Если
поковку обрабатывают резанием, то
подсчет массы металла проводят по
номинальным размерам поковки без учета
допусков. Если поковка механически не
обрабатывается, то подсчет массы металла
поковки проводят с учетом максимальных
значений допусков, то есть по возможно
максимальным размерам готовой поковки.
Массу
исходной заготовки определяют по
формуле:
mзаг
= mпок
+ mпр
+ mдн
+ mуг
+ mот,
где
mзаг
–
масса исходной заготовки;
mпок
– масса поковки, подсчитываемая как
произведение объема поковки на
плотность металла;
mпр
–
масса отхода с прибыльной частью слитка;
mдн
–
масса отхода с донной частью слитка;
mуг
–
масса отхода на угар (окалинообразование)
при нагреве;
mот
– масса технологических отходов.
Отходы
с прибыльной частью составляют
14…30 %, а с донной 4…7 %; на угар – в среднем
2…2,5 % массы нагреваемого металла
при нагреве холодной заготовки и ~1,5 %
при каждом подогреве. Технологические
отходы (обрубки, выдры и т.п.) зависят
от формы поковки и принятой
последовательности ковки. При ковке
из прокатанной заготовки mпр
и mдн
отсутствуют.
Размеры поперечного сечения заготовки
выбирают с учетом обеспечения необходимой
уковки. Достаточной уковкой для слитков
считается 2,5…3, а для проката можно
принимать 1,3…1,5.
Массу
исходной заготовки при ковке из проката
определяют по формуле:
mзаг
= mпок
+ mот,
Массу
поковки подсчитывают
по
формуле:
mпок
= Vпρ
ρ
,
где
Vпρ
—
объем металла поковки, см3
; ρ
— плотность, равная для стали 7,85 г/см3
(7,85 * 10-3
кг/см3).
Массу
отходов на обсечки и угар (mот)
берут обычно в процентах от массы
поковки. Ее значение составляет 1,5…25%
(глухие фланцы — 1,5%, зубчатые колеса —
8…10, сварные кольца, втулки, обечайки
— 3…5, гладкие валы, бруски — 5…7, валы и
вилки с уступами, болты — 7…10, гаечные
ключи, шатуны — 15…18, рычаги сложные,
кривошипы — 18…25%).
Если
основная операция при ковке — вытяжка,
то площадь поперечного сечения исходной
заготовки F3
находят так:
F3
= FпK,
где
Fп
— площадь поперечного сечения поковки,
см2;
К
— степень уковки, равная для проката
1,3…1,5, для слитка — 1,5…2.
Для
операции осадки высота исходной
заготовки должна быть менее трех ее
диаметров.
Длину
исходной заготовки L3,
см, можно определить из формулы
![]() ,
,
где
V0
— объем отходов, см3;
Vз
— объем заготовки, см3.
Для
облегчения расчетов объемы сложных
деталей разбивают на объемы элементарных
фигур.
2.3. Назначение кузнечных переходов.
При
разработке технологического процесса
ковки необходимо стремиться к наименьшему
числу переходов, к минимуму отходов
металла и получению детали с высокими
механическими свойствами.
Для
создания высоких механических свойств
поковки необходимо устранение в ней
дендритной (древовидной) структуры,
получаемой в отливках, то есть раздробление
ее до мелкозернистого строения.
Поэтому
при ковке ряда деталей (шестерни, валы,
оси, инструмент и др.) для раздробления
дендритной структуры применяют
многократное обжатие поковки в продольном
и поперечном направлениях.
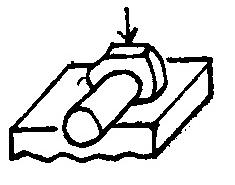
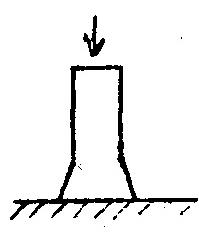
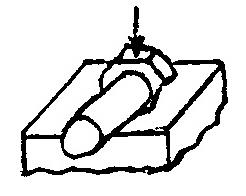
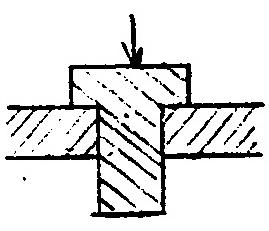
В
качестве примера разбивки кузнечной
операции на переходы приведен
технологический процесс ковки болта
(табл. 2).
Таблица
2.
|
Переходы |
Эскизы |
Переходы |
Эскизы |
|
1. |
5. |
||
|
2. |
|
а) |
|
|
3. |
|
б) |
|
|
в) |
|||
|
4. |
|
6. |
|
|
7. |
2.4.
Выбор оборудования.
Оборудование
выбирают по массе падающих частей
ковочных молотов в зависимости от
размеров заготовки и назначения операции
свободной ковки (табл. 3).
Таблица
3.
|
Масса |
Максимальное |
Масса |
Максимальное |
||
|
осадка |
вытяжка |
осадка |
вытяжка |
||
|
100 |
50 |
90 |
750 |
135 |
200 |
|
200 |
70 |
120 |
1000 |
160 |
230 |
|
300 |
85 |
140 |
2000 |
225 |
280 |
|
400 |
100 |
160 |
3000 |
270 |
330 |
|
500 |
115 |
180 |
5000 |
350 |
400 |
2.5.
Определение режимов нагрева и охлаждения.
Для
нагрева поковок применяют пламенные
и электрические (сопротивления и
индукционные) печи.
Максимально
допустимая температура нагрева tн0
перед свободной ковкой для углеродистых
сталей примерно на 150°С ниже линии
солидуса АЕ на диаграмме железо-цементит.
Температура
конца горячей обработки tк0
для углеродистых сталей устанавливается
на 50…70°С выше линии GSК
( по диаграмме состояния железо –
углерод).
По
окончании ковки при температуре более
высокой, чем рекомендуемые, и последующем
медленном охлаждении получают поковки
из заэвтектоидной стали (с содержанием
углерода более 0,8%) с грубой цементитной
сеткой, а из легированной –с карбидной
сеткой. Такие стали хрупки и плохо
поддаются исправлению термической
обработкой.
В
таблице 4 приведены температурные
интервалы ковки для ряда марок
конструкционных углеродистых и
легированных сталей.
Таблица
4.
|
Марки |
Интервал |
|
10, |
1280…750 |
|
20, |
1250…800 |
|
40÷60, |
1200…800 |
|
40ХС, |
1150…830 |
|
20Х, |
1200…800 |
Нагревать
заготовку следует равномерно во
избежание резкого перепада температур
в наружных и внутренних ее слоях, что
может привести к образованию трещин.
Нагрев до температуры 800…8500С
ведут медленно, а затем быстрее.
Время
нагрева заготовок τ,
ч, в пламенных печах определяют по
формуле профессора Доброхотова:
![]() ,
,
где
D
—
диаметр круглой или сторона квадратной
заготовки, м; К — коэффициент, равный
10 для конструкционной углеродистой и
низколегированной сталей и 20 для
высоколегированной и высокоуглеродистой
сталей.
В
формулу времени нагрева вводят также
поправочные коэффициенты, зависящие
от длины заготовки L3
и ее диаметра D.
Например,
при L3/D
> 3, К1
= 1, при L3/D
= 2, К1
= 0,98, при L3/D
= 1, К1
= 0,71.
Охлаждение
поковок после ковки должно быть
равномерным и не очень быстрым, иначе
возможно образование трещин.
Нельзя
ставить поковки на чугунные плиты, а
также оставлять на сквозняке. Поковки
охлаждают (в зависимости от марки стали
и размеров) на воздухе, в ящиках или
колодцах на воздухе или в засыпке сухим
песком вместе с печью.
Поковки
мало- и среднеуглеродистых, некоторых
легированных сталей (15Х — 45Х, 25Н, 30Х)
охлаждают на воздухе. Поковки размером
до 100 мм из высокоуглеродистых сталей
(У7 – У10) и некоторых легированных сталей
охлаждают на воздухе, при размерах
100…200 мм — в штабелях на воздухе, при
размерах 200…300 мм – в колодце на воздухе.
Термообработка
поковок
применяется для устранения в них
крупнозернистого строения, наклепа,
внутренних напряжений и подготовки их
к механической обработке. Для этой цели
поковки в ряде случаев подвергают
отжигу или нормализации.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Масса сплошной детали
Это странное название статьи объясняется только тем, что детали одной и той же формы могут быть как сплошными, так и полыми (т.е. следующая статья будет называться «Масса полой детали»).
Тут самое время вспомнить, что масса тела — это его объем  , умноженный на плотность его материала
, умноженный на плотность его материала  (см. таблицы плотностей):
(см. таблицы плотностей):

Объем сплошной детали — это… ее объем и больше ничего.
Примечание. В приведенных ниже формулах все размеры измеряются в миллиметрах, а плотность — в граммах на кубический сантиметр.
Буквой  обозначено отношение длины окружности к ее диаметру, составляющее примерно 3,14.
обозначено отношение длины окружности к ее диаметру, составляющее примерно 3,14.
Рассмотрим несколько простых форм (более сложные, как вы помните, можно составить путем сложения или вычитания простых).
1. Масса параллелепипеда (бруска)
 Объем параллелепипеда:
Объем параллелепипеда:  , где
, где  — длина,
— длина,  — ширина,
— ширина,  — высота.
— высота.
Тогда масса:

2. Масса цилиндра
 Объем цилиндра:
Объем цилиндра:  , где
, где  — диаметр основания, — высота цилиндра.
— диаметр основания, — высота цилиндра.
Тогда масса:

3. Масса шара
 Объем шара:
Объем шара:  , где — диаметр шара.
, где — диаметр шара.
Тогда масса:

4. Масса сегмента шара
 Объем сегмента шара:
Объем сегмента шара: ") , где — диаметр основания сегмента, — высота сегмента.
, где — диаметр основания сегмента, — высота сегмента.
Тогда масса:
}/24000}~*~rho")
5. Масса конуса
 Объем любого конуса:
Объем любого конуса:  , где
, где  — площадь основания, — высота конуса.
— площадь основания, — высота конуса.
Для круглого конуса:  , где — диаметр основания, — высота конуса.
, где — диаметр основания, — высота конуса.
Масса круглого конуса:

6. Масса усеченного конуса
 Поскольку невозможно объять необъятное, рассмотрим только круглый усеченный конус. Его объем — это разность объемов двух вложенных конусов: с основаниями
Поскольку невозможно объять необъятное, рассмотрим только круглый усеченный конус. Его объем — это разность объемов двух вложенных конусов: с основаниями  и
и  :
: ") , где
, где  ,
,  . После никому не интересных алгебраических преобразований получаем:
. После никому не интересных алгебраических преобразований получаем:
") , где — диаметр большего основания, — диаметр меньшего основания, — высота усеченного конуса.
, где — диаметр большего основания, — диаметр меньшего основания, — высота усеченного конуса.
Отсюда масса:
}/12000}~*~rho")
7. Масса пирамиды
 Объем любой пирамиды равен одной трети произведения площади ее основания на высоту (то же самое, что и для конусов (часто мы не замечаем, насколько мироздание к нам благосклонно)): , где — площадь основания, — высота пирамиды.
Объем любой пирамиды равен одной трети произведения площади ее основания на высоту (то же самое, что и для конусов (часто мы не замечаем, насколько мироздание к нам благосклонно)): , где — площадь основания, — высота пирамиды.
Для пирамиды с прямоугольным основанием:  , где — ширина, — длина, — высота пирамиды.
, где — ширина, — длина, — высота пирамиды.
Тогда масса пирамиды:

8. Масса усеченной пирамиды
 Рассмотрим усеченную пирамиду с прямоугольным основанием. Ее объем — это разность объемов двух подобных пирамид с основаниями
Рассмотрим усеченную пирамиду с прямоугольным основанием. Ее объем — это разность объемов двух подобных пирамид с основаниями  и
и  :
:  , где
, где  ,
,  .
.
Исчеркав половину тетрадного листа, получаем:  , где
, где  ,
,  — ширина и длина большего основания,
— ширина и длина большего основания,  ,
,  — ширина и длина меньшего основания, — высота пирамиды.
— ширина и длина меньшего основания, — высота пирамиды.
И, оставив в покое остальную половину листа, исходя из одних соображений симметрии, мы можем написать еще одну формулу, которая отличается от предыдущей только заменой W на L и наоборот. В чем разница между длиной и шириной? Только в том, что мы их так назвали. Назовем наоборот и получим:  .
.
Тогда масса усеченной прямоугольной пирамиды:

или

Для пирамиды с квадратным основанием ( ,
,  ) формула выглядит проще:
) формула выглядит проще:
~*~{H~*~rho}/3000")
При составлении сметы строительства или демонтажа металлоконструкций, покупке металлопроката или подготовке металлолома к сдаче, для найма подъемных механизмов бывает необходимо вычислить массу и количество металла, вес лома.
Как это сделать
Для получения необходимой информации можно обратиться к справочникам, и они рассчитают теоретический вес. Второй вариант – воспользоваться помощью калькулятора расчета веса металла по размерам. Если нет под рукой Интернета, есть простой выход – использовать школьные формулы вычисления массы по объему и плотности.
По справочникам
Сборник справочных материалов содержит таблицы металлов, по которым легко определить вес металлопроката любого вида, из черного и цветного металлов или сплавов. Кроме этого, в сборнике приведены формулы, чтобы посчитать вес металла по размерам для заготовок различных конфигураций, данные по удельному весу металлов.
К справочнику приходится обращаться при самостоятельном произведении математических расчетов, например, к таблице плотности металлов. Чтобы вычислить массу детали из цветного металла, понадобится переводной коэффициент.
С готовой таблицей легко самостоятельно рассчитать вес листа металла. По данной толщине и марке стали находится теоретический вес 1 м2, искомая величина умножается на площадь листа. Особенно это удобно для стали с рифлением, выступами, цинковым напылением, учитывается также способ прокатки (холодный или горячий).
Упрощается просчет массы швеллера и двутавра – изделий со сложным сечением. Для них есть таблица с указанием номера профиля и соответствующего веса 1 пог. м в кг. Не нужно заморачиваться, чтобы вычислить вес стальной арматуры, к тому же в таблице указано количество погонных метров в 1 т.
Аналогичные таблицы существуют для металлических профилей Г-образного сечения: указан вес 1 м уголка для конкретной толщины и ширины полки. Правда, такие расчеты отличаются от фактического веса, так как таблицы составлены на основе ГОСТа. В реальности же прокат не всегда соответствует государственным стандартам.
Плотность стали зависит от температурных показателей. Все табличные данные соответствуют температуре 20°C. Данное замечание не относится к цветному прокату.
По калькулятору
Посчитать вес металла по размерам можно онлайн либо скачать калькулятор на компьютер (смартфон). Это удобный вид расчета, потому что не нужно перелистывать справочники в поисках нужных таблиц – достаточно задать конкретные параметры. С помощью калькулятора определяют вес железа любой марки и конфигурации с точностью до сотых долей:
- арматуры, прутков;
- листового проката;
- шестигранников, кругов, квадратов;
- труб;
- плит;
- уголков, швеллеров, двутавров.
Существуют также калькуляторы для цветного проката и для определения объемного веса металла, который важно знать для грузоперевозок.
Алгоритм работы с калькулятором простой:
- Выбирается тип проката, вид изделия и марка металла.
- Заносятся результаты замеров.
- Нажимается кнопка «Посчитать».

Особенно удобна калькуляция для изделий с нестандартной и сложной формой. Кроме того, можно определять метраж изделия по его весу, т.е. переводить килограммы в метры.
Расчет веса по математическим формулам
Вес любого изделия находится так: M = ρV (ρ – плотность, V – объем изделия) или по формуле массы через площадь сечения: M = ρSL (S — площадь сечения, L — длина). Для углеродистой стали принято использовать усредненное значение ρ, равное 7850 кг/м3 или 0,00785 г/мм3, либо 7,85 г/см3 (в зависимости от выбранных единиц измерений). Самое простое вычисление – это масса стального куба со стороной 1 м. Она равна 7850 кг, или 7,85 т.
Различают практические и теоретические формулы массы. Первые адаптированы к определенным условиям, чтобы облегчить и ускорить расчеты.
Листовой прокат
Для расчета веса листового металла нужно перемножить 3 измерения – длину, ширину и толщину изделия, полученный результат умножить на плотность металла. Например: длина проката 1 м, ширина – 2 м, толщина – 2мм, тогда M = 1×2×0,002×7850 = 31,4 (кг).
При определении массы нескольких одинаковых листов железа, достаточно рассчитать вес 1 листа и умножить на количество.
Пруток, проволока и арматура
Для определения массы прутка или любого изделия круглого сечения, используется такая теоретическая формула: M= πR2Lρ, где L – длина, R – радиус заготовки, π = 3,14, ρ – плотность металла. Другая, практическая, формула: M = (0,02466R2)L. Ее можно использовать и для рифленой арматуры.
Из объема найти массу прямоугольного прутка совсем просто. Нужно перемножить длину, ширину и толщину (это объём V), затем найти в справочнике соответствующую плотность и умножить ее на V: M = ABLρ, где A, B – ширина и толщина.
Круг
Чтобы найти вес металлического круга, нужно подставить числовые значения в формулу: M = πR2dρ (R– радиус, d – толщина).
Шестигранный пруток
Лучше всего обратиться за помощью к готовым таблицам, но в их отсутствии расчеты можно произвести самостоятельно:
M = (3√3/2)а2Lρ,
где а – длина стороны шестигранника (мм), L – длина прутка (мм), ρ = 0,00785 г/мм3.
Прямоугольный профиль
Узнать массу прямоугольной профильной трубы можно так:
M = 2(a+b)sLρ,
где a и b – ширина и высота сечения (мм), s – толщина стенки (мм), L – длина трубы (мм), ρ = 0,00785 г/мм3 . Если стенки разной толщины, проводится несколько измерений и находится среднее значение.
Масса круглой трубы
Посчитать вес металла по размерам в данном случае можно по следующим формулам:
M = π(R2 – r2)Lρ, M = 2πRsLρ, M = (D-s)s×0,2466
где М – масса, R2 – внешний радиус, r2 – внутренний радиус, L – длина трубы, ρ. – плотность стали, s – толщина стенки, 0,2466 – константа, соответствующая плотности углеродистой стали ρ = 7,85 г/см3.
Трубу с закрытым концом можно рассматривать как бочку и применить для нахождения ее веса представленные выше формулы для трубы и круга.
Вес фигурных изделий
Посчитать массу, зная объем и плотность, можно для изделий любой конфигурации. Нужно только правильно вычислить объем и подставить значение в известную формулу M = Vρ.
Объем пирамиды рассчитывается по формуле: V = 1/3 SH, где S – площадь основания, H – высота пирамиды.
Для усеченной пирамиды V = 1/3 h(F + f + √Ff), где F и f – площади большего и меньшего основания.
Объем цилиндра: V = πR2H.
Объем конуса: V = 1/3 πR2H, объем усеченного конуса: V = 1/3 πH(R2 + Rr + r2), где H – высота, R и r – радиусы большего и меньшего основания.
Объем шара: V = πD3/6 (D – диаметр).
Для уголка: V = s(h1 + h2)L, где L – длина уголка, s – толщина металла, h1 и h2 – ширина полок.
Объем изделия витиеватой формы и небольших габаритов находят по количеству вытесненной жидкости, поместив его в емкость с водой.
Если конструкция изготовлена из разных металлов и сплавов, тогда можно найти ее массу через вес отдельных деталей.
Теоретический вес рассчитывается по формулам, практический (фактический) определяется взвешиванием. Естественно, что всегда между этими величинами будет несоответствие. Расчет массы заготовки, произведенный самостоятельно по математическим формулам, также может отличаться от табличных или же выданных калькулятором.
Для получения более точных результатов целесообразно пользоваться данными справочников или электронных вычислительных устройств.
При проектировании технологического процесса необходимо правильно рассчитать массу заготовки, чтобы определить массу потребного металла, его стоимость и составить заявку на необходимый для выполнения программы металл.
Массу заготовки следует рассчитать с учетом 50 % допусков на размеры детали (диаметр, толщину, ширину и длину), ширины отрезного инструмента, отходов в виде концов на некратность прутков.
Общий вид формулы для определения массы круглой исходной заготовки имеет вид

где Мис.з — масса круговой исходной заготовки, кг; Dис.з — диаметр исходной заготовки, мм; δ1 — допуск на диаметр, мм; Lис.з — длина исходной заготовки, мм; δ2 — допуск на длину заготовки, мм; b — ширина реза (отрезного инструмента), мм; а — отходы на концы от некратности прутков; ρ — плотность металла, кг/м3.
Знак (+) для прутков, имеющих одностороннее отклонение по диаметру в сторону (+); знак (-) для прутков, имеющих одностороннее отклонение по диаметру в сторону (—); знак (±) для прутков с двухсторонним симметричным или несимметричным отклонением (тогда эта величина равна половине разности отклонений).
Процент отходов на некратность рассчитывают по формуле

где 0,6 — 0,75 — коэффициент, учитывающий длину отходов от некратности (отходы концов 0,5Lис.з и отходы при выравнивании торцов в начале отрезки (0,1—0,25) Lис.з); Lпр — длина прутка, мм.
Масса круглой поковки (кг) составит

где Dn — диаметр поковки, мм; δ3 — допуск поковки, мм; Ln — длина поковки, мм; δ4 — допуск на длину поковки (обычно в +), мм; ρ — плотность, кг/м3; n — число нагревов при ковке; a1 — угар за один нагрев, %; для быстрорежущих сталей a1 = 5 %.
Диаметр прутка (мм), от которого будет отрезаться заготовка для получения поковки, рассчитывают по формулам:

Первую формулу берут при Lп/Dп<0,4, а вторую — при Lп/Dп>0,4.
Полученный Dисз округляют до ближайшего диаметра по сортаменту. Затем определяют нормативную массу прутка (кг) длиной 100 мм:

где δ1 — допуск на диаметр прутка по сортаменту, мм.
Длину исходной заготовки (в мм) для ковки определяют по формуле
Lис.з = (Mп/ Mн) × 100
Затем проверяют отношение Lис.з/Dис.з, которое не должно быть более 2,5. И наконец, по выше приведенным формулам определяют массу исходной заготовки, из которой будет получена поковка и процент отходов от некратности прутка.
![]()
Масса падающих частей молота, кг: для стали Р18
Мм =(120 — 150)×Мп,
для стали Р6М5
Мм =(100 — 120)×Мп,
Припуски и допуски на длину поковок приведены в таблице.
| Диаметр изделия, мм | Длина изделия, мм | ||
|---|---|---|---|
| до 50 | 50-120 | 120 | |
| 50-80 | 3+2 | 4+2 | 4+2 |
| 80-120 | 3+2 | 4+2 | 4+2 |
| 120-180 | 4+2 | 4+2 | 5+3 |
| 180-260 | 5+2 | 6+3 | 6+3 |
| 260-360 | 7+4 | 8+5 | 8+5 |
| 360-500 | 12+6 | 14+7 | 15+7 |
Загрузка…