Шерохотоватость поверхности – это показатели, которые обозначают определенное количество данных характеризующих состояние неровностей поверхности измеряемых сверхмалыми отрезками при базовой величине длины.
Совокупность показателей, обозначающих возможную ориентацию направлений неровностей поверхностей с определенными значениями и их характеристикой, задается в нормативных документах ГОСТ 2789-73, ГОСТ 25142-82, ГОСТ 2.309-73. Совокупность требований указанных в нормативных документах распространяется на изделия, изготовленные с использованием различных материалов, технологий и методов обработки, за исключением имеющихся дефектов. 
Высокое качество обработки деталей позволяет значительно снизить износ поверхностей, возникновение очагов коррозии, тем самым повышая точность сборки механизмов их надежность при длительной эксплуатации.
Основные обозначения
Шероховатость исследуемой поверхности измеряются на допустимо небольших площадях, в связи с чем базовые линии выбирают, учитывая параметр снижения влияния волнообразного состояния поверхности на изменение высотных параметров. Неровности на большинстве поверхностей возникают по причине образующихся деформаций верхнего слоя материала при осуществляемой обработке с использованием различных технологий. Очертания профиля получают при проведении обследования с помощью алмазной иглы, а отпечаток фиксируется на профилограмме. Основные параметры, характеризующие шероховатость поверхности имеют определенное буквенное обозначение, используемое в документации, чертежах и получаемые при проведении измерений деталей(Rz, Ra, Rmax, Sm, Si, Tp).
Для измерения неровности поверхности используют несколько определяющих параметров:
- Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм;
- Rz – обозначает высоту измеряемых неровностей определяемую по 10 основным точкам в мкм;
- Rmax –максимальное допустимое значение параметра по высоте.


Также используются шаговые параметры Sm и Si и опорная длина исследуемого профиля tp. Данные параметры указываются при необходимости учитывать условия эксплуатации деталей. В большинстве случаев для измерений используется универсальный показатель Ra, который дает наиболее полную характеристику с учетом всех точек профиля. Значение средней высоты Rz применяется при возникновении затруднений связанных с определением Ra с использованием приборов. Подобные характеристики оказывают влияние на сопротивление и виброустойчивость, а также электропроводимость материалов. Значения определений Ra и Rz указаны в специальных таблицах и при необходимости могут использоваться при проведении необходимых расчетов. Обычно определитель Ra обозначается без числового символа, другие показатели имеют необходимый символ. Согласно действующим нормативным актам (ГОСТ) существует шкала, в которой даны значения шероховатостей поверхности различных деталей, имеющих подробную разбивку на 14 специальных классов. Существует прямая зависимость, определяющая характеристики обрабатываемой поверхности, чем выше показатель класса, тем меньшее значение имеет высота измеряемой поверхности и лучше качество обработки.
Методы осуществления контроля
Для осуществления контроля шероховатости поверхности используются два метода:
- качественный;
- количественный.
При проведении качественного контроля проводится сравнительный анализ поверхности рабочего исследуемого и стандартного образцов путем визуального осмотра и на ощупь. Для проведения исследования выпускаются специальные наборы образцов поверхностей имеющих регламентную обработку согласно ГОСТ 9378-75. Каждый образец имеет маркировку с указанием показателя Ra и метода воздействия на поверхностный слой материала (шлифовка, точение, фрезерование т. д.). Используя визуальный осмотр можно достаточно точно дать характеристику поверхностного слоя при характеристиках Ra=0,6-0,8 мкм и выше.  Количественный контроль поверхности проводится с использованием приборов работающих с применением разных технологий:
Количественный контроль поверхности проводится с использованием приборов работающих с применением разных технологий:
- профилометра;
- профилографа;
- двойного микроскопа.
Классификация поверхностей
При определении характеристики поверхностного слоя материала необходимо провести классификацию:
- Рабочие поверхности, имеющие сопряжение с изменением местоположения в ходе осуществляемого процесса, по отношению друг к другу (механизмы двигателей, насосов и т. д.). Детали, используемые в механизмах обязательно должны обрабатываться с высокой точностью, а показатели соответствовать величинам Ra=2,5-0,16 мкм, Rz=10-0,8 мкм.
- Установочные поверхности – детали находятся в соприкосновении, но по отношению друг к другу неподвижны. Подлежат обработке и должны соответствовать показателям Ra=20-2,5 мкм, Rz=80-10 мкм.
- Ограничительные и соединительные поверхности – элементы служащие ограничением для работающих механизмов (корпуса приборов, станков и т. д.). Данные поверхности в зависимости от требований могут подвергаться обработке, параметры соответствуют Ra=20-2,5 мкм, Rz=80-10 мкм.
- Поверхности, требующие специальной обработки (детали внешних корпусов механизмов, агрегатов). Параметры шероховатости должны соответствовать Ra=5,0-1,25 мкм, Rz=20-6,3 мкм. Особо стоит отметить требования, предъявляемые к органам управления механизмов, приборов у которых показатели должны, находится на уровне Ra=0,63-0,08 мкм, Rz=3,2-0,4 мкм.
- Используя данные качества поверхности, получаемые при различных методах обработки можно выстраивать технологическую цепочку, обеспечивающую наибольшую эффективность и сокращение времени обработки деталей.


Нормативные данные также содержатся в ГОСТ 2.309-73 согласно, которому наносятся обозначения на чертежи и содержат характеристики поверхностей по установленным правилам и обязательны для всех промышленных предприятий. Необходимо также учитывать, что знаки и их форма, наносимые на чертежи должны иметь установленный размер с указанием числового значения неровности поверхности. Регламентируется высота знаков, указывается вид обработки. Знак имеет специальный код, который расшифровывается следующим образом:
- первый знак – характеризует тип обработки исследуемого материала (точение, сверление, фрезерование и т.д.);
- второй знак — обозначает, что поверхностный слой материала не подвергался обработке, а образован путем ковки, литья, прокатки;
- третий знак – показывает, что вид возможной обработки не регламентируется, но должен соответствовать Ra или Rz.
В случае отсутствия знака на чертеже, поверхностный слой не подвергается специальной обработке. На производстве используют два вида воздействия на верхний слой:
- с помощью частичного удаления верхнего слоя обрабатываемой детали;
- без удаления верхнего слоя детали.
При удалении верхнего слоя материала в основном используется специальный инструмент, предназначенный для выполнения определенных действий – сверления, фрезерования, шлифования, точения, и т. д. В ходе обработки происходит нарушение верхнего слоя материала с образованием остаточных следов от используемого инструмента. Когда применяется обработка без удаления верхнего слоя материала – штамповка, прокат, литье, происходит смещение структурных слоев их деформация с принудительным созданием «гладко-волокнистой» структуры. При конструировании и изготовлении деталей параметры неровностей задает конструктор, основываясь на техническом задании определяющим характеристики изделия в зависимости от требований, предъявляемых к изготовляемому механизму, технологии используемой при производстве и степени обработки.
Маркировка структуры поверхности
При нанесении обозначений в рабочей документации, чертежах применяются специальные знаки для характеристики материала, которые регламентируются стандартом ГОСТ 2.309-73. 
Основные правила, используемые для обозначения неровности поверхности на чертежах
Основные правила, которые необходимо использовать при выполнении чертежа:
- На чертеже указываются все шероховатости поверхности для используемого материала без учета используемых методов.
- Нанесение значений шероховатостей осуществляется на разрезах, которые имеют размер.
- Знаки наносятся на всех видах линий используемых в чертеже.
- При наличии у знака полки его местоположение определяется по отношении к основной надписи.
- Если изделие имеет разрыв на чертеже, то производится маркировка только одной части изображения.
- Если поверхностный слой требует использования обработки участков детали различного класса, то производится разделение с помощью сплошной линии.
- В случае сокращения места необходимого для нанесения обозначений на чертеже возможно допустимое упрощение знаков.
- При одинаковом значении шероховатости поверхности контура, значение наносится один раз.
- При идентичности различных поверхностей с одинаковыми значениями шероховатости, допускается нанесение значений один раз.
- Знаки, обозначающие неровности должны иметь толщину в 1.5 раза больше, чем нанесенные на изображение.
- Условия, обозначающие направление поверхностей должны соответствовать стандартам.
- Обозначение шероховатости поверхности производится с использованием общих правил.


Учитывая структуру материала, конструктор имеет возможность указать необходимые параметры, предъявляемые к качеству поверхностей. Причем характеристики могут указываться по нескольким параметрам с установкой максимально и минимального значения с возможными допусками. https://youtu.be/-DwXLJ22N0E
Особые условия
При массовом производстве определенных деталей иногда нарушается заданная форма или их сопряженность. Подобные нарушения увеличивают допустимый износ деталей, и ограничиваются специальными допусками, которые указаны в ГОСТ 2.308-2011. Каждый вид используемого допуска имеет 16 определяющих степеней точности, которые оговариваются для деталей разной конфигурации с учетом используемого материала. Необходимо также учитывать, что используемые допуски размера и конфигурации для деталей имеющих цилиндрическую форму берутся с учетом диаметра деталей, а плоские детали с учетом толщины, а максимальная погрешность не должна превышать показатель допуска.
Правильное использование методики определения показателей шероховатости поверхностей позволяет достичь более высокой точности обработки и размера деталей при соблюдении параметров указанных в нормативных документах, которые дают возможность значительно повысить качество готового продукта.
Шероховатость – это характеристика поверхности, отражающая ее неровности, оцениваемая относительно малыми шагами на базовой длине. Обозначение шероховатости на чертеже выполняется согласно требованиям ГОСТ2789-73, ГОСТ 25142-82, а также ГОСТ 2.309-73. Неровности, которые имеются на большей части поверхностей, возникают при обработке и деформации верхнего слоя. Чтобы определить шероховатость конкретной поверхности используют профилограмму, на которой отражены очертания профиля поверхности, полученные при помощи движения алмазной иглы.
Контроль шероховатости может осуществляться как количественными, так и качественными способами. Сравнение опытного и эталонного образца (с регламентированной обработкой по ГОСТ) также позволяет сформировать точную характеристику.
Шероховатость на чертеже по ГОСТу
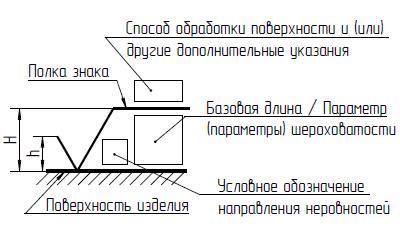
Согласно требованиям оформления Единой системы конструкторской документации (сокращенно ЕСКД), а именно ГОСТ 2.309-73 для всех поверхностей, которые приведены на чертеже должна быть обозначена шероховатость. Применяется единая структура обозначения, которая состоит из трех элементов:
- способы обработки поверхности;
- базовая длина или параметр шероховатости;
- условного обозначения направления.
Сам ГОСТ состоит из двух основных разделов «Обозначения шероховатости поверхностей» и «Правила нанесения обозначений …».
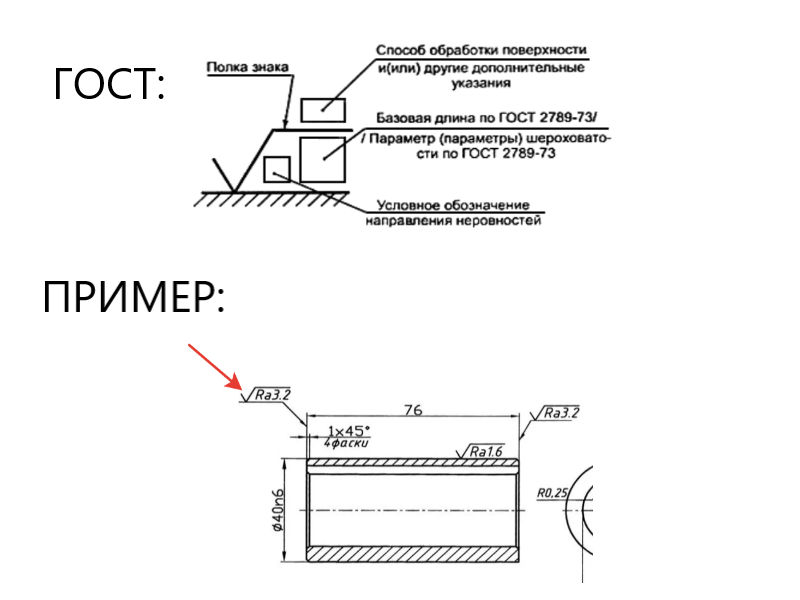
Рисунок 1. Структура обозначения шероховатости
Изменения в этот документ вносились трижды с момента утверждения, а именно в 1980, 1984 и 2002 году.
Параметры для количественной оценки шероховатости
Три ключевых параметра используются для описания шероховатости конкретной поверхности, они позволяют описать высоту, профиль и максимальное отклонение, по которым можно представить тип поверхности в целом и ее назначение.
- Ra — самым первым идет обозначение профиля с указанием возможного отклонения, измеряется в микрометрах;
- Rz— определяет высоту неровностей по десяти основным точкам, измеряется в микрометрах;
- Rmax— показывает максимально допустимое значение по высоте, измеряется в микрометрах.
Таблица ключевых параметров шероховатости составлена для различных поверхностей и приведена в ГОСТ 2789-73.
Самым универсальным показателем из всех трех является Ra, поскольку он дает наиболее полное представление о профиле. Но бывают ситуации, при которых значение приобретают и другие параметры, к примеру если Ra трудно измерить с помощью приборов.
Рассмотрим несколько примеров значений параметров для поверхностей после механической обработки. После чистового обтачивания Ra составляет 2,5 -,1 25 мкм, а после тонкого обтачивания 1,25-0,63 мкм.
Также в шероховатости важно понятие допуска, так как большинство геометрических отклонений детали, должно укладываться в пределы поля допуска.
Как обозначается шероховатость поверхности на чертеже
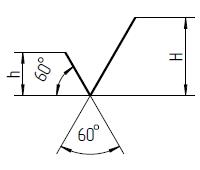
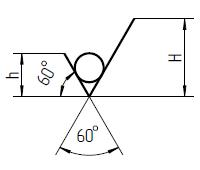
Условный знак, который ориентирован к обрабатываемой поверхности, должен давать полное и исчерпывающее представление о том, какой шероховатостью обладает поверхность. Для обозначения используются линии, равные половине толщины основной линии. Высота меньшей части знака h(размер равен основным цифровым обозначениям), а всего знака 1,5-5 h (H). Нанесение знака производится после вычерчивания деталей. Угол между двумя направляющими условного знака составляет 60 градусов.
Сам условный знак также несет информацию, если он не имеет никаких дополнительных обозначений, то способ обработки поверхности конструктором не устанавливается (знак без полки), если применяется удаление слоя материала, то добавляют черту, которая образует треугольник, если шероховатость образована без удаления слоя материала, то добавляют круг.
Шероховатость на сборочном чертеже
Как и на других видах чертежей, на сборочном чертеже указывается шероховатость поверхностей. Эти обозначения позволяют понять требуется ли дополнительная обработка поверхности, к примеру полировка детали, точение или травление.
> Лайфхак: если чертеж перегружен информацией, то можно применить упрощенное обозначение обозначения шероховатости, которое более полно расшифровывается в примечаниях.
Какие символы применяются
Для обозначения шероховатости применяют условные обозначения, которые описаны в ГОСТ, они размещаются непосредственно на поверхности. У каждой поверхности свои обозначения, они не должны накладываться или перекрывать друг друга.
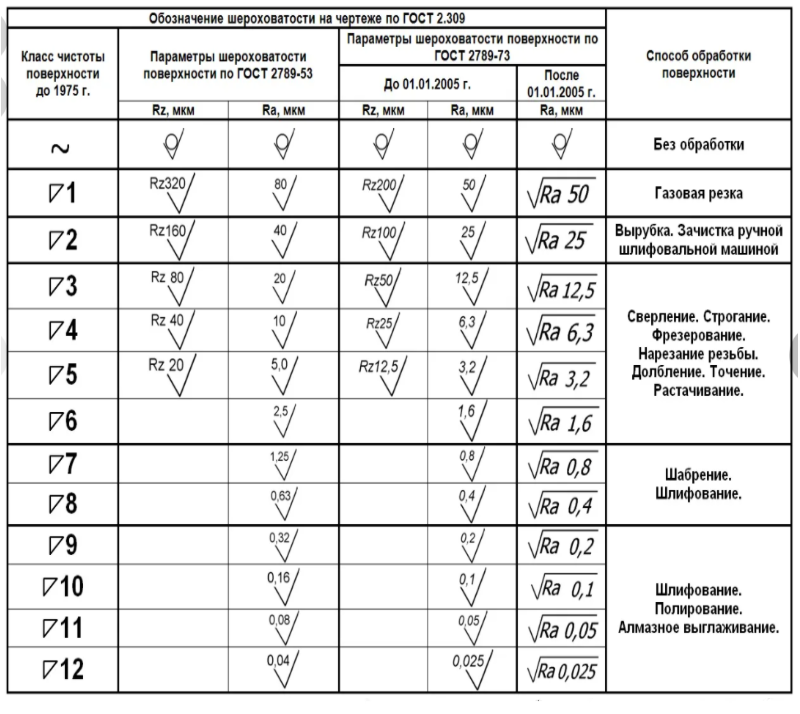
Рисунок 2. Виды обозначения шероховатости на поверхности
Шероховатость древесины на чертеже
Древесина имеет свои обозначения шероховатости, которые описаны в ГОСТ 7016-2013. Особенностями поверхности этого материала являются неровности, кинематическая волнистость, структурные неровности, ворсистость и мшистость, которая может появиться на обработанных поверхностях. Шероховатость древесины характеризуется параметрами ее неровностей, которые включают среднее арифметическое высот наибольших неровностей (Ra), высоту неровностей профиля (Rp).
Параметры шероховатости у разных пород дерева
Свойства пород древесины очень сильно отличаются, следовательно и параметры шероховатости имеют различные величины. К примеру сосна, которая часто используется в строительстве, имеет высоту неровностей Rp =12,5 мкм, а береза имеет значение Rp =6,3мкм. Наименьшие параметры шероховатости имеет груша, Rp =5,0мкм.
Правила нанесения обозначений
Чтобы правильно нанести условное обозначение используется следующий алгоритм:
- после выполнения основного чертежа приступают к нанесению условных обозначений;
- к моменту нанесения обозначений шероховатости список значений должен быть уже готов, информация из него переносится на чертеж;
- сначала наносят сам знак, его острие должно прикасаться к обрабатываемой поверхности с той стороны, с которой будет подводиться инструмент;
- если шероховатость одинакова для всех поверхностей, то нет необходимости наносить ее многократно, значение указывают в правом углу чертежа. При этом условное обозначение одинаковой шероховатости в полтора раза больше по размеру, чем те условные значения, которые были бы нанесены на чертеже;
- в каждом знаке добавляют указание — способ обработки, значение Ra или Rz.
Поставить условный знак шероховатости можно на выносных линиях, размерных линиях и их продолжениях, на линиях контура. Если у детали имеется резьба, то обозначение шероховатости профиля резьбы также наносят на чертеж.
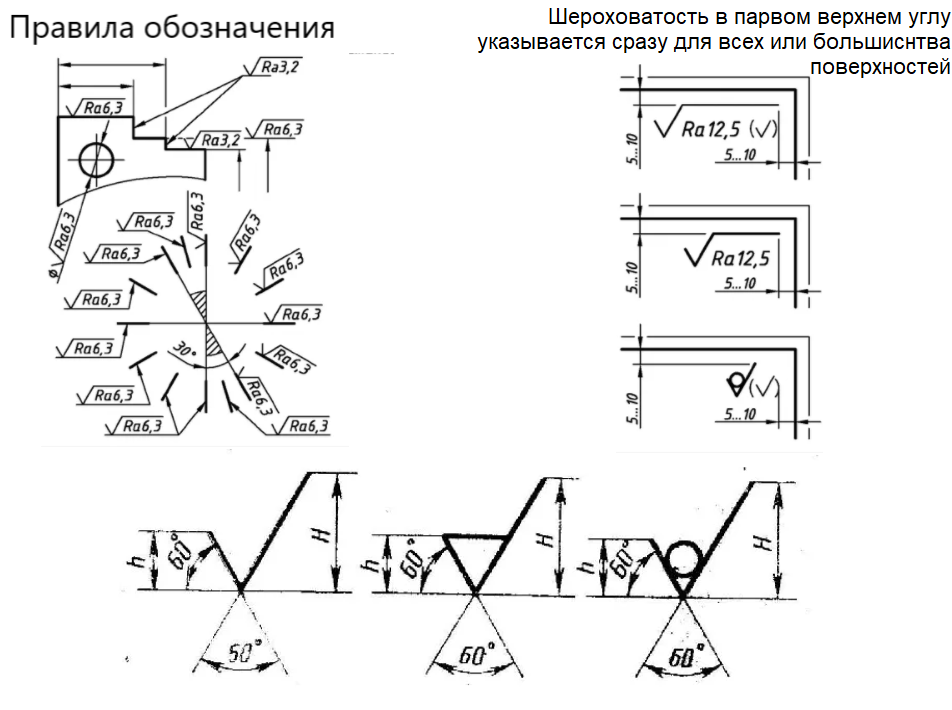
Рисунок 3. Правила нанесения и указанная шероховатость
Как обозначить шероховатость в программе «Компас»
Правильно обозначить шероховатость можно с помощью встроенных в программу инструментов.
Обозначить шероховатость поверхности в Компасе можно командой «Шероховатость», из панели инструментов, затем выбирается поверхность, к которой будет применена команда и указывается положение знака. Значение шероховатости вводится с клавиатуры или из справочника. Команда «Неуказанная шероховатость» находится в панели «Оформление».
Открываем Панель инструментов, расположенную слева-> Выбираем команду «Шероховатость» — > Указываем поверхность -> Определяем положение знака->Вводим значение шероховатости.
Команда «Неуказанная шероховатость» находится в верхнее меню-> Выбираем команду «Вставка»->Выбираем «Неуказанная шероховатость»-> Ввод->Вводим значение шероховатости.
При необходимости можно нарисовать условный знак вручную.
Как обозначить в программе AutoCAD
В программе Автокад схожий алгоритм действий, но искать команду нужно через вкладку «Аннотации», затем зайти в панель «Обозначения» и выбрать «Шероховатость», далее также выбирается поверхность, точка выноски и задается обозначение «С полкой», «С удалением» или «Без удаления».
В первых версиях Автокада такой функции как «Шероховатость» не было, она появилась в более поздних.
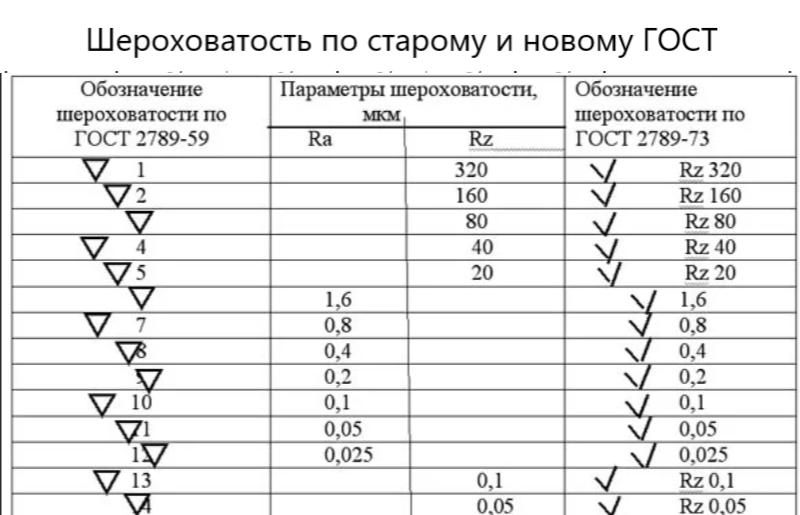
Рисунок 4. Шероховатость в программе Компас и Автокад
Старое обозначение шероховатости
Новый ГОСТ 2.309-73, который регламентирует шероховатость, был введен достаточно давно и поэтому уже несколько раз в него вносились изменения, но работая со старыми чертежами, можно встретить использовавшиеся ранее обозначения (старый ГОСТ 1959 года), которые отличаются тем, что Ra указывался числом без условных обозначений. То есть современный вид более информативен и более точен. Перевод старых обозначений в новые обычно не составляет труда, если воспользоваться таблицами.
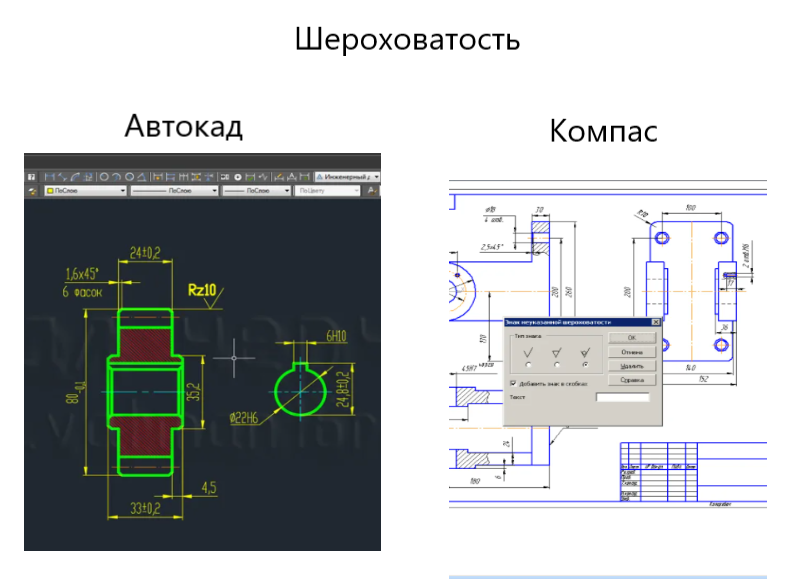
Рисунок 5. Шероховатость по старому и новому гост
Ответы на вопросы
Какое значение шероховатости выбрать?
Значения шероховатости для разных материалов приведены в ГОСТ, где также указан и способ обработки поверхности. Значение выбирается конструктивно, исходя из назначения.
Что такое неуказанная шероховатость?
Неуказанная шероховатость – это условное обозначение шероховатостей поверхностей всей детали кроме указанных на изображении, которое помещается в правом углу чертежа. Значение шероховатости указывается в скобках, оно подходит для всех поверхностей, для которых не указана шероховатость.
Сколько существует классов шероховатости?
Выделено 14 классов шероховатости, классы приведены в ГОСТ.
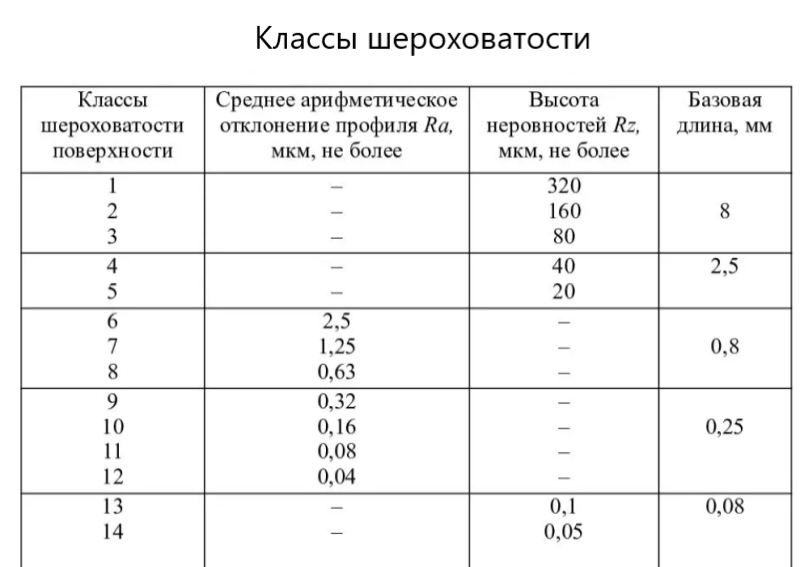
Рисунок 6. Классы шероховатости
Понятие «шероховатость» входит в курс многих дисциплин, оно отражает характеристики поверхности, которые обязательно должны учитываться. Указания, которые дополняют чертежи позволяют точнее показать все технические требования изделия. Стоит помнить, что любые изображения элементов, состоят из множества условных обозначений, важно выбирать для них правильное расположение, помнить об общей чистоте и читаемости чертежа. Опытными проектировщиками часто отмечается, что молодые специалисты забывают проставлять все необходимые обозначения детали, отверстия и выделять контур, примененная штриховка может не соответствовать требованиям, но все эти знания приходят за годы практики.
От правильного указания шероховатости зависит работоспособность готового механизма, если условия его работы предполагают сопряжение обработанных деталей, то выбрать шероховатость нужно с учетом назначения поверхности. К примеру, для нерабочих поверхностей валов или отверстий под болты шероховатость может быть Ra =12,5 мкм, а для поверхностей гидроцилиндров, которым важна точность Ra =0,2мкм.
Одним из самых важных параметров при обработке деталей является шероховатость поверхности. Именно чистота обработки имеет определяющее значение для надежности и долговечности детали и при ее несоответствии проектным значениям, мы получим преждевременный выход детали или целого узла из строя и его дорогостоящий ремонт. Например, если не придать значения этому фактору при изготовлении деталей двигателя, результатом будет быстрый выход всего агрегата из строя.
Что такое шероховатость поверхности
Совокупность микроскопических неровностей, образующих рельеф поверхности, рассматриваемые в пределах участка, длина которого равна базовой длине — называют шероховатостью поверхности. Далее рассмотрим в чём измеряется шероховатость поверхности.
Как обозначается шероховатость поверхности
На рисунке ниже показаны основные способы схематического обозначения, а так же обозначения шероховатости на чертежах

Описание того, как правильно располагать на чертежах обозначения, подробно описано в ГОСТ стандартах и специальной технической литературе, поэтому не будем останавливаться на этом. Рассмотрим основные параметры, по которым оценивается шероховатость поверхности.
В чем измеряется шероховатость поверхности
Шероховатость поверхности измеряется в микрометрах (1 мкм = 0,001 мм) и оценивается обычно по двум параметрам Rz и Ra.
Rz — это высота неровностей профиля по 10 точкам в то время как Ra — это среднее арифметическое отклонение профиля.
Примерное соответствие этих параметров друг другу с привязкой к классу чистоты шероховатости поверхности смотрите в таблице приведенной ниже:
| Класс чистоты поверхности | Среднеарифметическое отклонения профиля Ra, мкм |
Высота неровностей Rz, мкм | Базовая длина l, мм |
| не более | |||
| 1 | 80 | 320 | 8 |
| 2 | 40 | 160 | 8 |
| 3 | 20 | 80 | 8 |
| 4 | 10 | 40 | 2,5 |
| 5 | 5 | 20 | 2,5 |
| 6 | 2,5 | 10 | 0,8 |
| 7 | 1,25 | 6,3 | 0,8 |
| 8 | 0,63 | 3,2 | 0,8 |
| 9 | 0,32 | 1,6 | 0,25 |
| 10 | 0,16 | 0,8 | 0,25 |
| 11 | 0,08 | 0,4 | 0,25 |
| 12 | 0,04 | 0,2 | 0,25 |
| 13 | 0,02 | 0,1 | 0,08 |
| 14 | 0,01 | 0,05 | 0,08 |
Средства измерения шероховатости поверхности
Шероховатость поверхности можно измерить двумя способами:
- Визуальный метод сравнения поверхности с эталоном (сравнение на ощупь)
- Прибором для измерения шероховатости
Для экспресс оценки в машиностроительной, ремонтной и приборостроительной отраслях промышленности, где допускаются отклонения от проектной величины, как правило, используют визуальный метод сравнения. В качестве эталонов используют образцы шероховатости, полученные различными способами обработки и имеющие заранее известное значение шероховатости.
Для более точного измерения шероховатости поверхности, в местах где требуется строгое соответствие проектным величинам, применяют специальные приборы: профилометры или профилографы. С помощью профилографа получают так называемую профилограмму, которая требует дополнительной расшифровки, в то время как профилометр сразу показывает точное значение неровности по заданным параметрам. Существуют как портативные профилометры применяемые в «полевых» условиях, так и стационарные приборы, которые используются в метрологических лабораториях для непосредственной калибровки эталонов шероховатости, а так же в учебных целях.
Исходя из выше сказанного можно сделать вывод, что контроль поверхности важно проводить в тех случаях, когда необходимо износостойкость, антикоррозийную стойкость и исключить возможность появления поверхностных трещин от усталости металла. Иногда низкий уровень шероховатости нужно получить не только для технических характеристик детали, но и для ее эстетического вида.
В процессе обработки деталей на их поверхности образуются неровности с относительно малыми шагами в виде выступов и впадин, которые называют шероховатостью.
Влияние шероховатости на работу машин многообразно:
- шероховатость поверхности может нарушить характер сопряжения деталей за счет смятия или интенсивного износа выступов;
- значительно снижается жесткость стыков в стыковых соединениях;
- шероховатость поверхности валов разрушает контактирующие уплотнения;
- неровности являются концентраторами напряжений, снижающими усталостную прочность деталей;
- шероховатость влияет на герметичность соединений, на качество гальванических и лакокрасочных покрытий;
- шероховатость влияет на точность измерений;
- на грубо обработанных поверхностях активно образуется и распространяется коррозия металла.
Шероховатость поверхности – совокупность неровностей поверхности с относительно малыми шагами, выделенная с помощью базовой длины (ГОСТ 25142-82).
Базовая линия – линия заданной геометрической формы, определенным образом проведенная относительно профиля и предназначенная для оценки геометрических параметров поверхности.
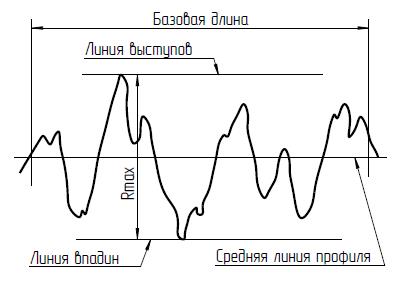
Шероховатость поверхности оценивается по профилю, полученному путем сечения реальной поверхности нормальной плоскостью (рис. 1).
Базовая длина l – длина базовой линии, используемая для выделения неровностей, характеризующих шероховатость поверхности, и количественного определения параметров. Числовые значения базовой длины l выбираются из ряда: 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25 мм.
Средняя линия профиля m – базовая линия, имеющая форму номинального профиля и проведенная так, чтобы в пределах базовой длины среднее квадратичное отклонение профиля до этой линии было минимальным (рис. 1 а).
Отклонение профиля y – расстояние между точкой профиля и базовой линией.
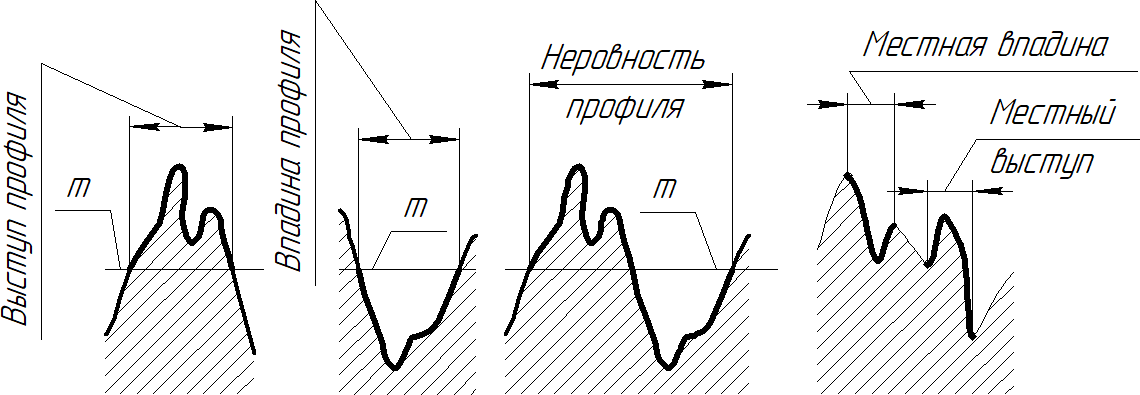
Местный выступ профиля – часть профиля, расположенная между двумя соседними минимумами профиля.
Местная впадина – часть профиля, расположенная между двумя соседними максимумами.
Выступ профиля – часть профиля, соединяющая две соседние точки пересечения его со средней линией профиля, направленная из тела. Впадина профиля – часть профиля, соединяющая две соседние точки пересечения его со средней линией профиля, направленная в тело. Неровность профиля – выступ профиля и сопряженная с ним впадина профиля.
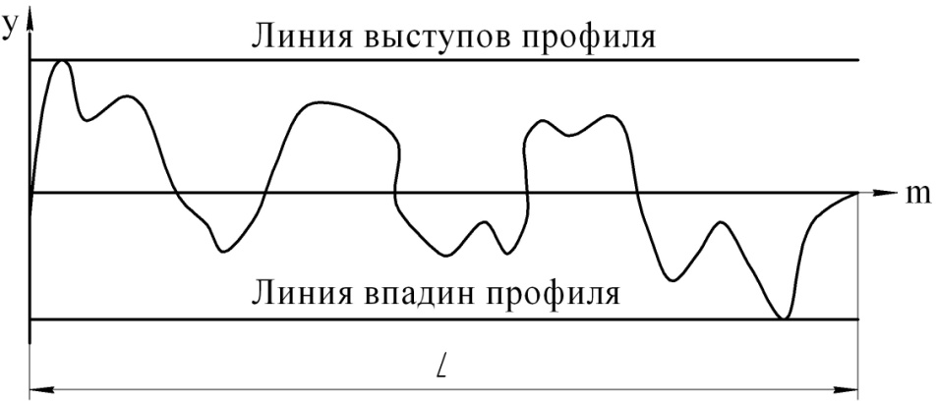
Линия выступов профиля – линия, эквидистантная средней линии, проходящая через высшую точку профиля в пределах базовой длины (рис. 1 б).
Линия впадин профиля – линия, эквидистантная средней линии, проходящая через низшую точку профиля в пределах базовой длины.
Уровень сечения профиля – расстояние между линией выступов профиля и линией, пересекающей профиль эквидистантно линии выступов профиля.
а)
б)
Рисунок 1 – Схемы к определениям терминов, обозначающих элементы профиля поверхности: а – выступов и впадин профиля; б – линии выступов и линии впадин профиля
1. Параметры шероховатости поверхности
В большинстве стран мира в качестве критериев для оценки шероховатости приняты шесть параметров, из которых три характеризуют высоту неровностей (высотные параметры), а три — шаговые размеры неровностей (шаговые параметры).
К высотным параметрам относят среднее арифметическое отклонение профиля Ra, наибольшую высоту профиля Rz и полную высоту профиля Rmax.
Среднее арифметическое отклонение профиля Ra – это среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины:
При дискретном способе обработки профилограммы Ra рассчитывается по формуле
где y – измеренное отклонение профиля в дискретных точках; – число дискретных отклонений, измеренных на базовой длине.
Наибольшая высота профиля Rz – сумма высоты наибольшего выступа профиля Rp и глубины наибольшей впадины профиля Rv в пределах базовой длины l.
Полная высота профиля Rmax – сумма высоты наибольшего выступа профиля Rp и глубины наибольшей впадины профиля Rv в пределах длины оценки (рис. 2).
К шаговым параметрам шероховатости относят средний шаг неровностей профиля Sm, средний шаг местных выступов S и относительную опорную длину профиля tp.
Средний шаг неровностей профиля Sm – среднее значение шага неровностей профиля в пределах базовой длины (рис. 2):
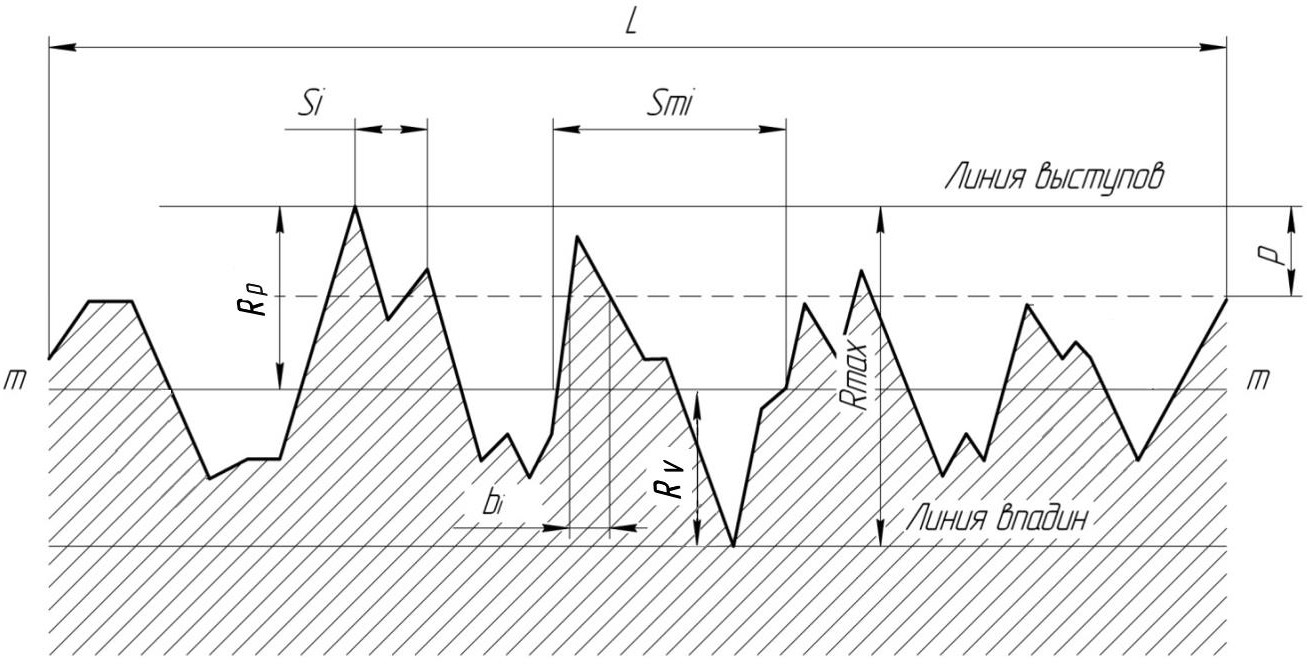
Рисунок 2 – Схема для определения параметров шероховатости
Средний шаг местных выступов профиля S – среднее значение шага местных выступов профиля в пределах базовой длины:
Опорная длина профиля ηp – сумма длин отрезков в пределах базовой длины, отсекаемых на заданном уровне в материале линией, эквидистантной средней линии (рис. 2):
Опорную длину профиля p определяют на уровне сечения профиля p, т.е. на заданном расстоянии между линией выступов профиля и линией, пересекающей профиль, эквидистантной линии выступов.
Относительная опорная длина профиля tp – это отношение опорной длины к базовой длине, выраженное в процентах:
В ответственных случаях, когда по условиям работы необходимо устанавливать дополнительные требования к направлению неровностей поверхности, стандартом предусмотрены типы направления неровностей, представленные в табл. 1.
Таблица 1 – Типы и обозначение неровностей поверхности (ГОСТ 2.309-73)
| Тип направления
неровностей |
Обозначение | Схематичное
изображение |
Пояснение |
| Параллельное |  |
 |
Параллельно линии, изображающей на чертеже поверхность,
к шероховатости которой устанавливаются требования |
| Перпендикулярное |  |
 |
Перпендикулярно к линии, изображающей на чертеже поверхность,
к шероховатости которой устанавливаются требования |
| Перекрещивающееся |  |
 |
Перекрещивание в двух направлениях наклонно к линии,
изображающей на чертеже поверхность, к шероховатости которой устанавливаются требования |
| Произвольное |  |
 |
Различные направления по отношению к линии,
изображающей на чертеже поверхность к шероховатости которой устанавливаются требования |
| Кругообразное |  |
 |
Приблизительно кругообразно по отношению к центру
поверхности, к шероховатости которой устанавливаются требования |
| Радиальное |  |
 |
Приблизительно радиально по отношению к центру
поверхности, к шероховатости которой устанавливаются требования |
| Точечное | 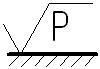 |
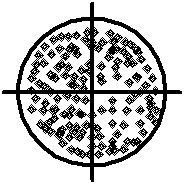 |
На поверхности допускаются точечные углубления,
возникающие например, при электроэрозионной обработке |
2. Назначение параметров шероховатости
Параметры шероховатости поверхностей назначают исходя из применения и конструктивных особенностей деталей машин. В большинстве случаев основными параметрами являются высотные, из которых наиболее информативным является параметр Ra. Этот параметр определен как предпочтительный. Параметр Rz применяется, когда прямой контроль параметра Ra по техническим причинам не представляется возможным.
Износостойкость, контактная жесткость, прочность посадок с натягом и другие эксплуатационные свойства сопрягаемых поверхностей связаны с фактической площадью контакта, выражаемой через параметр tp. Эксплуатационные свойства поверхности и назначаемые параметры шероховатости приведены в табл. 2.
Таблица 2 – Эксплуатационные свойства поверхности и обеспечивающая их номенклатура параметров шероховатости
| Эксплуатационное
свойство поверхности |
Параметры шероховатости и характеристики,
определяющие эксплуатационное свойство |
| Износоустойчивость при всех видах трения | Ra (Rz), tp, направление неровностей |
| Виброустойчивость | Ra (Rz), Sm, S, направление неровностей |
| Контактная жесткость | Ra (Rz), tp |
| Прочность соединения | Ra (Rz) |
| Прочность конструкции при циклических нагрузках | Rmax, Sm, S, направление неровностей |
| Герметичность соединений | Ra (Rz), Rmax, tp |
| Сопротивление в волноводах | Ra, Sm, S |
Числовые значения параметров шероховатости и базовых длин при нормировании выбираются по табл. 3.
Минимальные требования к шероховатости поверхности в зависимости от допуска размера и формы приведены в табл. 4. Этой таблицей можно пользоваться при назначении норм шероховатости, если по условиям сборки или работы изделий шероховатость поверхности не требуется ограничить более жесткими требованиями.
Таблица 3 – Числовые значения параметров шероховатости и базовой длины (ГОСТ 2789-73)
| Высотные параметры, мкм | |||||||
| Ra | |||||||
| 1000 | 320 | 50* | 8,0 | 2,5 | 0,40* | 0,063 | 0,010 |
| 800 | 250 | 40 | 6,3* | 1,00 | 0,32 | 0,050* | 0,008 |
| 630 | 100* | 32 | 5,0 | 0,80* | 0,25 | 0,040 | — |
| 500 | 80 | 25* | 4,0 | 0,63 | 0,100* | 0,032 | — |
| 400* | 63 | 10,0 | 3,2* | 0,5 | 0,080 | 0,025* | — |
| Rz | |||||||
| 1600 | 320 | 63 | 0 | 3,2* | 0,63 | 0,125 | 0,025 |
| 1250 | 250 | 50* | 12,5 | 2,5 | 0,5 | 0,100* | — |
| 1000 | 200* | 40 | 10,0 | 2,0 | 0,40* | 0,080 | — |
| 800 | 160 | 32 | 8,0 | 1,60 | 0,32 | 0,063 | — |
| 630 | 125 | 25.0* | 6,3* | 1,25 | 0,25 | 0,050 | — |
| 500 | 100* | 20,0 | 5,0 | 1,00 | 0,20* | 0,040 | — |
| 400* | 80 | 16, | 4,0 | 0,8 | 0,160 | 0,032 | — |
| Шаговые параметры, мм | |||||||
| Шаговые параметры Sm и S | |||||||
| 12,5 | 4,0 | 1,25 | 0,40 | 0,125 | 0,040 | 0,0125 | 0,004 |
| 10,0 | 3,2 | 1,00 | 0,32 | 0,100 | 0,032 | 0,010 | 0,0025 |
| 8,0 | 2,5 | 0,80 | 0,25 | 0,080 | 0,025 | 0,008 | 0,002 |
| 6,3 | 2,0 | 0,63 | 0,20 | 0,063 | 0,020 | 0,006 | |
| 5,0 | 1,6 | 0,50 | 0,16 | 0,050 | 0,016 | 0,005 | |
| Относительная опорная длина профиля tp | |||||||
| 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90 | |||||||
| Уровень сечения р, % от Rmax | |||||||
| 5; 10; 15; 20; 25; 30; 40; 50; 60; 70; 80; 90 | |||||||
| Базовая длина l, мм | |||||||
| 0,01; 0,03; 0,08; 0,25; 0,80; 2,5; 8; 25 | |||||||
| Примечание. Предпочтительные значения параметров обозначены звездочкой. |
Таблица 4 – Минимальные требования к шероховатости поверхности в зависимости от допусков размеров и формы, Ra, мкм
| Допуск размера
по квалитетам |
Допуск
формы, % от допуска размера |
Номинальные
размеры, мм |
Допуск
размера по квалитетам |
Допуск
формы, % от допуска размера |
Номинальные
размеры, мм |
||||||
| До 18 | Св. 18
до 50 |
Св. 50
до 120 |
Св.120
до 500 |
До18 | Св. 18
до 50 |
Св. 50
до 120 |
Св. 120
до 500 |
||||
| Ra, мкм | Ra, мкм | ||||||||||
| IT3 | 100
60 40 |
0,2
0,1 0,05 |
0,4
0,2 0,1 |
0,4
0,2 0,1 |
0,8
0,4 0,2 |
IT9 | 100 и
60 40 25 |
3,2
1,6 0,8 |
3,2
3,2 1,6 |
6,3
3,2 1,6 |
6,3
6,3 3,2 |
| IT4 | 100
60 40 |
0,4
0,2 0,1 |
0,8
0,4 0,2 |
0,8
0,4 0,2 |
1,6
0,8 0,4 |
IT10 | 100 и
60 40 25 |
3,2
1,6 0,8 |
6,3
3,2 1,6 |
6,3
3,2 1,6 |
6,3
6,3 3,2 |
| IT5 | 100
60 40 |
0,4
0,2 0,1 |
0,8
0,4 0,2 |
1,6
0,8 0,4 |
1,6
0,8 0,4 |
IT11 | 100 и
60 40 25 |
6,3
3,2 1,6 |
6,3
3,2 1,6 |
12,5
6,3 3,2 |
12,5
6,3 3,2 |
| IT6 | 100
60 40 |
0,8
0,4 0,2 |
1,6
0,8 0,4 |
1,6
0,8 0,4 |
3,2
1,6 0,8 |
IT12
и IT13 |
100 и
60 40 |
12,5
6,3 |
12,5
6,3 |
25
12,5 |
25
12,5 |
| IT7 | 100
60 40 |
1,6
0,8 0,4 |
3,2
1,6 0,8 |
3,2
1,6 0,8 |
3,2
1,6 0,8 |
IT14
и IT15 |
100 и
60 40 |
12,5
12,5 |
25
12,5 |
50
25 |
50
25 |
| IT8 | 100
60 40 |
1,6
0,8 0,4 |
3,2
1,6 0,8 |
3,2
1,6 0,8 |
3,2
1,6 0,8 |
IT16
и IT17 |
100 и
60 40 |
25
25 |
50
25 |
100
50 |
100
50 |
| Примечание: если основной допуск формы меньше значения указанного в таблице, то значение Ra следует назначить не более 0,15ф, ф – допуск формы. |
Если сопряжение и метод обработки не позволяют определить требования к шероховатости поверхности, нормирование шероховатости следует проводить по другим критериям, ориентируясь на данные передовых отраслей промышленности (табл. 5).
Параметр Rz нормируется в тех случаях, когда по функциональным или техническим требованиям необходимо ограничить полную высоту неровностей профиля или шероховатость рыхлого поверхностного слоя (поковки, отливки). В табл. 6 приведены примеры назначения параметра Rz.
Таблица 5 – Примеры нормирования шероховатости поверхности деталей
| Характеристика поверхности | Значение параметра Ra, мкм, не более | |||||||||
| Посадочные поверхности сменных деталей | Квалитет | Поверхность | Номинальные размеры, мм | |||||||
| До 50 | Св. 50 до 500 | |||||||||
| 5 | Вал
Отверстие |
0,2
0,4 |
0,4
0,8 |
|||||||
| 6 | Вал
Отверстие |
0,4
0,4-0,8 |
0,8
0,8-1,6 |
|||||||
| 7 | Вал
Отверстие |
0,4-0,8
0,8 |
0,8-1,6
1,6 |
|||||||
| 8 | Вал Отверстие | 0,8
0,8-1,6 |
1,6
1,6-3,2 |
|||||||
| Поверхности деталей в посадках с натягом:
а) собираемые под прессом |
Квалитет | Поверхность | Номинальные размеры, мм | |||||||
| До 50 | Св. 50 до 120 | Св. 120
до 500 |
||||||||
| 5 | Вал
Отверстие |
0,1-0,2
0,2-0,4 |
0,4
0,8 |
0,4
0,8 |
||||||
| 6-7 | Вал
Отверстие |
0,4
0,8 |
0,8
1,6 |
1,6
1,6 |
||||||
| 8 | Вал
Отверстие |
0,8
1,6 |
0,8-1,6
1,6-3,2 |
1,6-3,2
1,6-3,2 |
||||||
| б) собираемые способом термических деформаций | Вал Отверстие | 1,6
1,6-3,2 |
||||||||
| Поверхности деталей при селективной сборке | Поверхность | Допуск сортировочной группы, мкм | ||||||||
| <2,5 | 2,5 | 5 | 10 | 20 | ||||||
| Вал Отверстие | 0,05
0,1 |
0,1
0,2 |
0,2
0,4 |
0,4
0,8 |
0,8
1,6 |
|||||
| Поверхности деталей для посадок с точным центрированием | Поверхность | Допуск радиального биения, мкм | ||||||||
| 2,5 | 4 | 6 | 10 | 16 | 25 | |||||
| Вал
Отверстие |
0,05
0,1 |
0,1
0,2 |
0,1
0,2 |
0,2
0,4 |
0,4
0,8 |
0,8
1,6 |
||||
| Посадочные поверхности подшипников скольжения | Поверхность | Квалитеты | Жидкостный режим трения | |||||||
| 6-9 | 10-12 | |||||||||
| Вал
Отверстие |
0,4-0,8
0,8-1,6 |
0,8-3,2
1,6-3,2 |
0,1-0,4
0,2-0,8 |
|||||||
| Поверхности валов под уплотнение | Уплотнение | Скорость м/с. | ||||||||
| До 3 | 5 | Св. 5 | ||||||||
| Резиновое | 0,8-1,6; полировать | 0,4-0,8; полировать | 0,2-0,4;
полировать |
|||||||
| Войлочное | 0,8-1,6 полировать | — | ||||||||
| Лабиринтное | 3,2-6,3 | — | ||||||||
| Жировые канавки | 3,2-6,3 | — | ||||||||
| Поверхности направляющих
скольжения |
Скорость, м/с | Допуск плоскостности, мкм (на 100мм) | ||||||||
| До 6 | 10 | 25 | 60 | Св.
60 |
||||||
| До 0,5
Св. 0,5 |
0,2
0,1 |
0,4
0,2 |
0,8
0,4 |
1,6
0,8 |
3,2
1,6 |
|||||
| качения | До 0,5
Св. 0,5 |
0,1
0,05 |
0,2
0,1 |
0,4
0,2 |
0,8
0,4 |
1,6
0,8 |
||||
| Поверхности торцовых опор (пят и подпятников) | Скорость, м/с | Допуск торцового биения, мкм | ||||||||
| До 6 | 16 | 25 | Св.
25 |
|||||||
| До 0,5
Св. 0,5 |
0,1
0,1 |
0,4
0,2 |
0,8-1,6
0,8 |
3,2
1,6 |
||||||
| Поверхности разъёма корпусов (редукторов, подшипников и т.п.) | Соединение | С прокладкой | Без прокладки | |||||||
| Герметичное
Негерметичное |
3,2-6,3
6,3-12,5 |
0,8-1,6
6,3-12,5 |
||||||||
| Поверхности кронштейнов, втулок, поводков, колец, ступиц, крышек и аналогичных деталей прилегающих к другим поверхностям, но не являющимися посадочными | 3,2-6,3 | |||||||||
| Рабочие поверхности кулачков и копиров | Сопряжение | Допуск формы профиля, мкм | ||||||||
| До 6 | 30 | 50 | Св. 50 | |||||||
| С ножами или сухарями | 0,4 | 0,8 | 1,6 | 3,2 | ||||||
| С роликами | 0,8 | 1,6 | 32 | 6,3 | ||||||
| Рабочие поверхности шкивов плоско- и клиноременных передач | Диаметр шкива, мм | |||||||||
| До 120 | Св. 120 до
315 |
Св. 315 | ||||||||
| 1,6 | 3,2 | 6,3 | ||||||||
| Рабочие поверхности катков фрикционных передач | В зависимости от габарита и условий работы | |||||||||
| 0,2-0,8 | ||||||||||
| Рабочие поверхности фрикционов | Колодки,
муфты, диски |
Колодки | Муфты | Диски | ||||||
| 1,6-3,2 | 0,8-1,6 | 0,1-0,8 | ||||||||
| Тормозные барабаны | Диаметр барабана, мм | |||||||||
| До 500 | Св. 500 | |||||||||
| 0,8-1,6 | 1,6-3,2 | |||||||||
| Рабочие поверхности конических соединений | Соединения | |||||||||
| Герметичные | Центрирующие | Прочие | ||||||||
| 0,1-0,4 | 0,4-1,6 | 1,6-3,2 | ||||||||
| Соединения с призматическими и сегментными шпонками | Соединения | Поверхность | Шпонка | Паз вала | Паз втулки | |||||
| Неподвижное | Рабочая Нерабочая | 3,2
6,3-12,5 |
1,6-3,2
6,3-12,5 |
1,6-3,2
6,3-12,5 |
||||||
| С направляющей шпонкой | Рабочая Нерабочая | 1,6-3,2
6,3-12,5 |
1,6-3,2
6,3-12,5 |
1,6-3,2
6,3-12,5 |
||||||
| Зубчатые (шлицевые) соединения | Соединение | Впадина отверстия | Зуб вала | Центрирующая поверхность | Нецентрирующие поверхности | |||||
| Отверстие | Вал | Отверстие | Вал | |||||||
| Неподвижное | 1,6-3,2 | 1,6-3,2 | 0,8-1,6 | 0,4-1,6 | 3,2-6,3 | 1,6-6,3 | ||||
| Подвижное | 0,8-
1,6 |
0,4-0,8 | 0,8-1,6 | 3,2 | 1,6-3,2 | |||||
| Резьбовые соединения | Рабочие поверхности резьбы | Степень точности резьбы | ||||||||
| 4; 5 | 6; 7 | 7-9 | ||||||||
| Крепежная резьба на болтах, винтах, гайках | 1,6 | 3,2 | 3,2-6,3 | |||||||
| Резьба на валах, штоках, втулках и на конусах | 0,8-1,6 | 1,6 | 32 | |||||||
| Резьбы ходовых и грузовых винтов | — | 0,4 | 0,8 | |||||||
| Резьбы гаек ходовых и грузовых винтов | — | 0,8 | 1,6 | |||||||
| Зубчатые и червячные передачи | Поверхности | Степень точности | ||||||||
| 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | ||
| Профили зубьев прямозубых, косозубых и шевронных цилиндрических и червячных колес | 0,1-
0,2 |
0,2-0,4 | 0,4 | 0,4-
0,8 |
1,6 | 3,2 | 6,3 | 6,3 | ||
| Профили зубьев конических колес | — | — | 0,2-
0,4 |
0,4-0,8 | 0,8-
1,6 |
1,6-
3,2 |
3,2-
6,3 |
6,3 | ||
| Профили витков червяков | 0,1 | 0,2 | 0,2 | 0,4 | 0,4-
0,8 |
0,8-
1,6 |
1,6-
3,2 |
— | — | |
| По поверхностям впадин | То же, что и для рабочих поверхностей, или ближайшее более грубое предпочтительное значение | |||||||||
| По диаметрам выступов | 3,2-12,5 | |||||||||
| Звездочки для приводных цепей | Поверхности | Точность исполнения | ||||||||
| Нормальная | Повышенная | |||||||||
| Рабочие | 3,2-6,3 | 1,6-3,2 | ||||||||
| Впадин | 6,3 | 3,2 | ||||||||
| Выступов | 3,2-12,5 | |||||||||
| Нерабочие торцовые поверхности зубчатых и червячных колес и звездочек | 3,2-12,5 | |||||||||
| Нерабочие поверхности осей и валов | 6,3-12,5 | |||||||||
| Канавки, фаски, выточки, зенковки, закругления и т.п. | 3,2-12,5 | |||||||||
| Проходные отверстия под болты, винты, заклёпки и т.п. | 25 | |||||||||
| Болты и гайки чистые (кругом) | 3,2-12,5 | |||||||||
| Болты и гайки получистые (в местах обработки) | 25 | |||||||||
| Поверхности головок винтов | 3,2-12,5 | |||||||||
| Опорные поверхности прижин сжатия | 12,5-25 |
Таблица 6 – Параметр Rz шероховатости поверхностей элементов деталей
| Элемент детали | Rz, мкм |
| Нерабочие контуры деталей. Поверхности деталей установленных на бетонных, кирпичных и деревянных основаниях | 320…160 |
| Отверстия на проход крепежных деталей. Выточки, проточки. Отверстия масляных каналов на силовых валах. Кромки детали под сварные швы. Опорные поверхности пружин сжатия. Подошвы станин, корпусов, лап. | 80 |
| Внутренний диаметр шлицевых соединений (не шлифованных). Свободные несопрягаемые торцевые поверхности валов, муфт, втулок. Поверхности головок винтов | 40 |
| Торцевые поверхности под подшипники качения. Поверхности втулок, колец, ступиц, прилегающие к другим поверхностям, но не являющиеся посадочными. Нерабочие торцы валов, втулок, планок. Шейки валов 12-го квалитета диаметром 80-500мм. Поверхности отверстий 12-го квалитета диаметром 18-500 мм и 11-го квалитета. | 20 |
| Нерабочие торцовые поверхности зубчатых и червячных колес и звездочек. Канавки, фаски, выточки, зенковки, закругления и т.п. Болты и гайки нормальной и повышенной точности (кроме резьбы) | 40…10 |
3. Обозначение параметров шероховатости на чертежах
Шероховатость поверхностей обозначается на чертежах, для всех выполненных по данному чертежу поверхностей изделия независимо от методов образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции. Структура обозначения шероховатости приведена на рис. 3.
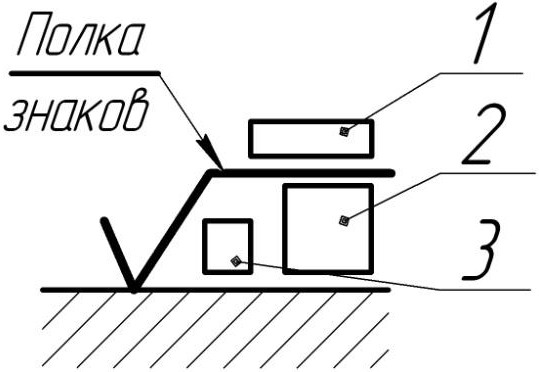
Рисунок 3 – Структура обозначения шероховатости (ГОСТ 2.309-73): 1 – способ обработки поверхности; 2 – базовая длина, параметры шероховатости; 3 – условное обозначение направления неровностей.
В обозначениях шероховатости поверхности применяют один из знаков, приведенных на рис. 4.
Значение параметров шероховатости указывают в обозначениях после соответствующего символа: Ra 0,4; Rmax 6,3; Sm0,63; t5070; S 0,032; Rz 50.
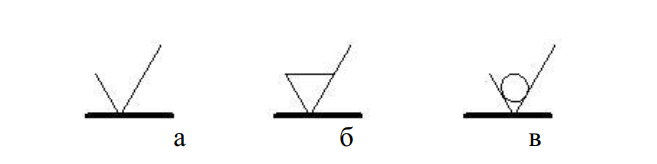
Рисунок 4 – Знаки, задающие способы образования поверхности: а – способ обработки конструктором не устанавливается; б – поверхность должна быть образована только удалением слоя материала; в – поверхность должна быть образована без удаления слоя материала
При указании наибольшего значения параметра шероховатости в обозначениях приводят параметр шероховатости без предельных отклонений, например: ![]() .
.
При указании наименьшего значения параметра шероховатости после значения следует указать «min», например: ![]() .
.
Предельные значения параметров располагают одни под другими, сверху – наибольшее, снизу – наименьшее:

При указании номинального значения параметра шероховатости поверхности в обозначении приводят это значение с предельными отклонениями по ГОСТ 2789-73, например: Ra 1 ± 20%; Rz 100−10%; Sm0,63+20%.
При указании двух и более параметров шероховатости поверхности в обозначении шероховатости значения параметров записывают сверху вниз в следующем порядке: параметр высоты неровностей профиля, параметр шага неровностей, относительная опорная длина.
Обозначение шероховатости поверхности на изображении изделия располагают на линии контура или выносной линии. Допускается располагать обозначение шероховатости на размерной линии, её продолжении, рамке допуска формы, а также разрывать выносную линию.
Обозначение шероховатости, одинаковой для части поверхностей изделия, может быть помещено в правом верхнем углу чертежа вместе с условным обозначением (√). Это означает, что все поверхности, на которые не нанесены обозначения шероховатости или спецзнак, должны иметь шероховатость, указанную перед условным обозначением.
Шероховатость поверхности
Шероховатость поверхности — совокупность неровностей поверхности с относительно малыми шагами.
Для отделения шероховатости поверхности от других неровностей с относительно большими шагами (отклонения формы и волнистости) её рассматривают в пределах ограниченного участка, длина которого называется базовой длиной.
Шероховатость поверхности оценивается по неровностям профиля, получаемого путем сечения реальной поверхности плоскостью.
Числовые значения параметров шероховатости поверхности определяют от единой базы, за которую принята средняя линия профиля, т.е. базовая линия.
Для количественной оценки шероховатости наиболее часто используют три основных параметра:
-
Ra — среднее арифметическое из абсолютных значений отклонений профиля в пределах базовой длины.
-
Rz — высота неровностей по десяти точкам (сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины).
-
Rmax — наибольшая высота неровностей профиля в пределах базовой длины.
Предпочтительным является параметр Ra, поскольку определяется по большему количеству точек профиля. В связи с этим параметром Ra нормируется шероховатость образцов сравнения, используемых для оценки шероховатости в промышленности.
Параметры Rmax и Rz используют в тех случаях, когда по функциональным требованиям необходимо ограничить полную высоту неровности профиля, а также когда прямой контроль Ra с помощью профилометров или образцов сравнения не представляется возможным (поверхности, имеющие малые размеры или сложную конфигурацию, например режущий инструмент).
Требования к шероховатости поверхности устанавливают исходя из функционального назначения поверхности для обеспечения заданного качества изделий. Если в этом нет необходимости, то требования к шероховатости не устанавливают и шероховатость поверхности не контролируют.
Обозначение шероховатости поверхности
Шероховатость поверхностей обозначают на чертеже для всех выполняемых по данному чертежу поверхностей изделия, независимо от методов их образования, кроме поверхностей, шероховатость которых не обусловлена требованиями конструкции.
Структура обозначения шероховатости поверхности включает знак шероховатости, полку знака и другие дополнительные указания. При применении знака без указания параметра и способа обработки его изображают без полки.
Высота h должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел. Высота H равна (1.5…5) h. Толщина линий знаков должна быть приблизительно равна половине толщины сплошной основной линии, применяемой на чертеже.
Знаки для обозначения шероховатости поверхности в зависимости от вида ее обработки
Основной знак, соответствующий обычному условию нормирования шероховатости, когда метод образования поверхности чертежом не регламентируется.
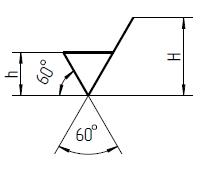
Знак, соответствующий, конструкторскому требованию, чтобы поверхность была образована удалением слоя материала, например, точением, шлифованием, полированием, травлением и т. п. (конкретный вид обработки может и не указываться).
Знак, соответствующий конструкторскому требованию, чтобы поверхность была образована без удаления поверхностного слоя материала, например, литьем, штамповкой, прессованием (конкретный вид образования поверхности может и не указываться).
Примеры обозначения шероховатости поверхности
| Графическое изображение шероховатости | Пояснение |
|---|---|
   |
Указано числовое значение параметра, соответствующие наиболее грубой допускаемой шероховатости, т.е. наибольшему предельному значению для параметра Ra, Rz и Rmax. Значения параметров Ra, Rz и Rmax указывают в мкм. |
  |
Указано наименьшее значение параметра шероховатости. Способ применяется в отдельных случаях, когда для правильного функционирования недопустима слишком гладкая поверхность. |
 |
Указаны числовые значения, соответствующие наибольшему и наименьшему предельным значениям нормируемого параметра. Значение, указываемое сверху, соответствует наиболее грубой допускаемой шероховатости. |
 |
Указано номинальное значение параметра с предельными отклонениями от него в % от номинального значения. Способ применяют в основном для образцов сравнения шероховатости поверхности или для образцовых деталей, служащих тем же целям. |
 |
Указана шероховатость поверхностей образующих контур. |
 |
Указан вид обработки поверхности. Указывается только в тех случаях, когда данный вид обработки является единственным, обеспечивающим требуемое качество поверхности. |
Допускается применять упрощенное обозначение шероховатости поверхности с разъяснением его в технических требованиях чертежа. В упрощенном обозначении используют строчные буквы русского алфавита в алфавитном порядке, без повторений.
Условные обозначения направлений неровностей поверхности
Высота знака условного обозначения направления неровностей должна быть приблизительно равна применяемой на чертеже высоте цифр размерных чисел.