Содержание:
- Почему важно соблюдать минимальное значение радиуса при гибке листов?
- От чего зависит значение минимального радиуса при гибке листового металла?
- Справочные таблицы
Гибка листового металла на листогибочных станках с ЧПУ – один из самых распространенных способов металлообработки. С помощью такой технологии изготавливают пространственные детали с неразъемными соединениями без сварки двух и более элементов, находящихся в разных плоскостях. При этом сам гиб представляет собой скругленный угол, радиус которого не должен быть меньше допустимого значения.
Почему важно соблюдать минимальное значение радиуса при гибке листов?
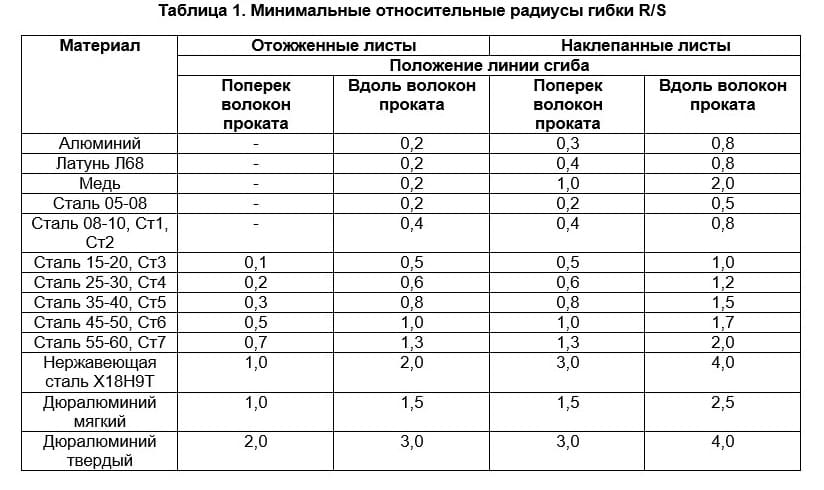
В таблице 1 указан минимальный радиус холодной гибки металла в зависимости от толщины листа и типа металла.
В процессе гибки металлический лист на линии гиба деформируется с растяжением на внешней поверхности и сжатием на внутренней стороне угла. Это изменяет структуру кристаллической решетки и может привести к ее разрушению в местах перенапряжения.
Такое перенапряжение из-за сильного изгиба листа приводит к его излому по линии сгиба. Другими словами, для безопасной гибки листового металла необходимо подобрать такое значение радиуса гиба, чтобы растяжение снаружи угла и сжатие внутри него не привели к критическому перенапряжению, а сам метал на сгибе сохранял свою прочность. Данные значения составлены расчетными и эмпирическими (опытными) способами и приведены в справочных таблицах.
Соблюдение минимального радиуса при гибке металлических листов приводит к необходимости его учета при выборе длины листовой заготовки. Другими словами, если необходимо с помощью гибки изготовить деталь с перпендикулярными сторонами a и b, то, чтобы определить необходимую длину заготовки, к сумме a и b нужно добавить длину сектора окружности выбранного радиуса. В противном случае габаритные размеры готовой детали будут отличаться от конструкторских.
Длина этого сектора вычисляется по нейтральной линии. Если внешняя сторона угла при гибке листа растягивается, а внутренняя сжимается, то где-то внутри сечения листа находится линия, по которой металл не сжимался и не растягивался. Расстояние от внутренней поверхности листового металла на месте сгиба до нейтральной линии называется K-фактор, который нужно учитывать в процессе конструирования детали, а также в настройках станка при гибке.
От чего зависит значение минимального радиуса при гибке листового металла?
- Вид металла. Каждый материал имеет свои характеристики относительно текучести и хрупкости, коэффициента растяжения и сжатия, пластичности и других механических свойств. Для каждого конструкционного листового материала разработаны справочные таблицы для определения минимального радиуса при гибке.
- Толщина листа. От этого параметра зависит K-фактор и сам радиус гибки металла. В справочных таблицах наряду с видом листового материала указывают и его толщину, относительно которой и определяют минимальное радиусное закругление гиба.
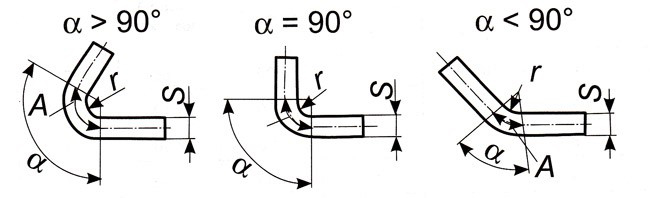
- Угол гибки. Это еще один важный параметр, который необходимо учитывать при определении по справочным таблицам минимального радиуса сгиба листа. От угла сгиба напрямую зависит величина напряжения на сторонах растяжения и сжатия.
- Направление линии гибки относительно волокон проката листа. Листовой металлопрокат в своей структуре имеет волокна проката – параллельные линии, образованные при прохождении заготовки через прокатный стан. Они влияют на механические свойства металла и на его способность сопротивляться нагрузкам растяжения и сжатия. Если гибка выполняется параллельно волокнам, минимальный радиус будет меньше, при перпендикулярном – больше.
Кроме того, на значение радиуса влияет и качество листового металла, наличие на нем заусенец, отжига, наклепа и т.п.
Справочные таблицы
Пояснения
- S – толщина пластины;
- R – радиус сгиба металла, допустимый без особых технических требований;
- Rc – радиус сгиба при работе с притупленными кромками и без заусениц;
- Rп – радиус сгиба металла при работе с притупленными кромками и без заусениц, включая случаи, когда линия перегиба расположена перпендикулярно направлению металлических волокон.
Из этого материала вы узнаете:
- Зачем гнут листовой металл по радиусу
- Какова технология гибки листового металла: особенности и классификация
- Этапы и последовательность действий
- Расчет минимального радиуса при гибке листового металла
- Минимальный радиус гибки листового металла
- Преимущества использования станков с ЧПУ
Знать допустимые радиусы гибки листового металла нужно всем, кто собирается использовать именно этот способ обработки материала. Потому что без точных значений и грамотного расчета можно испортить любые заготовки.
В данной статье расскажем о технологии гибки листового металла, особенностях данного типа обработки, способах и применяемых методах. Особое внимание будет уделено минимальному радиусу гибки металлического листа и методологии расчета.
Зачем гнут листовой металл по радиусу
Для придания заготовке необходимой формы, учитывающей ее рельефную модификацию (в т. ч. углы и скругления) принято использовать радиусную гибку листового металла. Это упорядоченный процесс, поэтому, когда требуется использование сразу нескольких гибов, каждый элемент обрабатывается последовательно до тех пор, пока не будет достигнута нужная конфигурация.

Такая технология применяется для придания формы:
- листовым профилям;
- уличным карнизам и козырькам;
- подвесным элементам фасада зданий;
- металлическим комплектующим мебели;
- декоративным элементам интерьера и т. д.
Сферические, цилиндрические и конусовидные детали, выполненные из гнутого листового металла или металлопрофиля, пользуются большим спросом в котельном производстве.
Гибка по радиусу может потребоваться в бытовых строительных и ремонтных работах, например, при проведении труб. Не стоит пытаться проделать такую операцию в домашних условиях – для этого нужен специальный станок. Благодаря современным технологиям можно подобрать оптимальные параметры работы с заготовками разного состава листового металла, толщины и формы. Радиус изгиба получается точным и качественным, а материал при этом не теряет свои прочностные характеристики.
Разумеется, существуют и другие способы придания листам нужной конфигурации радиуса: сварка, клепка или резка. Но гибка имеет перед ними целый ряд преимуществ:
- отсутствие швов и стыковки, что гарантирует естественную прочность металла;
- стойкость к окислению, коррозии и др. благодаря целостной структуре листовой заготовки;
- экономичность и отсутствие производственных отходов;
- сохранение эстетичности исходника.
Существует несколько видов радиусной гибки листового металла, которые подбираются индивидуально в каждом случае (в зависимости от технических характеристик исходника и особенностей желаемого результата). Остановимся подробней на каждом из них.
Технология гибки листового металла: особенности и классификация
Технология гибки, в зависимости от требуемой модификации листового металла, включает в себя следующие виды:
- Одноугловая (V-образная) – считается наиболее простой. Под воздействием силы гиба верхняя поверхность заготовки сжимается, а нижняя – прилегает к стенкам механизма и растягивается. Таким образом достигается нужный радиус.
- Двухугловая (П-образная) – выполняется схожим образом за исключением количества этапов обработки.
- Многоугловая гибка.
- Радиусная гибка листового металла (закатка) – позволяет получить плавный изгиб. Применяется для создания петель, хомутов и т. д.
Такая технология обработки заготовок не требует колоссального усилия, поэтому предварительного нагрева материала не требуется.

Горячая гибка по радиусу применяется лишь для толстых листовых заготовок (12–16 мм), а также малопластичных металлов. К последним относятся дюралюминий, высокоуглеродистые стали и их сплавы.
Такой способ обработки листового материала часто применяют в комплексе с другими операциями, например, резкой, вырубкой или пробивкой. В результате получаются сложные объемные изделия из металла. Для их изготовления прибегают к штампам, которые можно использовать в нескольких переходах.
С точки зрения пространственного позиционирования существует два способа гибки по радиусу:
- Продольная – при этом используется холодная технология работ, что не позволяет обрабатывать толстые листовые заготовки.
- Поперечная – включает в себя несколько этапов: в первую очередь загибаются кромки металлической детали, затем она нагревается. После начинаются непосредственно производственные операции: гибка, осаживание и вытяжка.
Для радиусной гибки листового металла требуется специализированный ручной или промышленный станок. Его конструкция модифицируется в зависимости от требуемой формы изделия.
Работа в холодной технике требует соблюдения оптимального соотношения радиуса изгиба, толщины металла и размера самого листа. Отступление от предельного значения чревато потерей прочностных характеристик заготовки, возможностью появления повреждений.
Придание радиусной формы заготовке под воздействием высоких температур способно изменить структуру материала. Так, во время охлаждения после нагрева связи между молекулами в листе металла становятся более тесными и упорядоченными, что способствует увеличению его твердости, прочности и упругости. Кроме того, в этот момент сокращается удлинение при разрыве. Пластичность материала изменяется мало.
Не рекомендовано активное тепловое воздействие на металл. Если температура близка к температуре плавления листового материала, то его физические свойства резко ухудшаются – получается пережог. Он сопровождается окислением и обезуглероживанием поверхности. Длительный перегрев является причиной образования крупнозернистой структуры материала.
Со стороны процесс гибки металлического профиля по радиусу кажется простым, но это не значит, что он оказывает несущественное воздействие на структуру материала. Во время воздействия в ней возникает напряжение. Сначала оно упругое, а затем приобретает пластический характер. Важно определить баланс этих напряжений и изменений, часто это бывает сложно.

Во время гибки листа по радиусу деформация происходит неравномерно. Так, она более заметна в самих углах и практически неощутима у края пластины. Особенностью работы с тонкими металлическими листами является то, что их верхняя часть под воздействием гиба сжимается, а нижняя – растягивается.
Пространство между ними принято называть нейтральным слоем. Точное определение этого промежутка является одним из необходимых условий выполнения качественного изгиба радиуса.
Для квалифицированной закатки важно знать некоторые особенности процедуры:
- В структуре металлической пластины находятся направленные волокна. Чтобы во время ее обработки не нарушилась целостность материала, лист необходимо расположить поперек волокон или под углом 45° к ним.
- Для каждого листового металла необходимо предварительно определить предел текучести. Его нарушение чревато разрывами.
- В месте воздействия гиба происходит ряд деформаций пластины: нейтральный слой, находящийся в середине листа или в центре его тяжести, смещается в сторону меньшего радиуса; происходит изменение в поперечном сечении; уменьшается толщина материала.
Работа с мелкогабаритными заготовками требует большого мастерства. Важно учитывать, что:
- чем меньше радиус гибки листового металла, тем больше площадь его деформации;
- при большом радиусе изменения затрагивают не всю пластину.
Особенности выполнения работы такого типа важно учитывать при организации процесса штамповки заготовок.
Этапы и последовательность действий
Закатка происходит в несколько упорядоченных этапов и включает следующее:
- Анализ требуемой конфигурации изделия.
- Расчет усилия гиба и технология выполнения работ.
- Подбор наконечника гиба, настройка оборудования.
- Разработка схемы исходника.
- Расчет переходов гибки.
- Проектирование оснастки технологического процесса.
Соотношение характеристик исходной листовой заготовки и желаемого изделия необходимо для анализа реалистичности штамповки по радиусу в соответствии с приведенным чертежом.
Перед тем как приступить к приданию заготовке требуемой формы, важно определить ее угол пружинения, минимальный угол и радиус гибки.
Расчет минимального радиуса при гибке листового металла
Диаметр окружности нейтрального слоя (D0), который расположен в центре металлического листа длиной L и толщиной S в случае гибки его в барабан, рассчитывается по следующей формуле:
![]()
Если толщина стенок металлического барабана равна S, то внутренний диаметр изделия (D) вычисляется таким образом:

Формула вычисления внешнего диаметра (D1) следующая:
![]()
Таким образом, разность длины окружности может быть вычислена по формуле:
![]()
Следовательно, отношение 2πS/πD должно быть не более 0,05.
На основании того, что 2πS/πD ≤ 0,05 получается, что D ≥ 2S/0,05 = 40S, т. е. для сохранения прочностных качеств листа минимальный внутренний диаметр его гибки должен превышать его толщину в 40 раз, а радиус – в 20 раз. Например, из пластины толщиной 10 мм можно изготовить цилиндр с минимальным внутренним диаметром 40 мм.
Минимальный радиус гибки листового металла: таблицы
Мы уже не раз упоминали о важности определения минимально допустимого радиуса для того или иного листового материала до начала гибки. Особое значение это имеет при работе в холодной технике. Игнорирование этих параметров способно привести к порче заготовки.

В таблице 1 приведены минимально допустимые показатели радиуса гибки листового металла по ГОСТу (R) в зависимости от толщины пластины (S) и ее состава.

Длина участка, подвергнутого гибке на угол α, вычисляется следующим образом:
![]()
- A – длина линии гибки листовой пластины;
- R –радиус внутренней поверхности гиба металла;
- К – коэффициент положения нейтрального слоя при гибе;
- S – толщина металлического листа, мм.
Важно знать, что минимальный радиус гибки листового металла (в т. ч. из стали) при работе в холодной технике устанавливается в соответствии с показателем деформации крайних волокон. Его используют только в случае острой производственной необходимости. В стандартных ситуациях этот параметр устанавливают выше минимального.
Коэффициент положения нейтрального слоя при гибке металла (мм):
5
0.428
0.386
0.367
0,357
0.350
6
0.440
0.398
0.375
0,363
0.355
0.350
8
0.459
0.415
0.391
0.375
0.365
0.358
0.350
10
0,47
0.429
0.405
0.387
0.375
0.366
0.356
0,35
12
0.480
0.440
0.416
0.399
0,385
0,375
0.362
0.355
16
0.459
0.433
0.416
0.403
0,392
0,375
0,365
20
0.500
0.470
0.447
0 430
0.415
0,405
0.368
0,375
25
0.460
0.443
0.43O
0.417
0.402
0.387
28
0.500
0.466
0 450
0.436
С.435
0,408
0.395
30
0.4/0
0 455
0.440
0.430
0,412
0.400
Радиусы гибки листовой стали в зависимости от угла сгиба заготовки
Пояснения к таблицам:
- S – толщина пластины;
- R – радиус сгиба металла, допустимый без особых технических требований;
- Rc – радиус сгиба при работе с притупленными кромками и без заусениц;
- Rп – радиус сгиба металла при работе с притупленными кромками и без заусениц, включая случаи, когда линия перегиба расположена перпендикулярно направлению металлических волокон.




Преимущества использования станков с ЧПУ
Современное производство предъявляет максимальное требование к качеству изделий. Кроме того, большая скорость их производства является немаловажным фактором при выборе исполнителя. Таким образом, увеличивается спрос на высокоточные аппараты, в которых автоматизированы практически все процессы, где нет необходимости ручного вычисления параметров сгиба и проведения множества тестов.

Станок для радиусной гибки листового металла с системой ЧПУ отличается не только высокой точностью обработки, но и внушительной производительностью. С помощью пневматического привода он способен придавать нужную конфигурацию даже тонким листам.
Вероятность брака в агрегатах с ЧПУ существенно ниже, чем в схожих аппаратах механического типа, именно благодаря автоматизации процессов. Специальная программа следит за показателями всех датчиков и управляет механизмами.
Для смены пуансонов или матриц не требуется прилагать физических усилий.
Механизм пресса включает в себя следующие составляющие:
- гидравлические приводы;
- инструмент для гибки пластин;
- направляющие для точного позиционирования рабочего инструмента;
- сервомоторы, обеспечивающие работу агрегата;
- станина, гарантирующая устойчивость листогибного станка;
Помимо механических элементов, в аппаратах с ЧПУ предусмотрен комплекс защиты мастера от производственных травм. Он включает:
- индикатор гибки, благодаря которому легко контролировать процесс;
- стальной щиток, ограждающий мастера от заготовки;
- позиционирование детали на рабочей поверхности с помощью электроники;
- электронные датчики, сопровождающие работу оборудования в каждый конкретный момент.
Настройка оборудования с ЧПУ происходит при помощи специальной компьютерной программы, в которую достаточно внести необходимые данные. Наладив работу один раз, можно длительное время пользоваться выбранным режимом или добавить еще несколько. То, как много параметров будет внесено в систему, зависит от объема памяти устройства.
Аппараты такого типа часто применяют в следующих случаях:
- в промышленном производстве (для создания защитных экранов, профильных деталей, корпусов, щитков и т. д.);
- в энергетической промышленности (для корпусов трансформаторов, распределительных щитков, крепежей и др.);
- в машиностроении (для корпусной оснастки автомобилей и спецтехники);
- изготовление скругленных элементов кровли, желобов, снегоуловителей, оконных профилей, ограждений и пр.;
- в мебельном производстве (фурнитура, скамейки, корпуса огнеупорных шкафчиков);
- в производстве бытовой техники.
Программное обеспечение в станках для радиусной гибки листового металла с ЧПУ позволяет полностью автоматизировать работу, сокращая время на переналадку оборудования. Наличие системы датчиков и контролеров помогает отслеживать детали процесса в реальном времени, минимизировать погрешности. Возможность компенсации нагрузки позволяет сделать производство более энергоэффективным.
Радиусы гибов листа
Существует множество способов обработки металла для использования его в промышленных и иных практических целях. Это не только резка с целью раскроя или выполнения определенного элемента. Иногда материал должен принять определенную форму, в том числе с учетом рельефной модификации. Для этого применяют радиусную гибку металла. Чаще всего форма придаётся следующим элементам:
- Подвесные компоненты фасада здания;
- Листовые заготовки;
- Козырьки и карнизы;
- Декоративные элементы;
- Металлические детали мебели;
- Трубы.
Достоинствами гибки металла являются:
- Коррозионная устойчивость;
- Отсутствие отходов, низкая себестоимость;
- Гибка обеспечит максимальную эстетичность изделия. После сварки остаются швы, после резки могут быть неровные или некрасивые края. Гибка поможет избежать этих недостатков.;
- Конечная конструкция не имеет стыков и швов. Это обеспечивает высокую прочность изделия.
Существует несколько разновидностей радиусной гибки.
- Одноугловая. Сжатие верхнего края и растягивание нижнего с установлением необходимого радиуса. Наиболее простой тип гибки.
- Двухугловая. Действия одноугловой гибки повторяются несколько раз.
- Многоугловая.
- Закатка – гибка листов для получения плавного изгиба при изготовлении хомутов или петель.
В зависимости от пространственного позиционирования:
- Продольная – с использованием холодного способов;
- Поперечная – многоэтапная обработка: загиба и нагрева кромки, собственно гибки, осаживания и вытяжки.
В ходе гибки металла специалист должен знать наименьший радиус, по которому можно гнуть заготовку, в противном случае можно испортить её, что сделает невозможным дальнейшее использование материала.
Радиусы гибки листовой стали в зависимости от угла сгиба заготовки
Ниже приведены таблицы для выбора радиуса для гибки стали и других металлов. S обозначена толщина заготовки, радиус обозначается:
R – без специальных требований;
Rc – с притуплёнными кромками и без заусениц;
Rn – Rc, линия сгиба под прямым углом к волокнам проката.
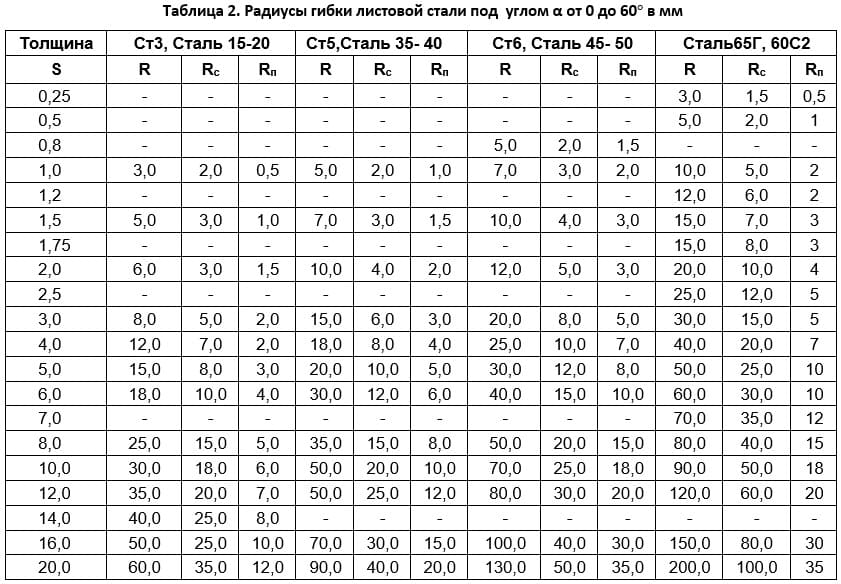
Таблица радиусов для гибки под углом до 60 градусов в миллиметрах.
| Толщина | Ст3, Сталь 15-20 | Ст5, 35-40 | Ст6, 45-50 | 65Г, 60С2 | ||||||||
| S | R | Rc | Rп | R | Rc | Rп | R | Rc | Rп | R | Rc | Rп |
| 0,25 | 3,0 | 1,5 | 0,5 | |||||||||
| 0,5 | 5,0 | 2,0 | 1 | |||||||||
| 0,8 | 5,0 | 2,0 | 1,5 | |||||||||
| 1.0 | 3 | 2 | 0,5 | 5,0 | 2,0 | 1,0 | 7,0 | 3,0 | 2,0 | 10,0 | 5,0 | 2 |
| 1.2 | 12 | 6 | 2 | |||||||||
| 1,5 | 5 | 3 | 1 | 7 | 3 | 1,5 | 10 | 4 | 3 | 15 | 7 | 3 |
| 1,75 | 15 | 8 | 3 | |||||||||
| 2.0 | 6 | 3 | 1.5 | 10 | 4 | 2 | 12 | 5 | 3 | 20 | 10 | 4 |
| 2,5 | 25 | 12 | 5 | |||||||||
| 3 | 8 | 5 | 2 | 15 | 6 | 3 | 20 | 8 | 5 | 30 | 15 | 5 |
| 4 | 12 | 7 | 2 | 18 | 8 | 4 | 25 | 10 | 7 | 40 | 20 | 7 |
| 5 | 15 | 8 | 3 | 20 | 10 | 5 | 30 | 12 | 8 | 50 | 25 | 10 |
| 6 | 18 | 10 | 4 | 30 | 12 | 6 | 40 | 15 | 10 | 60 | 30 | 10 |
| 7 | 70 | 35 | 12 | |||||||||
| 8 | 25 | 15 | 5 | 35 | 15 | 8 | 50 | 20 | 15 | 80 | 40 | 15 |
| 10 | 30 | 18 | 6 | 50 | 20 | 10 | 70 | 25 | 18 | 90 | 50 | 18 |
| 12 | 35 | 20 | 7 | 50 | 25 | 12 | 80 | 30 | 20 | 120 | 60 | 20 |
| 14 | 40 | 25 | 8 | |||||||||
| 16 | 50 | 25 | 10 | 70 | 30 | 15 | 100 | 40 | 30 | 150 | 80 | 30 |
| 20 | 60 | 35 | 12 | 90 | 40 | 20 | 130 | 50 | 35 | 200 | 100 | 35 |
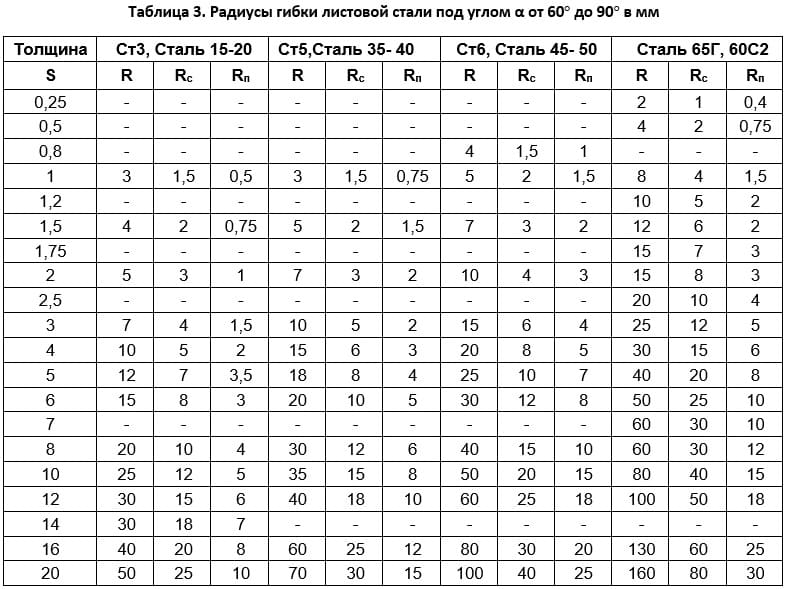
Радиусы для гибки стали с углами 60 – 90 градусов, миллиметры.
| Толщина | Ст3, 25-20 | Ст5, 35-40 | СТ6, 45-50 | 65Г, 60С2 | ||||||||
| S | R | Rc | Rn | R | Rc | Rп | R | Rc | Rп | R | Rc | Rп |
| 0,25 | 2 | 1 | 0.4 | |||||||||
| 0,5 | 4 | 2 | 0.75 | |||||||||
| 0,8 | 4 | 1.5 | 1 | |||||||||
| 1 | 3 | 1.5 | 0.5 | 3 | 1.5 | 0.75 | 5 | 2 | 1.5 | 8 | 4 | 1.5 |
| 1.2 | 10 | 5 | 2 | |||||||||
| 1.5 | 4 | 2 | 0.75 | 5 | 2 | 1.5 | 7 | 3 | 2 | 12 | 6 | 2 |
| 1,75 | 15 | 7 | 3 | |||||||||
| 2 | 5 | 3 | 1 | 7 | 3 | 2 | 10 | 4 | 3 | 15 | 8 | 3 |
| 2.5 | 20 | 10 | 4 | |||||||||
| 3 | 7 | 4 | 3.5 | 10 | 5 | 2 | 15 | 6 | 4 | 25 | 12 | 5 |
| 4 | 10 | 5 | 2 | 15 | 6 | 3 | 20 | 8 | 5 | 30 | 15 | 6 |
| 5 | 12 | 7 | 3.5 | 18 | 8 | 4 | 25 | 10 | 7 | 40 | 20 | 8 |
| 6 | 15 | 8 | 3 | 20 | 10 | 5 | 30 | 12 | 8 | 50 | 25 | 10 |
| 7 | 60 | 30 | 10 | |||||||||
| 8 | 20 | 10 | 4 | 30 | 12 | 6 | 40 | 15 | 10 | 60 | 30 | 12 |
| 10 | 25 | 12 | 5 | 35 | 15 | 8 | 50 | 20 | 15 | 80 | 40 | 15 |
| 12 | 30 | 15 | 6 | 40 | 18 | 10 | 60 | 25 | 18 | 100 | 50 | 18 |
| 14 | 30 | 18 | 7 | |||||||||
| 16 | 40 | 20 | 8 | 60 | 25 | 12 | 80 | 30 | 20 | 130 | 60 | 25 |
| 20 | 50 | 25 | 10 | 70 | 30 | 15 | 100 | 40 | 25 | 160 | 80 | 30 |
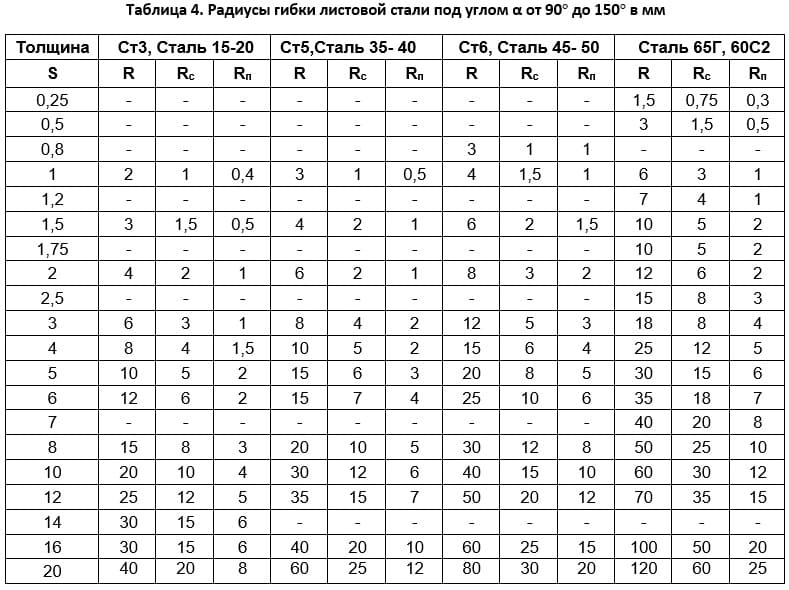
Радиусы гибки стали под углом от 90 до 150 градусов, миллиметры.
| Толщина | Ст3, 25-20 | Ст5, 35-40 | СТ6, 45-50 | 65Г, 60С2 | ||||||||
| S | R | Rc | Rn | R | Rc | Rп | R | Rc | Rп | R | Rc | Rп |
| 0,25 | 1.5 | 0.75 | 0.3 | |||||||||
| 0,5 | 3 | 1.5 | 0.5 | |||||||||
| 0,8 | 3 | 1 | 1 | |||||||||
| 1 | 2 | 1 | 0.4 | 3 | 1 | 0.5 | 4 | 1.5 | 1 | 6 | 3 | 1 |
| 1.2 | 7 | 4 | 1 | |||||||||
| 1.5 | 3 | 1.5 | 0.5 | 4 | 2 | 1 | 6 | 2 | 1.5 | 10 | 5 | 2 |
| 1,75 | 10 | 5 | 2 | |||||||||
| 2 | 4 | 2 | 1 | 6 | 2 | 1 | 8 | 3 | 2 | 12 | 6 | 2 |
| 2.5 | 15 | 8 | 3 | |||||||||
| 3 | 6 | 3 | 1 | 8 | 4 | 2 | 12 | 5 | 3 | 18 | 8 | 4 |
| 4 | 8 | 4 | 1.5 | 10 | 5 | 2 | 15 | 6 | 4 | 25 | 12 | 5 |
| 5 | 10 | 5 | 2 | 15 | 6 | 3 | 20 | 8 | 5 | 30 | 15 | 6 |
| 6 | 12 | 6 | 2 | 15 | 7 | 4 | 25 | 10 | 6 | 35 | 18 | 7 |
| 7 | 40 | 20 | 8 | |||||||||
| 8 | 15 | 8 | 3 | 20 | 10 | 5 | 30 | 12 | 8 | 50 | 25 | 10 |
| 10 | 20 | 10 | 4 | 30 | 12 | 6 | 40 | 15 | 10 | 60 | 30 | 12 |
| 12 | 25 | 12 | 5 | 35 | 15 | 7 | 50 | 20 | 12 | 70 | 35 | 15 |
| 14 | 30 | 15 | 6 | |||||||||
| 16 | 30 | 15 | 6 | 40 | 20 | 10 | 60 | 25 | 15 | 100 | 50 | 20 |
| 20 | 40 | 20 | 8 | 60 | 25 | 12 | 80 | 30 | 20 | 120 | 60 | 25 |
Радиусы гибки заготовок из цветных металлов в миллиметрах
| Толщина | Медь М1-3 | Латунь М63 | Алюминий | ||||||||||||
| Мягкая | Твердая | Мягкая | Твердая | А1-3, АМц | |||||||||||
| R | Rc | Rп | R | Rc | Rп | R | Rc | Rп | R | Rc | Rп | R | Rc | Rп | |
| 0,3 | 0.5 | 0.2 | 0.2 | 0.75 | 0.4 | 0.2 | 0.5 | 0.3 | 0.2 | ||||||
| 0,4 | 0.4 | 0.2 | 1 | 0.5 | 0.3 | 0.75 | 0.4 | 0.2 | |||||||
| 0,5 | 0.5 | 0.2 | 1.5 | 0.75 | 0.4 | 0.75 | 0.4 | 0.2 | 1.5 | 0.5 | 0.3 | 1 | 0.5 | 0.2 | |
| 0,8 | 1.5 | 0.5 | 0.2 | 2 | 1 | 0.4 | |||||||||
| 1,0 | 1 | 0.5 | 0.3 | 3 | 1.5 | 1 | 1.5 | 0.75 | 0.3 | 3 | 1 | 0.5 | 2 | 1 | 0.4 |
| 1,5 | 1.5 | 0.75 | 0.4 | 4.5 | 2 | 1.5 | 2 | 1.5 | 0.5 | 4 | 2 | 0.75 | 3 | 1.5 | 0.5 |
| 2,0 | 2 | 1 | 0.5 | 6 | 3 | 1.5 | 3 | 1.5 | 0.5 | 5 | 2 | 1 | 4 | 2 | 0.75 |
| 2,5 | 3 | 1.5 | 0.75 | 7 | 4 | 2 | 4 | 2 | 0.75 | 6 | 3 | 1.5 | 5 | 3 | 0.75 |
| 3,0 | 3 | 1.5 | 1 | 10 | 5 | 2 | 5 | 2 | 1 | 7 | 4 | 1.5 | 6 | 3 | 1 |
| 3,5 | 4 | 2 | 1 | 10 | 5 | 3 | |||||||||
| 4.0 | 4 | 2 | 1 | 12 | 6 | 3 | 6 | 3 | 1.5 | 10 | 5 | 2 | 8 | 4 | 1.5 |
| 5.0 | 5 | 3 | 1.5 | 15 | 8 | 4 | 10 | 5 | 2 | ||||||
| 6 | 15 | 7 | 2 |
Какие минимальные радиусы гибки допустимы?
Наименьший внутренний диаметр для радиусной гибки в 40 раз превышает толщину листа, радиус – в 20 раз. Однако из этого правила существуют исключения, зависящие от угла сгиба и марки стали.
Минимальный относительные радиусы гибки R/S при линии сгиба вдоль волокон проката отожженных листов алюминия, латуни Л69, меди составляет 0,2, стали марок:
- Стали 05-08 – 0,2;
- 08-10, Ст1-2 – 0,4;
- 15-20, Ст3 – 0,5;
- 25-30, Ст4 – 0,6;
- 35-40, Ст5 – 0,8;
- 45-50 – 1,0;
- 55-60, Ст7 – 1,3.
- Нержавеющей стали X18H9T – 2,0
Аналогичный показатель для дюралюминия:
- Мягкого — 1,5;
- Твердого – 3,0.
Положение линий сгиба поперёк волокон проката отожжённых листов для стали марок:
- 15-20, Ст3 – 0,1;
- 25-30, Ст4 – 0,2;
- 35-40, Ст5 – 0,3;
- 45-50, Ст6 – 0,5;
- 55-60, Ст7 – 0,7;
- Нержавеющая X18H9T – 1,0
Для дюралюминия этот показатель будет равен:
- Мягкий – 1,0;
- Твердый – 2,0.
Наименьший относительный радиус гибки R/S наклепанных листов при линии сгиба поперёк волокон проката для металлов:
- Алюминий – 0,3;
- Латунь Л68 – 0,4;
- Медь – 1,0;
Для сталей марок:
- 05-08 – 0,2;
- 08-10, Ст1 – 2 – 0,4;
- 15-20, Ст3 – 0,5;
- 25-30, Ст4 – 0,6;
- 35-40, Ст5 – 0,8;
- 45-50, Ст6 – 1,0;
- 55-60, Ст7 – 1,3.
- Нержавеющая X18H9T – 3,0.
Для дюралюминия:
- Мягкий – 1,5;
- Твердый – 3,0.
Если линия сгиба расположена вдоль волокна проката, минимальный радиус будет равен:
- Алюминий, латунь Л68 – 0,8;
- Медь – 2,0.
Для марок стали:
- 05-08 – 0,5;
- 08-10, Ст1 – 2 – 0,8;
- 15-20, Ст3 – 1,0;
- 25-30, Ст4 – 1,2;
- 35-40, Ст5 – 1,5;
- 45-50, Ст6 – 1,7;
- 55-60, Ст7 – 2,0
- Нержавеющая сталь X18H9T – 4,0
Для дюралюминия:
- Мягкий – 2,5;
- Твердый – 4,0.
Гнуть металл исходя из минимального радиуса можно только в исключительных случаях. В большинстве случаев необходимо увеличивать радиус. Если металл гнётся под углом к направлению проката, рекомендуется поставить промежуточные значения радиуса, в зависимости от угла наклона линии сгиба. Если необходимо сделать изделие с малым радиусом, следует выбрать значение радиуса для наклёпанного листа. Если в работе заготовка толщиной более 10 мм, для нужно выбрать больший радиус.
Выполним гибку металла
Компания “Металлист” оказывает услуги по радиусной гибке стали и цветных металлов для государственных и коммерческих промышленных предприятий. Сделаем заготовки для машино- и приборостроения, металлических дверей и мебели. Согнем детали толщиной до 20 мм и массой до 200 кг. Работу делает гибочный пресс с числовым программным управлением, он справляется с задачей быстро и точно. Используется метод холодной деформации, не требующий предварительного нагрева обрабатываемого материала.
Доверьтесь профессионалам. Оставьте заявку на нашем сайте.
Похожие статьи

Виды гибки металла
В области металлообработки мастерам часто приходится изгибать металлические заготовки.

Виды металлообработки
Металлообработка – это технологический процесс, при котором на металлы или сплавы оказывается физическое воздействие специальными инструментами.
Виды и марки листовой стали
Под сталью понимают сплав железа, углерода и других элементов. Как правило, процент углерода не превышает показатель в 2,14%.
Для проведения расчетов необходимо взять две жесткие линейки длиною 30 и 50 см. Первоначально измеряется радиус гиба уже изогнутой трубы, который нужно повторить на заготовке. Линейку нужно приложить к исходной трубе и замерить расстояние между линейкой и серединой трубы (рис. 1).
Для приблизительных расчетов радиуса изгиба потребуются две жесткие линейки 30 и 50-сантиметровой длины (их выбор зависит от величины изгиба). Порядок действий выглядит так:
Сначала замеряется радиус сгиба уже сформованной трубы, который нужно скопировать на исходную заготовку
При измерении сильного загиба берется линейка на 30 см и прикладывается к концам изогнутой трубы, после чего замеряется расстояние между ней и серединой заготовки
При малом изгибе (большей длине трубы) эти же операции проделываются с линейкой на 50 см, как это показано на приведенном ниже фото
Каким радиусом гнуть трубы?
Минимальный радиус зависит от диаметра загибаемой круглой трубы: чем больше ее диаметр, тем больше и радиус загиба. Ориентировочно до 20 мм он составит 3, а для труб большего размера – 4 наружных диаметра. Горячие способы позволяют почти вдвое уменьшить радиус гибки.
Минимальные радиусы гибки труб R должны быть:
для труб с наружным диаметром до 20 мм, не менее…2,5D
для труб с наружным диаметром свыше 20 мм, не менее…3,5D (где D – наружный диаметр трубы)
Что такое радиус гиба?
радиус изгиба — Радиус цилиндрической поверхности оправки, которая входит в контакт с внутренней поверхностью изделия при гибке.
Радиус изгиба, который измеряется с учетом внутренней кривизны, – это минимальный радиус, который можно согнуть трубу, трубу, лист, кабель или шланг, не перегибая их, не повреждая и не сокращая срок службы.
Как рассчитать гибку трубы?
Расчет развертки трубы при гибке. Длина развертки. Формула расчета развертки трубы.
- L общее = l + s,
- l — сумма длин прямых участков трубы;
- s — сумма длин согнутых по радиусу участков трубы.
- l = l1 + l2 + l3.
- R1 = r1 + d/2;
- R2 = r2 + d/2;
- R3 = r3 + d/2;
- R4 = r4 + d/2;
Радиус изгиба трубной заготовки рассчитывается так: λ= λ +∆λ при этом: λ – угол изгиба ∆λ – значение угла пружинения. Расчеты параметра ∆λ: при этом: Ro (мм) – осевой радиус изгиба. П = 3,14 n и m – компоненты исчисляются так: где: S – толщина стенки детали, мм. Rн – внешний радиус изгиба заготовки, мм. Rо – средний осевой радиус изгиба трубы, мм. Rв – внутренний радиус изгиба трубы, мм π = 3,14. П – модуль упрочнения материала трубы, кг/мм².
Как определить радиус трубы?
С радиусами (обозначаются буквой R) еще проще — это половина от диаметра: R = 1/2 D. Например, найдем радиус трубы диаметром 32 мм. Просто 32 делим на два, получаем 16 мм.
Для расчета нам нужно взять внутренний радиус трубы (1/2 внутреннего диаметра) и возвести в квадрат. Помножив полученное число на 3,14 (число «Пи»), получим искомое значение.
Для квадратного или прямоугольного сечения провести расчеты также не составит труда. Нужно умножить ширину трубы на высоту, отняв предварительно от обоих значений двойное значение толщины стенки.
Как рассчитать длину трубы при изгибе?
Вариант расчета длины трубы когда 1 отвод — 1 труба
Дугу рассчитываем по формуле: 2*Пи*(радиус гиба)*(угол гиба)/360. Прямые участки, независимо от того есть они в чертеже или нет, должны быть один — 1 м., другой считаем по формуле: 3*(диаметр трубы), он должен быть не менее 200 мм.
Для корректного расчёта прочности трубы на изгиб необходимо узнать длину детали. Делается это по следующей формуле: Д= 0,0175×Р×У+р1, где. Д — длина заготовки; Р – радиус изгиба трубы (мм); У — требуемый угол изгиба; р1 – расстояние для удержания заготовки, необходимое при применении специального оборудования.
Как согнуть трубу без Трубогиба в домашних условиях?
Горячий способ гибки
- В первую очередь, заполните внутренность арматуры песком, закрепите ее в тисках.
- Нагрейте место, где планируется сделать изгиб, до 1500 градусов.
- К данному месту поднесите лист бумаги.
- Как только участок гиба покраснел, считается, что он достиг состояние окалины и можно начать деформацию.
Существуют способы согнуть профильную трубу без трубогиба и без токарного станка. Использование болгарки. На профильной трубе размечают место изгиба, от него по обе стороны делают несколько засечек на равном друг от друга расстоянии (по 1–2 см). Далее болгаркой осуществляют распилы одной стенки профильной трубы – той, что будет являться внутренним радиусом при изгибе.
Как рассчитать длину трубы?
m = Pi * ro * S * (D – S) * L
- Pi = 3.1415926,
- ro – плотность материала трубы,
- S – стенка,
- D – наружный диаметр,
- L – длина трубы.
На помощь придет данная формула: S=п*D*H, в котором: S — знак площади; П — знак постоянного числа ПИ (3,1415); D — знак диаметра; H — знак длины. Пример — труба диаметром 36 сантиметров, а длина 6 метров. Как обычно, сначала нужно уравнять данные единицы измерения. 36 сантиметров становятся 0,36 метрами. Осталось подставить в формулу данные, которые есть, и всё вычислить: S=п*D*H = 3,141*0,35*6=6,7кв.м.
Как рассчитать длину заготовки при гибке?
Рассчитывают длину заготовки для гибки по следующей схеме: (Y2 – BD1/2) + (X2 – (BD1/2 + BD2/2)) + (M2 – (BD2/2 + BD3/2)) +… и т. д. Важно правильно рассчитать размер вычета (BD) при последовательном расчете длины заготовки при гибке металла.
Размер длины заготовки определяется по формуле: L = Y 1+. X 1+< (π×φ)/180 × (r + KS)>, где. Y 1 и X 1– длина прямых участков листового профиля; φ – внешний угол; r – радиус гиба; K – коэффициент положения нейтральной линии (определяется по техническим таблицам) S – толщина металла. Для определения длины заготовки с несколькими углами перегиба в приведенную формулу добавляются суммы в скобках <…> для каждого дополнительного угла.
Как рассчитать длину трубы зная диаметр?
L=πD, где:
- L — длина окружности круга;
- π — постоянное число «пи», равное примерно 3,14;
- D — диаметр окружности круга.
Для расчета нам нужно взять внутренний радиус трубы (1/2 внутреннего диаметра) и возвести в квадрат. Помножив полученное число на 3,14 (число «Пи»), получим искомое значение.
Для квадратного или прямоугольного сечения провести расчеты также не составит труда. Нужно умножить ширину трубы на высоту, отняв предварительно от обоих значений двойное значение толщины стенки.
Как рассчитать вес 1 метра трубы?
m = ρ × t × π × (D – t)
- m – масса металла, кг
- ρ – плотность металла, кг/м3;
- D – диаметр, мм;
- t – толщина стенки, мм;
- π – число Пи
Для того, чтобы рассчитать вес одного погонного метра круглой металлической трубы, используйте следующее выражение: m = ρ × t × π × (D – t) m – масса металла, кг ρ – плотность металла, кг/м 3; D – диаметр, мм; t – толщина стенки, мм; π – число Пи. Для производства труб из стали, в основном, используется металл марки Ст3сп.
Как найти 1 погонный метр трубы?
Расчет ведется по формуле: M = Pi * Ro * S * (D – S) * L, где m – вес трубы, Ro – плотность материала (углеродистая сталь – 7850 кг/м³), Pi = 3.14.
Погонный метр равен по длине одному простому метру (100 см, 10 дм). Но просто в метрах измеряется расстояние (длина, ширина, высота, глубина), а термин погонный метр применяется в строительстве, торговле при расчёте материалов, имеющих большую длину.
Как рассчитать длину трубы по весу?
Также можно рассчитать вес трубы из других металлов, и задать длину трубы в метрах. Расчет ведется по формуле m = ro / 7850 * 0.0157 * S * (2 * a – 2.86 * S) * L, где m – вес трубы, ro – плотность материала (углеродистая сталь – 7850 кг/м³).
Длина труб, м =. Труба – это длинное пустотелое промышленное изделие на основе полого профиля постоянного сечения. Формула расчета длины трубы по весу: L = M / M1, где. L – длина труб, м; M – общая суммарная масса (вес) труб, кг; M1 – масса погонного метра трубы, кг.
Сколько метров в 1 тонне трубы?
Вес стальных электросварные труб (ГОСТ 10704-91)
| Наружный диаметр, мм | Толщина стенки, мм | Метров в тонне |
|---|---|---|
| Труба стальная 12 | 1,0 | 3686,3 |
| Труба стальная 12 | 1,2 | 3128,8 |
| Труба стальная 12 | 1,4 | 2732,4 |
| Труба стальная 12 | (1,5) | 2002,4 |
а
4,09 м
Количество (длина) круглой трубы из стали диаметром 1000 мм в 1 тонне – 4,09 м. Установить калькулятор на свой сайт.
Как рассчитать стоимость погонного метра трубы?
для трубы Sтр = (Dтр – Стр) х Стр х π/1000, где π = 3,14, ;Dтр – наружный диаметр трубы, мм, Стр – толщина стенки, мм
Итак, цена метра стальной трубы равна ее стоимости за тонну, деленную на 1000 и умноженную на вес одного метра в килограммах.
Сколько весит 1 метр трубы диаметром 100 мм?
Вес трубы Ø 100
Теоретический вес 1 погонного метра стальной электросварной трубы Ø 100х4 – 9,49 кг. Количество (длина) круглой трубы из стали диаметром 100 мм в 1 тонне – 105,32 м.
Труба электросварная 100х4 – вес 1 метра равен 9.47 кг.
Сколько весит 1 метр трубы диаметром 89 мм?
Вес трубы Ø 89
Теоретический вес 1 погонного метра стальной электросварной трубы Ø 89х4 – 8,41 кг. Количество (длина) круглой трубы из стали диаметром 89 мм в 1 тонне – 118,95 м.
Труба электросварная прямошовная ду 89х3 мм вес метра
ГОСТ: 10704-91
Вес метра трубы электросварной 89×3: 6,363 кг
Количество метров в 1 тонне: 157,2 м
Марка стали: Ст3
Сколько весит труба 32?
Вес трубы Ø 32
Теоретический вес 1 погонного метра стальной электросварной трубы Ø 32х2 – 1,49 кг. Количество (длина) круглой трубы из стали диаметром 32 мм в 1 тонне – 674,02 м.
Параметры продукции помогут вам определиться с выбором:
полный размер трубы в метрах — 10,5 м
вес погонного метра — 3,09 кг
диаметр — 32х3,2 мм
каждая тонна продукции содержит 323,625 м трубы
Какие и как гнут трубы в холодном состоянии?
Холодное гнутье путем укладки труб на двух опорах и приложения изгибающего усилия в середине применяют в основном для труб с условным проходом до 100 мм, реже свыше 100 мм. Опоры должны быть выполнены таким образом, чтобы они могли поворачиваться вокруг своих осей по мере изгибания трубы.
Медные трубы, подлежащие гибке в холодном состоянии, отжигают при 600—700 °С и охлаждают в воде. Наполнитель при гибке медных труб в холодном состоянии — канифоль, а в нагретом — песок. Латунные трубы, подлежащие гибке в холодном состоянии, отжигают при 600—700 °С и охлаждают на воздухе. Наполнители те же, что и при гибке медных труб. Дюралюминиевые трубы перед гибкой отжигают при 350—400 °С и охлаждают на воздухе.
Как согнуть трубу большого диаметра?
Способы гибки труб большого и малого диаметров
- Внутреннее пространство заполняется водой или песком.
- Торцы трубы закрываются пробками.
- Тело трубы гнется с помощью «калибра» — дуги с нужным радиусом, или частокола штырей, в котором можно зафиксировать один торец трубы.
Гнуть её можно при помощи любого круглого цилиндра, допустим бревна или трубы, подходящего по диаметру. Гнётся просто – надо надавить трубу по центру изгиба с двух сторон через цилиндр. Для того, чтобы изгиб получился как можно лучше и трубу не приплюснуло, её надо хорошо набить мелким песком без камней, т.е. просеянным.
Какие способы гибки труб применяют на практике?
Осуществляя поиск трубогибочного станка, для производства трубных деталей, целесообразно сосредоточить внимание на четырех основных способах холодной гибки труб, таких как:
- Наматывание;
- Обкатка;
- Вальцовка;
- Гибка труб на двух опорах.
Распространенные способы гибки труб вручную: прокаткой, намоткой, на двух опорах, гибкой с волочением. Последний метод применяется для бесшовных тонкостенных трубчатых материалов. Таким образом трубы небольшой длины изгибаются под небольшим углом. Для работы с большими диаметрами требуется профессиональное оборудование. Существуют трубогибочные станки с оправкой. Этот элемент конструкции представляет собой обыкновенный металлический брус.
Что такое радиус изгиба?
радиус изгиба — Радиус цилиндрической поверхности оправки, которая входит в контакт с внутренней поверхностью изделия при гибке.
Радиус изгиба, который измеряется внутренней кривизной, – это минимальный радиус, который можно согнуть трубу, трубу, лист, кабель или шланг, не перегибая их, не повреждая и не сокращая срок их службы.
Как определить радиус изгиба трубы?
Получить поправку радиуса гиба трубы с учетом пружинения после того, как нагрузка была снята, можно по формуле: Rср =0,5 *Ку*Dm, где Dm — диаметр гибочной оправки, Ку – справочное значение коэффициента упругой деформации для данного металла.
Радиус изгиба трубной заготовки рассчитывается так: λ= λ +∆λ при этом: λ – угол изгиба ∆λ – значение угла пружинения. Расчеты параметра ∆λ: при этом: Ro (мм) – осевой радиус изгиба. П = 3,14 n и m – компоненты исчисляются так: где: S – толщина стенки детали, мм. Rн – внешний радиус изгиба заготовки, мм. Rо – средний осевой радиус изгиба трубы, мм. Rв – внутренний радиус изгиба трубы, мм π = 3,14. П – модуль упрочнения материала трубы, кг/мм².
Чем можно измерить радиус изгиба?
Для проведения расчетов необходимо взять две жесткие линейки длиною 30 и 50 см. Первоначально измеряется радиус гиба уже изогнутой трубы, который нужно повторить на заготовке. Линейку нужно приложить к исходной трубе и замерить расстояние между линейкой и серединой трубы (рис.
Как рассчитать радиус на Трубогибе?
Каким радиусом гнуть трубопрокат
Радиус, при котором могут начаться деформации, считается по формуле: R=20*S. (Где S – толщина трубного изделия в миллиметрах). Обязательно нужно учитывать формулу Кт=S/Dn. (Кт – коэффициент тонкостенности, D – наружный диаметр).
Радиус изгиба трубной заготовки рассчитывается так: λ= λ +∆λ при этом: λ – угол изгиба ∆λ – значение угла пружинения. Расчеты параметра ∆λ: при этом: Ro (мм) – осевой радиус изгиба. П = 3,14 n и m – компоненты исчисляются так: где: S – толщина стенки детали, мм. Rн – внешний радиус изгиба заготовки, мм. Rо – средний осевой радиус изгиба трубы, мм. Rв – внутренний радиус изгиба трубы, мм π = 3,14. П – модуль упрочнения материала трубы, кг/мм².
Какие допускаются радиусы изгиба кабелей?
для кабелей с бумажной изоляцией напряжением 1-10 кВ в алюминиевой оболочке — не менее 25 диаметров кабеля, в свинцовой — не менее 15; для кабелей с пластмассовой изоляцией напряжением до 1 кВ бронированных без оболочки — не менее 10 диаметров кабеля, небронированных в пластмассовой оболочке — не менее 6 диаметров.
Радиус изгиба кабелей допускается равным: 15-кратному наружному диаметру кабелей в свинцовой и полихлорвинилсвой оболочке; 10-кратному наружному диаметру кабелей в резиновой оболочке. Радиусы изгиба кабелей при прокладке и монтаже должны быть не менее: 10 диаметров кабеля для небронированных в свинцовой оболочке; 12 диаметров кабеля для бронированных в свинцовой оболочке; 7 диаметров кабеля для остальных.
Что такое минимальный радиус изгиба кабеля?
Чтобы определить, насколько сильно коаксиальный кабель может быть согнут без повреждений, радиус кривой внутреннего края любого изгиба должен быть не менее, чем в 10 раз больше диаметра кабеля.
Кабели гибкие (ми нимально допустимый радиус изгиба — 8d ка беля и более). 2 -5. Кабели повышенной гибкости и особо гиб кие (минимально допус. тимый радиус изгиба — м ен ее 8г/ кабеля).
Какой минимальный радиус изгиба для 4 парного кабеля на основе неэкранированной витой пары проводников UTP в состоянии эксплуатации?
Рекомендуется поддерживать радиус изгиба коммутационных и аппаратных кабелей (шнуров) в процессе эксплуатации не менее: — 4 внешних диаметров кабеля — для 4-парных шнуров на основе неэкранированной и экранированной витой пары проводников; — 25 мм — для волоконно-оптических шнуров.
Минимальный радиус изгиба для кабеля — четыре диаметра кабеля (или 1 дюйм=2,54 см), но существуют рекомендации размещать кабель таким образом, чтобы обеспечивать изгиб радиусом 2 дюйма (5 см). Минимальное расстояние между сетевым кабелем и параллельно ему проложенным силовым кабелем, напряжением менее 2 КВольт — 12,5 сантиметров (5 дюймов). Все элементы сети должны быть одной категории.
Каким должен быть радиус внутренней кривой изгиба кабеля?
ГОСТ 16442-80 нормируется минимальный радиус изгиба при прокладке для кабеля в целом, и для указного кабеля он должен быть не менее 7,5 Dн (или ориентировочно 7,5*43,5=326,3 мм), где Dн – наружный диаметр кабеля.
Допустимый радиус изгиба должен быть 60X25=1500 мм, т. е. R=1500 мм. Если R будет меньше допустимого, на алюминиевой оболочке образуются гофры, и бумажная изоляция начнет рваться. Кратность радиуса внутренней кривой изгиба жилы по отношению к диаметру жилы для кабелей напряжением 1—10 кВ с бумажной и пластмассовой изоляцией должен быть не менее 10 диаметров жилы.
Каков должен быть минимальный радиус кабеля при его протяжке?
Для 2-и 4-волоконного оптического кабеля минимально допустимый радиус изгиба составляет 50 мм при протяжке и 25 мм в отсутствие тянущего усилия.
4.1.5. Радиус изгиба кабеля при прокладке должен быть не менее 15 D, где D–наружный диаметр кабеля. При монтаже с использованием специального шаблона допускается минимальный радиус изгиба кабеля 7,5 D.
Какой допускается радиус изгиба кабеля в алюминиевой оболочке с бумажной пропитанной изоляцией?
25D – для одножильных в алюминиевой или свинцовой оболочке и многожильных в алюминиевой оболочке кабелей с пропитанной бумажной изоляцией на напряжение до 35 кВ. В ТУ производителя указан минимальный радиус изгиба кабеля 10кВ при использовании шаблона: 7,5D.
Допустимый радиус изгиба должен быть 60X25=1500 мм, т. е. R=1500 мм. Если R будет меньше допустимого, на алюминиевой оболочке образуются гофры, и бумажная изоляция начнет рваться.
Кратность радиуса внутренней кривой изгиба жилы по отношению к диаметру жилы для кабелей напряжением 1—10 кВ с бумажной и пластмассовой изоляцией должен быть не менее 10 диаметров жилы.
Какую информацию необходимо указывать на бирке при маркировке кабеля?
Открыто проложенные кабели, а также все кабельные муфты должны быть снабжены бирками; на бирках кабелей в начале и конце линии должны быть указаны марка, напряжение, сечение, номер или наименование линии; на бирках соединительных муфт – номер муфты, дата монтажа.
На бирке указывается: у силовых кабелей — напряжение, сечение, номер или наименование линии, у контрольных кабелей — то же, дополнительно количество жил, у муфт и заделок — номер муфты, дата монтажа, фамилия и инициалы монтёров производивших монтаж.
На бирке концевой муфты обязательно должны быть указаны номера или обозначения пунктов, откуда и куда проложен кабель.
Какие способы крепления используют при открытой проводке кабеля?
В канал заводят кабель или группу проводов и закрепляют их разными способами:
- металлическими скобами с одиночным или двойным креплением;
- алебастром (быстросхватывающимся гипсом);
- дюбель-хомутами.
Методы крепления кабеля:
саморезы в мягкие материалы (древесина, ДСП, МДФ)
гвозди в мягкие материалы
саморезы и дюбели в твердые материалы (камень, бетон, металл, пластик)
приклейка площадок с клипсами, стяжками к панелям, допускающим подобный монтаж
кабель-каналы, гофрированные пластиковыми трубками
Как выполняется гибка труб без нагрева?
Метод холодной гибки труб – это процесс изменения радиуса трубы без нагрева в месте сгиба. Холодным способом выполняется сгибание профиля и трубных заготовок из: Меди. Алюминия.
Чем крепить телевизионный кабель?
Дюбель хомут
Для уверенного фиксирования провода нам необходимо просверлить в стене перфоратором отверстие сверлом на 6 мм, далее разворачиваем хомут, кладем туда кабель и уже закрытый хомут втискиваем в просверленное отверстие. Все провод закреплен.
Закрепить кабель дюбель хомутом очень просто. Для этого нам как раз понадобится перфоратор и сверло по бетону диаметром 6 мм. Сначала в бетоне сверлится отверстие на необходимую глубину (зависит от длины самого дюбеля), затем хомут раскрывают и в него закладывают кабель, после чего хомут заталкивают в отверстие. С боковых сторон хомута под углом выполнены насечки, что препятствует выпадению его из стены.
Как называется держатель для кабеля?
Дюбель-хомут или дюбель колье как элемент крепления – комбинация дюбеля с монтажной площадкой.
Этот вид крепления иногда называют дюбель-клипса или дюбель-скоба. Дюбель-клипса. Более незаметной при монтаже является дюбель-клипса. Это изогнутая полоса пластика с характерными ответвлениями на концах, которые за счет силы упругости будут держать крепеж в материале стены или потолка. Форма этих изделий есть для круглых и плоских кабелей разного размера.
Чем приклеить провод к обоям?
Крепление к обоям и потолку
…
Кабель-каналы
- для крепления к деревянному основанию подходят саморезы;
- в кирпичной или бетонной стене сверлят отверстия;
- на гипсокартон или ПВХ-панели крепления производят «бабочкой»;
- если поверхность нельзя сверлить, используют клей.
Радиусная гибка листового металла применяется для создания сферических, цилиндрических и конусовидных деталей, которые применяются практически во всех областях промышленности и строительства. Поэтому очень важно знать допустимые радиусы гибки листов, чтобы сгиб был точным и качественным, а само изделие сохранило свои прочностные характеристики.

Особенность радиусной гибки в том, что деформация металла происходит неравномерно — нейтральный слой в середине листа смещается в сторону меньшего радиуса, при этом меняется поперечное сечение материала, а также уменьшается толщина металла. У тонких листов есть дополнительная особенность — верхняя часть под воздействием деформирующих усилий сжимается, а нижняя — растягивается.
Какие минимальные радиусы гибки допустимы
Рекомендуемые значения для радиусной гибки: минимальный внутренний диаметр должен быть в 40 раз больше толщины листа, радиус — в 20 раз. Однако в зависимости от угла сгиба и марки стали существуют различия, которые вы можете найти на таблицах ниже.
В таблице 1 указан минимальный радиус холодной гибки металла в зависимости от толщины листа и типа металла.

Примечания:
1. Применять минимальный радиус гибки допустимо только в крайних случаях. В остальных случаях рекомендуется применять увеличение значения радиуса
2. Если гибка производится под углом к направлению проката, лучше использовать промежуточные значения радиуса. Конкретный выбор зависит от угла наклона линии сгиба
3. Для гибки заготовок с небольшим радиусом, полученных в результате вырубки или резки без отжига, следует применять радиус сгиба как для наклепанных листов
4. Для листов толщиной более 10 мм рекомендуется использовать радиусы большего значения.
В следующих таблицах вы найдете минимальные радиусы гибки в зависимости от угла сгиба металла.
Пояснения:
- S — толщина обрабатываемого материала;
- R — радиус сгиба материала, без специальных технических требований к выполнению гибки;
- Rc — радиус сгиба материала с притупленными кромками и без заусениц;
- Rп — радиус сгиба материала с притупленными кромками и без заусениц, в том случае, если линия сгиба располагается под углом 90 градусов к направлению волокон проката.


