 |
92 |
|
Быстрорежущая сталь |
Прорезание и отрезание |
– |
1 |
1 |
158 |
|
|
Чугун кованый |
Твердый сплав |
Наружное растачивание |
0 |
1 |
0,75 |
81 |
|
Прорезание и отрезание |
– |
1 |
1 |
139 |
Теперь вы понимаете, насколько важно верно определить параметры эксплуатации оборудования. Хорошо, что это не будет проблемой теперь, когда вы знаете, как рассчитать режимы резания при токарной обработке. А станок, который эффективно решит любые ваши производственные задачи, вы всегда можете заказать у ижевского производителя – завода «Сармат».
При токарной обработке с заготовки за определенное число проходов снимается лишний металл, называемый припуском. В результате получается изделие заданной формы с требуемыми размерами и классом шероховатости поверхностей.
В общем виде операция точения детали на токарном станке выглядит следующим образом: резец последовательно перемещается с заданной подачей вглубь металла вращающейся заготовки, при этом его режущая кромка за каждый оборот удаляет с заготовки заданную толщину металла.

Режимы резания при токарной обработке определяют на основании ряда технических показателей, среди которых самые значимые – это подача инструмента и частота вращения детали, закрепленной в шпинделе станка. Правильный выбор и применение режимов обработки гарантируют не только геометрическую точность и экономичность изготовления, но и сохранность детали, инструмента и оборудования, а также безопасность станочника.
Основные параметры
Одна из главных задач технологической подготовки производства при токарных работах – это определение рациональных режимов резания. При их расчете должны учитываться особенности обрабатываемого изделия и возможности станочного парка, а также наличие соответствующего инструмента, приспособлений и оснастки. Компоновка узлов и агрегатов токарного станка позволяет реализовать два определяющих вида движения, которые формируют заданную конфигурацию поверхностей детали: вращение заготовки (главное движение) и перемещение резца вглубь и вдоль поверхности детали (подача). Поэтому основными технологическими параметрами для токарного оборудования являются:
- глубина резания;
- подача и обороты шпинделя;
- скорость резания.
Существует взаимовлияние режимов резания и основных элементов производственной экономики. Среди них самые значимые – это:
- производительность оборудования;
- качественные показатели производства;
- стоимость выпускаемых изделий;
- износ оборудования;
- стойкость инструмента;
- безопасность труда.

Точение на предельных режимах повышает производительность токарного оборудования. Однако такая работа станков не всегда возможна и целесообразна, т.к. существуют ограничения в виде предельной мощности главного привода, жесткости и прочности обрабатываемых изделий, а также технологических параметров инструмента и оснастки.
Еще одним ограничением являются характеристики отдельных материалов. К примеру, титан и нержавеющая сталь для токарной обработки являются одними из наиболее сложных материалов и требуют особого подхода при определении параметров технологической операции.
При неправильном расчете или подборе технологических параметров работа на высоких скоростях может вызвать повышенную вибрацию и разбалансировку отдельных механизмов токарного станка. Это приводит к понижению точности и повторяемости размеров изделий. Кроме этого повышается риск поломки инструмента и выхода из строя станка.
Глубина
Припуск – это толщина металла, удаляемого токарным резцом с заготовки до достижения ею чистового размера. При обточке и расточке он удаляется поэтапно за заданное число резов. Толщина металла, удаляемого за единичный проход резца, в механообработке носит название глубина резания и измеряется в миллиметрах. В технологических расчетах и таблицах этот параметр обозначают буквой t.
При операциях обточки она равна 1/2 разности диаметров перед и после обточки детали и вычисляется по формуле:
t = (D-d)/2,
где t – глубина резания; D — диаметр заготовки; d – заданный диаметр детали.
При операциях подрезки – это размер слоя металла, удаляемого с торца заготовки за единичный проход резца, а при проточке и отрезке – глубина канавки.

В идеальном случае на удаление припуска требуется один проход резца. Но в реальности токарный процесс, как правило, включает в себя черновой и чистовой этап обработки (а для поверхностей с повышенной точностью – и получистовой). При хороших характеристиках и форме заготовки обе эти операции выполняются за два-три прохода.
Подача
Подача при токарной обработке – это длина пути при поперечном перемещении режущей кромки резца, совершаемом ей за единичный оборот шпинделя. Ее измеряют в мм/об, в технологической документации обозначают буквой S и подбирают по технологическим справочникам. Величина подачи зависит от мощности главного привода, значения t, габаритов и физических свойств обрабатываемой заготовки. При точении она рассчитывается по формуле:
S=(0,05…0,25) ×t,
Производительность токарного оборудования напрямую связана с величиной подачи.
При операции точения подача на токарном станке должна устанавливаться на максимально возможное число, но с учетом технологических параметров станка и применяемого инструмента. При операциях по черновому точению она зависит от мощности главного привода и устойчивости детали. А при чистовом точении основным критерием является заданный класс шероховатость поверхности.
Скорость
Скорость резания при токарной обработке – это суммарная траектория режущей кромки резца за единицу времени. Ее размерность – в м/мин, а в таблицах и расчетах ее обозначают буквой v и подбирают по технологической документации или рассчитывают по формулам. В последнем случае расчет происходит в следующей последовательности:
- вычисляется величина t;
- по справочнику выбирается значение S;
- определяется табличное значение vт;
- рассчитывается уточненное значение vут (умножением на корректирующие коэффициенты);
- с учетом скорости вращения шпинделя выбирается фактическое значение vф.

Этот параметр является одной из основных характеристик производительности металлорежущего оборудования и напрямую влияет на эксплуатационные режимы работы токарного станка, износ инструмента и качество обрабатываемой поверхности.
Выбор режима на практике
Расчет режимов резания при токарной обработке производится специалистами отдела главного технолога предприятия или технологического бюро цеха. Полученные результаты заносят в операционную карту, в которой приводится последовательность этапов, перечень инструмента и режимы изготовления требуемой детали на конкретном токарном станке. Заводские и цеховые технологи рассчитывают параметры технологического процесса и выбирают соответствующие инструмент и оснастку, используя конструкторские чертежи, эмпирические формулы и табличные показатели из технологических справочников. Но на практике реальные условия точения могут отличаться от нормативных по следующим причинам:
- снижение точности оборудования в результате износа;
- отклонения в геометрических размерах и физических характеристиках заготовки.
- несоответствие характеристик материала расчетным.

Поэтому для уточнения расчетных технологических режимов применяют метод пробных проходов: точение небольших участков поверхности с подбором режимов и последующим замером геометрии и качества поверхности. Главные недостатки такой отладки технологического процесса – это возрастание трудозатрат и сверхнормативное использование производственных ресурсов. Поэтому его используют только в особых случаях:
- единичное изготовление без операционной карты;
- определение точности работы токарного оборудования перед запуском партии;
- работа с неполноценными заготовками (брак и неточность размеров);
- обточка литейных и кованых заготовок, не прошедших предварительную обдирку;
- запуск в производство изделий из новых материалов.
При первом запуске в производство нового изделия, обрабатываемого на автоматизированном оборудовании, также производят пробное точение и подбирают вручную режимы резания. Токарный станок с ЧПУ выполняет все операции по программе, поэтому оператор не всегда может корректировать параметры его работы.
Кроме углеродистых сталей на токарном оборудовании обрабатывают такие металлы как легированная сталь, чугун, титан, сплавы алюминия, бронза и другие сплавы меди. Помимо этого, такую обработку используют для точения материалов с низкой температурой плавления и воспламенения, таких как пластики и дерево. При работе с пластмассами токарные станки чаще всего применяют при обработке деталей из фоторопласта, полистирола, полиуретана, оргстекла, текстолита, а также эпоксидных и карбомидовых композитов. Все перечисленные группы материалов имеют свои особенности расчета и практического применения режимов точения. Это хорошо видно на примере токарной обработки нержавейки – самого распространенного после углеродистой стали конструкционного материала.
Нержавеющая сталь характеризуется низкой теплопроводностью, вязкостью, коррозионной стойкостью, сохранением прочности и твердости при высоких температурах, а также неравномерным упрочнением. Кроме того, в состав некоторых сортов нержавеющей стали входят легирующие добавки повышенной твердости с абразивными характеристиками. Поэтому при работе с ней на практике применяют специальные режимы точения и методы охлаждения и смазки детали.

Обработка нержавейки ведется на повышенных оборотах при уменьшенной подаче. Высокая вязкость этого материала способствует созданию непрерывной вьющейся стружки.
Для решения этой проблемы применяют резцы со стружколомом. Для отвода тепла и смазки обрабатываемой поверхности в рабочую зону подается специальная СОЖ (смазочно-охлаждающей жидкости) на основе олеиновой кислоты. Это уменьшает нагрев заготовки и снижает износ резца. В последнее время все чаще применяют современные методы, которые также уменьшают износ инструмента: направление в рабочую зону ультразвуковых волн и подвод к металлу слаботочных импульсов.
Вычисление скорости резания
Время точения металла (tосн, основное время) – самая затратная составляющая в суммарном времени изготовления единичного изделия. Поэтому от скорости выполнения этой технологической операции напрямую зависит экономическая эффективность использования токарного оборудования. Правильный расчет скорости резания при токарной обработке важен не только с точки зрения стоимостных показателей производственной операции. Ошибки в расчете и применении этого параметра может привести не только к браку детали, но и к повреждению токарного оборудования, оснастки и инструмента. Далее приводится последовательность расчета этого показателя для самой распространенной операции – обточки цилиндрической поверхности.

Скорость резания v имеет размерность м/мин и в общем виде вычисляется по формуле:
v = π×D×n/1000,
где D – диаметр заготовки в мм; n – скорость шпинделя в об/мин.
Но на токарном оборудовании невозможно количественно задать v в качестве параметра управления. При работе на токарных станках предусмотрена регулировка только оборотов шпинделя и подачи инструмента, которые зависит не только от значения v, но и от ряда других факторов: материала детали, мощности главного привода, вида точения и характеристик режущего инструмента. Поэтому при расчете режимов в первую очередь определяют расчетные обороты шпинделя:
n = 1000×v/π×D.
На основании полученного результата по таблицам справочной литературе выбирают соответствующее значение v, которое зависит глубины точения, подачи, материала, типа резца и вида операции. Для расчета теоретической глубины резания t на основании чертежа определяют размерные характеристики детали и заготовки, а затем с учетом геометрических параметров инструмента вычисляют ее по формуле:
t = (D-d)/2,
где D — диаметр заготовки; d – конечный диаметр детали.
После вычисления величины t по справочникам определяют табличное значение подачи S в мм/об. В справочных таблицах учтены: вид материала (различные стали, бронза, чугун, титан, алюминиевые сплавы), тип точения (черновое, чистовое), параметры резца и геометрия его подхода к обрабатываемой поверхности. Затем по технологическим таблицам на основании полученных величин t и S определяют vτ – табличное значение скорости резания.
Далее vτ должна быть скорректирована в соответствии с реальными условиями точения, к которым относят: период стойкости и технические параметры резца, прочностные характеристики материала, физическое состояние обрабатываемых поверхностей, геометрия резания.
Корректировка vт осуществляется с помощью группы поправочных коэффициентов:
vут = vт×К1×К2×К3×К4×К5,
где vут — уточненная скорость резания; K1 — коэффициент, зависящий от времени работы резца; K2, K4 — коэффициенты, зависящие от технических параметров резца; K3 — коэффициент, зависящий от состояния обрабатываемой поверхности; K4 — коэффициент, зависящий от материала резца; K5 — коэффициент, зависящий от геометрии обработки.
После расчета vут вычисляют уточненную скорость вращения шпинделя nут по следующей формуле:
nут = 1000×vут/π×D.
Значение nут должно лежать в диапазоне паспортных скоростей главного привода станка, которые приведены в заводской документации токарного оборудования. Если полученная в результате расчетов nут не имеет точного соответствия в таблицах станка, то необходимо применить ближайшее самое меньшее число.

На последнем этапе рассчитывают фактическую скорость резания vф:
vф = π×D×nут/1000.
Vф напрямую связана с мощностью главного двигателя станка. Поэтому она является основным параметром при выборе конкретного типа токарного станка для обработки требуемой детали.
п,мм/мин

мм/мин
6. Мощность резания
Nрез=5,8 кВт [5]к.7
Мощность резания с учетом поправочных
коэффициентов
Nрез.д.= Nрез∙Кn
где, Kn
– поправочный коэффициент зависящий
от переднего угла и главного угла в
плане
Kn=1,0 [5]к.7
Nрез.д.=5,8∙1,0=5,8кВт
Сравниваем мощность резания с допустимой
мощностью станка
Nрез.д.≤ Nст
Nст=Nдв
∙ η=10∙0,8=8 кВт
где, Nдв – мощность
двигателя
Nдв=10 кВт
η – КПД станка
η=0,8
Nст =10∙0,8=8 кВт
Т.к. Nрез.д.=5,8 ≤ Nст=8
,обработка возможна.
7. Основное время
То4=
,мин
где,y и 𝛥
– недобег и перебег инструмента
y= t∙ctgφ=2∙
ctg45º =2мм
l
– длина рабочего хода
l=2,5мм
So
– подача на оборот
So=0,8мм/об
n
– частота вращения шпинделя
n
= 200 мин-1
То4=
=0,06
мин
Основное время
То= То1+ То2+ То3+
То4,мин
То=0,55+0,175+1,0+0,06=1,785мин
4)Определяем вспомогательное время Тв,
мин
Тв=(Ту.с
+Тизм+Тпер+
Тпер`)xКtв
где Ту.с-вспомогательное
время на установку и снятие детали, мин;
Ту.с=0,42
мин [10]c.32
Тпер-время
связанное с переходом, мин
Тпер= Тпер1+
Тпер2+ Тпер3+
Тпер4=0,43+0,13+0,40+0,06=1,02мин [10]c.64-68
Тпер1=0,43мин –
поперечное точение с предварительным
промером
Тпер2 =0,13 –
продольное точение резцом установленным
на размер
Тпер3 = 0,40 –
растачивание с предварительным промером
Тпер4 = 0,06 –
обточка фаски без измерения
Тпер`
— время связанное с переходом не
вошедшее в операцию
0,07∙3=0,21 – изменение числа оборотов
шпинделя [10]c.69
0,06 ∙3=0,18 – изменение величины и
направаления подачи [10]c.69
0,5∙3=1,5 – установить и снять
инструмент [10]c.69
0,02∙4=0,08 — влючить тормоз шпинделя [10]c.69
0,02∙4=0,08 — закрыть и открыть щиток
огражденя от стружки [10]c.69
Тпер`=0,21+0,18+1,5+0,08+0,08=2,05
мин
Тизм-вспомогательное
время на измерение, мин
Тизм=Т`измxKn
где, Т`изм-время
измерения каждой детали, мин
Kn-переодичность
измерения
Т`изм1=0,10
мин [10]с.191
Т`изм2=0,20
мин [10]с.191
Т`изм3=0,16
мин [10]с.191
Т`изм4=0,12
мин [10]с.191
Kn=1,0 [10]c.200
Тизм=0,10+0,20+0,16+0,12=0,58
мин
Тв=0,42+0,58+1,02+2,05=4,07
мин
Кtв – поправочный
коэффициент на вспомогательное время
в зависимости от характера серийности
работ
Кtв — (То
+Тв) · n
/(60 ·  = (1,785+4,07)50 / (60 ·
= (1,785+4,07)50 / (60 ·
=0,61 — 1,15
где
n – число деталий в партии
n =50
Tв = (0,42+0,58+1,02+2,05)x1,15
=4,681мин
5)Определяем оперативное время
Топ = То + Тв =1,785 +4,681
=6,466 мин
6)Определяем время на обслуживание
рабочего места
Тобс = Топ ·
Побс / 100 =6,466·4/ 100
=0,259мин
где, Побс – затраты на обслуживание
рабочего места, в процентах от оперативного
Побс = 4%
7)Определяем время на отдых и личные
надобности
Тот.л = Топ ·
Пот.л / 100 =6,426· 4 / 100
=0,259 мин
где, Пот.л – затраты на отдых и
личные надобности, в процентах от
оперативного
Пот.л =4%
8)Определяем штучное время
Тшт = Топ + Тобс + Тот.л
=6,466 +0,259 +0,259=6,984 мин
9)Определяем штучно-калькуляционное
время
Тшт-к = Тшт + Тп-з / n
где, Тп-з – подготовительно-заключительное
время [10]c.70-71
Тп-з = Тп-з1 + Тп-з2 +
Тп-з3 = 16+ 7 = 23мин
где,Тп-з1 – подготовительно-заключительное
время наналадку станка, инструмента и
приспособления;
Тп-з1 = 16 мин;
Тп-з2 – подготовительно-заключительное
время на дополнительные приемы;
Тп-з2 — ;
Тп-з3 – подготовительно-заключительное
время на получения инструмента
иприспособлений до начала и сдачу их
после окончания обработки партии
деталей;
Тп-з3 = 7 мин.
Тшт-к = 6,984 + 23/ 50 = 7,444 мин
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Как правильно рассчитать подачи и скорости, чтобы добиться максимальных результатов?
Подачи и скорости важны, потому что они являются ключом к увеличению срока службы инструмента, более высокой скорости обработки (за счет более высоких скоростей съема материала) и лучшего качества поверхности. Но они включают в себя множество разных концепций, из-за которых их сложно усвоить.
Согласно опросам специалистов по ЧПУ, о том, какие разделы и методы ЧПУ сложнее всего изучить, и вот что они сказали:

С большим отрывом, наиболее сложным оказался раздел, где затронута подача и скорость. Это руководство предназначено для того, чтобы облегчить вам процесс обучения!
Для начала стоит спросить: «Как машинисты определяют подачу и скорость?» Мы опросили наших читателей, и вот что они сказали:

Есть несколько подходов:
— Вы можете создать или позаимствовать электронную таблицу. Это наименее популярный вариант по причинам, о которых я расскажу. По сути, это большая работа с множеством ограничений.
— Примерно столько же используют справочники по машинам. Он довольно устаревший, особенно для станков с ЧПУ.
— Удивительно немногие используют свое программное обеспечение CAM, хотя в большинстве CAM оно предусмотрено. Причина проста, и мы обнаружили ее в опросах по программному обеспечению CAM. Большинство программ CAM действительно плохо справляются с определением подачи и скорости.
— Вы можете полагаться на звук или на ощупь. Это требует довольно большого опыта, и, хотя у этого есть свои приверженцы, это в основном не работает. Если бы это было так, вы могли бы купить компакт-диски с «тренировкой слуха» для машинистов=) Это не работает, потому что вы можете отличить только очень плохую подачу и скорость. Вы не можете слышать многие моменты, и вы точно не можете отличить нормальную и действительно отличную подачу и скорость.
— Вы можете положиться на стандартные режимы, которые работали в прошлом, или на практические правила. Этот метод довольно популярен, но он явно ограничен. В конце концов, все ли карманы вы прорезаете одинаковой глубины? В каждой работе есть различия, и если вы ограничены всего несколькими стандартными режимами, вы упускаете возможности. Кстати, одна из причин, по которой CAM делает такую не очень качественную работу, заключается в том, что он использует подход стандартных режимов из базы данных. Каждая работа индивидуальна.
— Вы можете полагаться на данные из таблицы подачи и скорости в Каталоге инструментов. Эти данные важны, но используются сами по себе, они также имеют ограничения. Например, диаграмма подачи и скорости представляет собой двухмерную таблицу. Он может охватывать только 2 переменные. Калькулятор подачи и скорости охватывает около 60 переменных! Когда вы в последний раз просматривали 30 графиков, чтобы рассчитать подачу и скорость? Вы в принципе не можете этого сделать.
— Безусловно, наиболее популярным вариантом является использование калькулятора каналов и скорости.
Почему я не могу просто спросить других опытных специалистов по ЧПУ об их подаче и скорости?
Вы все время видите это в Интернете на форумах. Кто-то хочет узнать лучшие каналы и скорости для нового материала или с каким-то новым инструментом. Вы даже можете потратить деньги, чтобы присоединиться к услуге, где эксперты предоставят вам свои проверенные режимы резанья, чтобы вы знали, что это работает.
Все эти вещи настолько ограничены, отнимают много времени и потенциально дороги.
Первая проблема заключается в том, что вы не представляете, какое качество вы получаете из этих внешних источников. Каковы были их критерии тестирования? Насколько тщательно они протестировали?
Даже когда у вас есть видео, вы не может знать что случилось с инструментом, возможно его ресурса хватило толко на то, чтобы снять видео. Вы понятия не имеете, сколько было прогиба (я называю прогиб инструмента «бесшумным убийцей инструмента») или какой была форма фрезы после обработки.
А те ребята, которых вы спрашиваете в Интернете? Вы действительно понятия не имеете, что там происходит.
Чтобы быть успешным специалистом по ЧПУ, вам необходимо контролировать подачу и скорость. Вы должны иметь возможность получить хорошие подачи и скорости для вашего станка, инструментов, материалов и передовых методов в любое время, когда вам это нужно.
Могу ли я выполнить эти вычисления по «базовой формуле», возможно, в электронной таблице?
Конечно! Вся информация доступна, но формул не всегда достаточно чтобы правильно настроить инсрумент. Все дело в том, что ни кто не захочет решать сложные уравнения для того чтобы установить правильные подачи и скорости резанья, поэтому фсе формулы упрощают, что дает не точный результат.
Эти формулы принимают в качестве входных данных скорость резания и диаметр инструмента для расчета скорости вращения шпинделя, а также количество канавок, скорость вращения шпинделя и нагрузку на стружку для расчета скорости подачи с ЧПУ.
Есть много непонятной физики, связанной с резкой.
Например, есть так называемое «радиальное утонение стружки». Я объясню это ниже, просты формулы не учитывают истончение стружки, поэтому каждый раз, когда вы режете менее половины диаметра фрезы в качестве шага или ширины реза, они ошибаются.
Чем тоньше разрез, тем больше они ошибаются, и в конечном итоге они будут очень неправильными. Под неправильным я подразумеваю, что если вы используете эти подачи и скорости, они преждевременно изнашивают вашу фрезу. Итак, вам нужно изучить формулы для утонения стружки, чтобы вы тоже могли их добавить.
Вы также захотите найти большую таблицу материалов с указанием нагрузки на стружку и скорости резания. В идеале ваша таблица должна быть достаточно большой, чтобы учитывать не только широкие классы материалов, но и отдельные сплавы, а также состояние сплава.
Так же необходимо отрегулировать подачи и скорости, исходя из того, насколько широкий паз и глубина разреза. Существуют таблицы производителей, которые помогут вам в этом, это всего лишь еще один шаг, который нужно добавить в ваш процесс.
Говоря об этом, все это складывается, и, в конце концов, у вас есть очень много переменных которые необходимо учесть, чтобы вводить их в калькулятор. Для этого подхода вы можете использовать электронную обычную таблицу Excel. Конечно в итоге вы перерастете Excel, если будете продолжать добавлять навороты, но на первых парах этого достаточно. Затем, если вы гонитесь за увеличение производительности, вам все равно понадобится калькулятор. Хотя в последнее время хорошие калькуляторы появились и в CAM системах, таких как PowerMill, NX и Fusion360.
Какова роль рекомендаций производителя?
В этот момент появятся несколько фрезеровщиков которые спросят о рекомендациях производителя. В конце концов, разве производитель не знает, как лучше всего использовать его инструменты?
Короткий ответ: «Да, но это не точно=)».
Во-первых, если вы просто просматриваете графики подачи и скорости в каталогах инструментов, вы упускаете множество переменных. Но есть более серьезная проблема: о чем вам не говорят производители?
Некоторые специалисты считают, что производитель завышает параметры по маркетинговым причинам. Они заявляют невероятно высокую подачу и скорость резания, которые инструмент на самом деле не может поддерживать. В некоторых случаях это верно, но большинство производителей не могут себе этого позволить, в основном так делают малоизвестные и китайские фирмы. В конце концов, если фрезы не работают, вы собираетесь ли вы их заказывать? Хотя в той или иной степени завышение параметров инструмента грешат все поставщики инструмента.
Возможность делать свой собственный выбор относительно того, следует ли быть консервативным или агрессивным, полезна, но вот реальный способ думать о калькуляторах и другом программном обеспечении для машинистов: все дело в том, сколько переменных вы можете освоить.
Базовая диаграмма подачи и скорости, подобная тому, что есть в вашем каталоге инструментов, представляет собой двумерный объект. Следовательно, он охватывает только 2 переменные. Они используют несколько диаграмм, добавляют столбцы и практические правила, чтобы охватить еще несколько переменных — может быть, от 4 до 6.
Сложное программное обеспечение подачи и скорости позволяет управлять гораздо большим количеством переменных, чем вы могли бы управлять вручную. Чем больше переменных вы сможете освоить, тем точнее будут ваши подачи и скорости. Каждый раз, когда вы учитесь управлять некоторыми дополнительными переменными, вы можете добиваться лучших результатов. Чтобы дать представление о том, насколько это безумно, тот же PowerMill учитывает почти 60 различных переменных при вычислении скорости и подачи.
Сравните это с полдюжиной формул, рассмотренных в Википедии, и вы начнете понимать сложность современных калькуляторов подачи и скорости. Калькулятор больше из-за огромного объема баз данных. И он может рассматривать все эти данные вместе со всеми этими переменными и в мгновение ока производить вычисления, которые дают результаты. Вернемся еще раз к данным производителя. Мы не говорим, что вы должны игнорировать их, но все же я больше доверяю своему калькулятору. По сути есть два варианта:
- Вы новичок или тот, кого не волнует производительность фрез. В этом случае вам следует игнорировать данные производителя и использовать максимально щадящие режимы резанья, это, возможно, увеличит время обработки, но при этом сохранит ваш инструмент.
- Вам нужно увеличение производительности, которое вы можете получить. Вы должны использовать режимы производителя, но при этом учитывать значения калькулятора.
Если вы относитесь к последнему лагерю и используете определенную линейку инструментов, как и большинство профессиональных цехов, вам нужно, чтобы ваш калькулятор мог импортировать и использовать данные производителя. В идеале он будет импортировать и использовать его вместе со всеми другими встроенными правилами и формулами.
Последний момент важен: вам нужно применить всю эту математику, даже если у вас есть данные производителя. Почему? Потому что данные производителя должны быть упрощены в интересах презентации.
Помните, что в двумерной таблице учитываются только 2 переменные, например, материал и диаметр инструмента, для определения скорости резания и нагрузки на стружку. Если вам повезет, они предоставят вам пару дополнительных таблиц и, возможно, некоторые практические правила:
— «Эти числа подходят для глубины резания 1/2 диаметра».
— «Уменьшите SFM на 50% для полного прорезания канавок или при резке более чем на 2 диаметра в глубину».
Вы наверняка видели такие правила. И снова калькулятор может рассматривать гораздо более сложные модели. Он может плавно интерполировать от 0 до 2-х кратной глубины диаметра, постоянно регулируясь. При расчете радиального утонения стружки он может учитывать любую ширину реза, а не только те, которые указаны в таблицах производителя.
Это ценно и приводит к повышению производительности независимо от того, для чего вы пытаетесь оптимизировать. Данные производителя дополняют 60 переменных и 14 баз данных, но не заменяют их. Кроме того, производители любят давать большие диапазоны для поверхностной скорости и нагрузки на стружку, а затем очень мало рассказывают о том, как выбрать лучшую точку в пределах диапазона.
Калькулятор подачи и скорости даст точный ответ вместо диапазона.
Итак, введите данные вашего производителя в свой калькулятор, чтобы он мог повысить ценность этих данных. как правило эти данные можно импортировать в виде файлов электронных таблиц, чтобы упростить задачу. Калькулятор также включает в себя большой каталог загружаемых данных производителя, поэтому вам, возможно, вообще не придется вводить какие-либо данные. Наконец, если в вашем калькуляторе есть поддержка таблицы инструментов (набор инструментов) и возможность импорта данных производителя, они станут идеальными инструментами для сравнения производительности различных инструментов.
Основными параметрами задающими режимы резания являются:
-Частота вращения вала шпинделя (n)
-Скорость подачи (S)
-Глубина фрезерования за один проход
Требуемая частота вращения зависит от:
-Типа и характеристик используемого шпинделя
-Режущего инструмента
-Обрабатываемого материала
Частота вращения шпинделя вычисляется по следующей формуле:
D – Диаметр режущей части рабочего инструмента, мм
π – число Пи, 3.14
V – скорость резания (м/мин) — путь пройденный точкой (краем) режущей кромки фрезы в минуту.
Скорость резания (V) берется из справочных таблиц (См ниже).
Обращаем ваше внимание на то, что скорость подачи (S) и скорость резания (V) это не одно и то же!!!
При расчетах, для фрез малого диаметра значение частоты вращения шпинделя может получиться больше, чем количество оборотов, которое в состоянии обеспечить шпиндель. В данном случае за основу дальнейших расчетов величины (n) берется фактическая максимальная частота вращения шпинделя.
Скорость подачи (S) – скорость перемещения режущего инструмента (оси X/Y), вычисляется по формуле:

fz — подача на один зуб фрезы (мм)
z — количество зубьев фрезы
n — частота вращения шпинделя (об/мин)
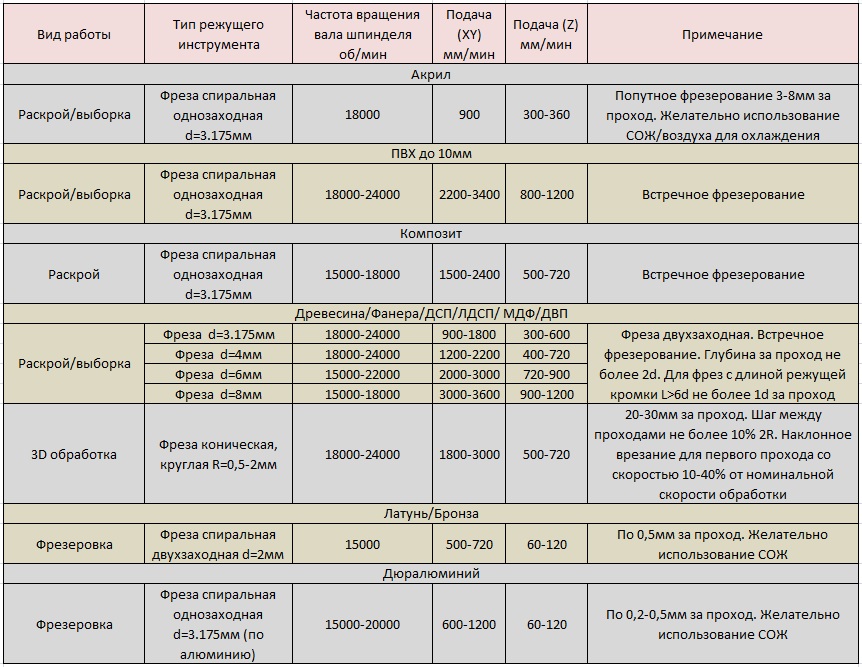
Подача на зуб берется из справочных таблиц по обработке тех или иных материалов.
Таблица для расчета режимов резания:

После теоретических расчетов по формулам требуется подкорректировать значение скорости подачи. Необходимо учитывать жесткость станка. Для станков с высокой жесткостью и качеством механики значения скорости подачи выбираются ближе к максимальным расчетным. Для станков с низкой жесткостью следует выбрать меньшие значения скорости подачи.
Глубина фрезерования за один проход (ось Z) зависит от жесткости фрезы, длины режущей кромки и жесткости станка. Подбирается опытным путем, в ходе наблюдения за работой станка, постепенным увеличением глубины резания. Если при работе возникают посторонние вибрации, получаемый рез низкого качества – следует уменьшить глубину за проход и произвести коррекцию скорости подачи.
Скорость врезания по высоте (ось Z) следует выбирать примерно 1/3 – 1/5 от скорости подачи (S).
Краткие рекомендации по выбору фрез:
При выборе фрез нужно учитывать следующие их характеристики:
-Диаметр и рабочая длина. Геометрия фрезы.
-Угол заточки
-Количество режущих кромок
-Материал и качество изготовления фрезы.
Лучше всего отдавать предпочтение фрезам имеющих максимальный диаметр и минимальную длину для выполнении конкретного вида работ.
Короткая фреза большого диаметра обладает повышенной жесткостью, создает значительно меньше вибраций при интенсивной работе, позволяет добиться лучшего качества съема материала. Выбирая фрезу большого диаметра следует учитывать механические характеристики станка и мощность шпинделя, чтобы иметь возможность получить максимальную производительность при обработке.
Для обработки мягких материалов лучше использовать фрезы с острым углом заточки режущей кромки, для твердых – более тупой угол в диапазоне до 70-90 градусов.
Пластики и мягкие материалы лучше всего обрабатывать однозаходными фрезами. Древесину и фанеру – двухзаходными. Черные металлы – 3х/4х заходными.
Материал и качество фрезы определяют срок службы, качество реза и режимы. С фрезами низкого качества сложно добиться расчетных значений скорости подачи на практике.
Примерные режимы резания используемые на практике.
Данная таблица имеет ознакомительный характер. Более точные режимы обработки определяются исходя из качества фрез, вида станка, и др. Подбираются опытным путем.
Полезные ссылки:
Режимы резания
Фрезерное дело С. В. Аврутин
Создание УП в программе ArtCAM
Выбор фрезы для станка с ЧПУ
Новинки:
Планшетные плоттеры (флюгерный, биговочный, осциллирующий, тангенциальный нож)
Станки с повортным шпинделем