Одним из основных факторов технологического процесса металлообработки является режим резания, который устанавливается во время обработки готовых деталей и заготовок. При выборе и назначении режимов резки определяют:
- скорость подачи заготовки;
- глубина резки;
- скорость резки.
Глубина
Данное значение определяется припуском на обработку. Припуск лучше убирать за один этап. Глубина может оказывать сильное влияние на силу резки, по этой причине припуск могут разделять на три прохода: 55-60% слоя – черновой проход, 25-35 – получистовой, 15-20% — чистовой.
Скорость подачи
Она ограничена силами, которые действуют во время резки. Эти силы могут привести к некоторым неисправностям:
- надлом или изменение формы режущего элемента;
- деформации или поломке обрабатываемого материала;
- выход из строя станка.
Лучше всего работать при наибольшем значении подачи. Чаще всего эту величину берут из специальных таблиц, пособий. Они составляются благодаря многочисленным исследованиям и опытам, которые проводятся на машиностроительных заводах. Уже 47 лет лучшее пособие – это книга Ю.В. Барановского «Режимы резания металлов» 1972 г. За годы им пользовались инженеры на заводах, преподаватели, учащиеся в институтах. В пособии учтены результаты экспериментальных исследований механообрабатывающего, металлообрабатывающего производства Волжского автозавода.
При выборе скорости подачи из справочного материала, данное значение изменяют по кинематическим показателям оборудования, на котором производится металлообработка. Т.е. нужно взять ближайшее наименьшее значение подачи. Для чернового прохода берут скорость от 0,4 до 1,5 мм за оборот, для чистового от 0,11 до 0,4 мм за оборот.
Если уменьшать скорость подачи, а увеличивать глубину, то нагрузка на оборудование увеличивается. Если сделать наоборот, то нагрузка уменьшится. Из этого получается, что глубина оказывает наибольшее влияние на оборудование.
Скорость резания
Это скорость движения режущей стороны резца или металла по направлению основного движения резки. Обозначается латинской буквой V, измеряется в м/мин. и определяется следующим образом:
V= π*d*n/1000 (1)
V – это скорость резки,
d – диаметр обрабатываемого материала, измеряется в миллиметрах,
n – число оборотов шпинделя в минуту.
Зная значение V можно получить необходимое число оборотов шпинделя. Получив данную величину, нужное число оборотов шпинделя берется по паспорту станка, которое является ближайшим к величине определенной расчетным методом. Если паспорт отсутствует, то берут теоретическое число, т.е. то, которое получили из вычислений. В данном случае обязательно нужно учесть знаменатель прогрессии, и не менять количество оборотов при несущественном различии в диаметрах.
Скорость резания можно получить по формулам, которые определены для всех видов металлообработки из показателей стойкости резца.
Если необходимо выполнить продольные или поперечные точения, то значение V будет:
V= Cv*Kv/T*t*S (2)
T – период стойкости резца,
t – глубина резки металла,
S – скорость подачи.
Cv в данном случае является коэффициентом, полученным при наблюдении во время опытов. Данное значение необходимо брать из таблицы специального пособия. Выбирается вариант для «стандартных» условий металлообработки. Под словом «стандартные» условия имеется в виду использование давления в 750 МПа использование твердосплавного резца.
В реальных условиях показатели резки и обработки довольно часто не совпадают со «стандартными условиями». По этой причине для получения оптимальной величины вводится поправочный коэффициент – Кv. Он учитывает все отличия.
Рассчитать его можно следующим путем:
Kv=Kмv*Kпv*Kиv (3)
- Кмv – коэффициент учитывает влияние металла заготовки;
- Kпv – значение, которое учитывает состояние поверхности обрабатываемого металла;
- Kиv – коэффициент учитывает влияние материала, из которого изготовлен резец.
Все показатели берутся из справочников.
При резке пазов или фасонном точении берется формула (2) в измененном виде. В ней не учитывается значение t. Т.е. формула примет вид:
V= Cv*Kv/T*S (4)
Скорость, которую высчитали по формулам (2) и (4) является расчетной и полученное значение имеет лишь рекомендательный характер.
Изменение скорости резания
Скорость резки при металлообработке зависит от:
- Материала, формы, свойства режущего инструмента.
- Рода оборудования. Токарные, фрезерные станки т.д.
- Характеристики заготовки. Например, сталь, какое у нее сопротивление к разрыву.
- Глубины резки.
- Вида обработки. Токарные работы, нарезка резьбы.
- Надежности, жесткости крепления заготовки.
- Мощности и свойства оборудования.
- Характера металлообработки.
На скорость резки, которая допускается режущим элементом, влияют различные нюансы: стойкость резца, физические свойства заготовки, количество и качество СОЖ, разрешенный и допустимый износ резца.
Чем выше быстрота перемещения при резке, тем быстрее падает стойкость резцов. Подходящая величина для резцовых инструментов от 25 до 55 м/мин. Если на резцах установлены пластины твердых сплавов, то данный показатель можно увеличить до 75-145 м/мин. В таком случае их стойкость составит от получаса до часа.
Выбор режимов резки
Чтобы подобрать режим резания, необходимо правильно выбрать основные его элементы, то есть, определять и учитывать наиболее выгодные показатели величин этих режимов:
- Получение технологически разрешенной скорости подачи. Это нужно для использования всех мощностей станка.
- Получение экономичной скорости резания. Помогает рационально использовать режущие элементы.
После просчетов необходимо проводить проверки по формулам или таблицам. Они дают понять, насколько выбранные элементы соответствуют мощностям станка, на котором будет выполняться резка металла, а также определяется мощность его привода. В особенности проверки нужны, если необходимо выполнить грубые обтирочные работы.
4.1. Определяем скорость резания V, м/мин. По формуле:
ν=

Kv
где
Cν
–
коэффициент, зависящий от условий
обработки (по табл.11П для
черновой
обработки Сv1
=
340; для чистовой – Сv2
=
420); Т
–
стойкость резца,
мин
(принимаем Т1
=
Т2
=
60 мин); х,
у. m –
показатели степени (табл. 11П);
Kν
–
общий поправочный коэффициент,
представляющий собой произведение
отдельных
коэффициентов, каждый из которых отражает
влияние определенного фактора на
скорость резания.
Для
резцов с пластиной из твердого сплава
Kv
равно:
Kv=Kµv*Knν*Kuν*Kφν*Kφlν*Krν
*Kqν
*Koν
где
Kμ
–
общий поправочный коэффициент, учитывающий
влияние физико-
механических
свойств обрабатываемого материала, по
табл. 12 и 1ЗП:
Kµν=0,75
1
=1,023
Knv
–
поправочный коэффициент, учитывающий
состояние поверхности
заготовки,
по табл.14П – при черновой обработке
Knv1
=
0.9,
при.
чистовой
обработке
– Knv2
=
1,0;
Kuv
–
поправочный, коэффициент, .учитывающий
материал
режущей части, по табл. 15П — Kuvl
=
0,65; Kuv2
=
1,0;
Kφv
–
поправочный
коэффициент, учитывающий главный угол
в плане резца, по табл.16П – для φ
=
45° v1
Kφv1
=
Kφv2
=
1,0; Kφlv
,Krv
,Kqv
–
только для резцов из быстрорежущей
стали; Kov
–
поправочный коэффициент, учитывающий
вид
обработки
(по табл.17П Kov
=
1,0).
Общий
поправочный коэффициент для резцов
(чернового и чистового)
равен:
Kνчернов=1,023·0,9·0,65·1,0·1,0=0,60
(0,598455)
Kνчистовая=1,023·1,0·1,0·1,0·1,0=1,023
Показатели
степени х,у
и
т
по
табл.11П;
для
черновой обработки – х1
=
0,15, у1
=
0,20, т1
=
0,20 ( при S
св.
0,7 мм/об),
для
чистовой обработки – х2
=
0,15, у2
=
0,45, т2
=
0,20 ( при S
до
0,3 мм/об).
Скорость
резания, м/мин, равна:
νчернов=
·0,60 =74,18
νчистов=
·1,023 =440,23
4.2.
Определяем частоту вращения шпинделя,
об/мин, по расчетной
скорости
резания:
4.3.
Уточняем частоту вращения шпинделя по
паспорту станка
Для
черновой обработки выбираем 10 ступень
коробки скоростей п1
=
80об/мин-1,
для чистовой обработки выбираем 17
ступень коробки скоростей п2
=400об/мин-1
4.4.Определяем
фактическую скорость резания. Vф,
м/мин:
νчернов=
=
= 27,43
м/мин
νчистов=
=
=125,6
м/мин
5.
Проверка выбранного режима резания
Выбранный
режим резания необходимо проверить по
мощности привода шпинделя станка, по
прочности механизма подач, по прочности
державки резца и по прочности пластинки
твердого сплава.
5.1.
Проверка по мощности привода шпинделя
станка
Мощность,
затрачиваемая на резание Np,
должна быть меньше или равна
мощности
на шпинделе Nшп:
Np
≤ Nшп
= Nэη,
где
Nэ
–
мощность электродвигателя токарного
станка, кВт; для станка 1В62Г, Nэ
=
7,5 кВт; η
–
КПД привода токарного станка, для станка
1В62Г η
=
0,786.
Мощность
резания определяется по формуле:
Np=
где
Рz
–
сила резания, Н; vф
–
фактическая скорость резания, м/с.
Для
определения мощности резания определяем
силу резания при
черновой
обработке. Силу резания при точении
рассчитываем по следующей
формуле:
Pzчернов.=
9,81·СP·tчерX·Sчерy·νфчерn·Kp,
Где
Cp—
коэффициент, учитывающий свойства
обрабатываемого материала, материал
режущей части резца, а также условия
обработки, по табл. 18П Ср=300;
Кр—
общий поправочный коэффициент, численно
равный произведению ряда коэффициентов,
каждый из которых отражает влияние
определенного фактора на силу резания:
Кр=КмрКφрКγpКλpКrp,
где
Кмр
–
поправочный коэффициент, учитывающий
влияние качества
обрабатываемого
материала, определяется по табл,19П:
Kмp=
0,75=

0,75
= 0,79;
Кφр
–
поправочный коэффициент, учитывающий
главный угол в плане резца, по табл. 21П
Кφр
=
1,0; Кγр
–
поправочный коэффициент, учитывающий
передний угол резца, по табл.21П Кγр
=
l,10; Кλр
–
поправочный коэффициент
учитывающий
угол наклона главного лезвия, по табл.21П
Кλр
=
1,0.
Поправочный
коэффициент Кrр,
учитывающий радиус при вершине резца,
определяется
для резцов из быстрорежущей стали.
Тогда, общий поправочный коэффициент
равен:
Кр
= 0,79·1,0·1,10·1,0 = 0,869.
Показатели
степени х,
у и
п
принимаем
по табл.18П для черновой
обработки:
х
=
1,0; у
=
0,75; п
=
— 0,15.
Сила
резания при точении равна:
Pz
чернов.=
9,81·300·3,61·1,00,75·27,43-0,15·0,869
=
5602
Н
Мощность
резания, кВт,
Np=
=2,56 кВт.
Мощность
на шпинделе равна:
Nшп.
=7,5·0,786
=5,9 кВт.
Так
как Nр
< Nшп (2,56
< 5,6 кВт), то выбранный режим резания
удовлетворяет условию по мощности на
шпинделе станка.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
При токарной обработке с заготовки за определенное число проходов снимается лишний металл, называемый припуском. В результате получается изделие заданной формы с требуемыми размерами и классом шероховатости поверхностей.
В общем виде операция точения детали на токарном станке выглядит следующим образом: резец последовательно перемещается с заданной подачей вглубь металла вращающейся заготовки, при этом его режущая кромка за каждый оборот удаляет с заготовки заданную толщину металла.

Режимы резания при токарной обработке определяют на основании ряда технических показателей, среди которых самые значимые – это подача инструмента и частота вращения детали, закрепленной в шпинделе станка. Правильный выбор и применение режимов обработки гарантируют не только геометрическую точность и экономичность изготовления, но и сохранность детали, инструмента и оборудования, а также безопасность станочника.
Основные параметры
Одна из главных задач технологической подготовки производства при токарных работах – это определение рациональных режимов резания. При их расчете должны учитываться особенности обрабатываемого изделия и возможности станочного парка, а также наличие соответствующего инструмента, приспособлений и оснастки. Компоновка узлов и агрегатов токарного станка позволяет реализовать два определяющих вида движения, которые формируют заданную конфигурацию поверхностей детали: вращение заготовки (главное движение) и перемещение резца вглубь и вдоль поверхности детали (подача). Поэтому основными технологическими параметрами для токарного оборудования являются:
- глубина резания;
- подача и обороты шпинделя;
- скорость резания.
Существует взаимовлияние режимов резания и основных элементов производственной экономики. Среди них самые значимые – это:
- производительность оборудования;
- качественные показатели производства;
- стоимость выпускаемых изделий;
- износ оборудования;
- стойкость инструмента;
- безопасность труда.

Точение на предельных режимах повышает производительность токарного оборудования. Однако такая работа станков не всегда возможна и целесообразна, т.к. существуют ограничения в виде предельной мощности главного привода, жесткости и прочности обрабатываемых изделий, а также технологических параметров инструмента и оснастки.
Еще одним ограничением являются характеристики отдельных материалов. К примеру, титан и нержавеющая сталь для токарной обработки являются одними из наиболее сложных материалов и требуют особого подхода при определении параметров технологической операции.
При неправильном расчете или подборе технологических параметров работа на высоких скоростях может вызвать повышенную вибрацию и разбалансировку отдельных механизмов токарного станка. Это приводит к понижению точности и повторяемости размеров изделий. Кроме этого повышается риск поломки инструмента и выхода из строя станка.
Глубина
Припуск – это толщина металла, удаляемого токарным резцом с заготовки до достижения ею чистового размера. При обточке и расточке он удаляется поэтапно за заданное число резов. Толщина металла, удаляемого за единичный проход резца, в механообработке носит название глубина резания и измеряется в миллиметрах. В технологических расчетах и таблицах этот параметр обозначают буквой t.
При операциях обточки она равна 1/2 разности диаметров перед и после обточки детали и вычисляется по формуле:
t = (D-d)/2,
где t – глубина резания; D — диаметр заготовки; d – заданный диаметр детали.
При операциях подрезки – это размер слоя металла, удаляемого с торца заготовки за единичный проход резца, а при проточке и отрезке – глубина канавки.

В идеальном случае на удаление припуска требуется один проход резца. Но в реальности токарный процесс, как правило, включает в себя черновой и чистовой этап обработки (а для поверхностей с повышенной точностью – и получистовой). При хороших характеристиках и форме заготовки обе эти операции выполняются за два-три прохода.
Подача
Подача при токарной обработке – это длина пути при поперечном перемещении режущей кромки резца, совершаемом ей за единичный оборот шпинделя. Ее измеряют в мм/об, в технологической документации обозначают буквой S и подбирают по технологическим справочникам. Величина подачи зависит от мощности главного привода, значения t, габаритов и физических свойств обрабатываемой заготовки. При точении она рассчитывается по формуле:
S=(0,05…0,25) ×t,
Производительность токарного оборудования напрямую связана с величиной подачи.
При операции точения подача на токарном станке должна устанавливаться на максимально возможное число, но с учетом технологических параметров станка и применяемого инструмента. При операциях по черновому точению она зависит от мощности главного привода и устойчивости детали. А при чистовом точении основным критерием является заданный класс шероховатость поверхности.
Скорость
Скорость резания при токарной обработке – это суммарная траектория режущей кромки резца за единицу времени. Ее размерность – в м/мин, а в таблицах и расчетах ее обозначают буквой v и подбирают по технологической документации или рассчитывают по формулам. В последнем случае расчет происходит в следующей последовательности:
- вычисляется величина t;
- по справочнику выбирается значение S;
- определяется табличное значение vт;
- рассчитывается уточненное значение vут (умножением на корректирующие коэффициенты);
- с учетом скорости вращения шпинделя выбирается фактическое значение vф.

Этот параметр является одной из основных характеристик производительности металлорежущего оборудования и напрямую влияет на эксплуатационные режимы работы токарного станка, износ инструмента и качество обрабатываемой поверхности.
Выбор режима на практике
Расчет режимов резания при токарной обработке производится специалистами отдела главного технолога предприятия или технологического бюро цеха. Полученные результаты заносят в операционную карту, в которой приводится последовательность этапов, перечень инструмента и режимы изготовления требуемой детали на конкретном токарном станке. Заводские и цеховые технологи рассчитывают параметры технологического процесса и выбирают соответствующие инструмент и оснастку, используя конструкторские чертежи, эмпирические формулы и табличные показатели из технологических справочников. Но на практике реальные условия точения могут отличаться от нормативных по следующим причинам:
- снижение точности оборудования в результате износа;
- отклонения в геометрических размерах и физических характеристиках заготовки.
- несоответствие характеристик материала расчетным.

Поэтому для уточнения расчетных технологических режимов применяют метод пробных проходов: точение небольших участков поверхности с подбором режимов и последующим замером геометрии и качества поверхности. Главные недостатки такой отладки технологического процесса – это возрастание трудозатрат и сверхнормативное использование производственных ресурсов. Поэтому его используют только в особых случаях:
- единичное изготовление без операционной карты;
- определение точности работы токарного оборудования перед запуском партии;
- работа с неполноценными заготовками (брак и неточность размеров);
- обточка литейных и кованых заготовок, не прошедших предварительную обдирку;
- запуск в производство изделий из новых материалов.
При первом запуске в производство нового изделия, обрабатываемого на автоматизированном оборудовании, также производят пробное точение и подбирают вручную режимы резания. Токарный станок с ЧПУ выполняет все операции по программе, поэтому оператор не всегда может корректировать параметры его работы.
Кроме углеродистых сталей на токарном оборудовании обрабатывают такие металлы как легированная сталь, чугун, титан, сплавы алюминия, бронза и другие сплавы меди. Помимо этого, такую обработку используют для точения материалов с низкой температурой плавления и воспламенения, таких как пластики и дерево. При работе с пластмассами токарные станки чаще всего применяют при обработке деталей из фоторопласта, полистирола, полиуретана, оргстекла, текстолита, а также эпоксидных и карбомидовых композитов. Все перечисленные группы материалов имеют свои особенности расчета и практического применения режимов точения. Это хорошо видно на примере токарной обработки нержавейки – самого распространенного после углеродистой стали конструкционного материала.
Нержавеющая сталь характеризуется низкой теплопроводностью, вязкостью, коррозионной стойкостью, сохранением прочности и твердости при высоких температурах, а также неравномерным упрочнением. Кроме того, в состав некоторых сортов нержавеющей стали входят легирующие добавки повышенной твердости с абразивными характеристиками. Поэтому при работе с ней на практике применяют специальные режимы точения и методы охлаждения и смазки детали.

Обработка нержавейки ведется на повышенных оборотах при уменьшенной подаче. Высокая вязкость этого материала способствует созданию непрерывной вьющейся стружки.
Для решения этой проблемы применяют резцы со стружколомом. Для отвода тепла и смазки обрабатываемой поверхности в рабочую зону подается специальная СОЖ (смазочно-охлаждающей жидкости) на основе олеиновой кислоты. Это уменьшает нагрев заготовки и снижает износ резца. В последнее время все чаще применяют современные методы, которые также уменьшают износ инструмента: направление в рабочую зону ультразвуковых волн и подвод к металлу слаботочных импульсов.
Вычисление скорости резания
Время точения металла (tосн, основное время) – самая затратная составляющая в суммарном времени изготовления единичного изделия. Поэтому от скорости выполнения этой технологической операции напрямую зависит экономическая эффективность использования токарного оборудования. Правильный расчет скорости резания при токарной обработке важен не только с точки зрения стоимостных показателей производственной операции. Ошибки в расчете и применении этого параметра может привести не только к браку детали, но и к повреждению токарного оборудования, оснастки и инструмента. Далее приводится последовательность расчета этого показателя для самой распространенной операции – обточки цилиндрической поверхности.

Скорость резания v имеет размерность м/мин и в общем виде вычисляется по формуле:
v = π×D×n/1000,
где D – диаметр заготовки в мм; n – скорость шпинделя в об/мин.
Но на токарном оборудовании невозможно количественно задать v в качестве параметра управления. При работе на токарных станках предусмотрена регулировка только оборотов шпинделя и подачи инструмента, которые зависит не только от значения v, но и от ряда других факторов: материала детали, мощности главного привода, вида точения и характеристик режущего инструмента. Поэтому при расчете режимов в первую очередь определяют расчетные обороты шпинделя:
n = 1000×v/π×D.
На основании полученного результата по таблицам справочной литературе выбирают соответствующее значение v, которое зависит глубины точения, подачи, материала, типа резца и вида операции. Для расчета теоретической глубины резания t на основании чертежа определяют размерные характеристики детали и заготовки, а затем с учетом геометрических параметров инструмента вычисляют ее по формуле:
t = (D-d)/2,
где D — диаметр заготовки; d – конечный диаметр детали.
После вычисления величины t по справочникам определяют табличное значение подачи S в мм/об. В справочных таблицах учтены: вид материала (различные стали, бронза, чугун, титан, алюминиевые сплавы), тип точения (черновое, чистовое), параметры резца и геометрия его подхода к обрабатываемой поверхности. Затем по технологическим таблицам на основании полученных величин t и S определяют vτ – табличное значение скорости резания.
Далее vτ должна быть скорректирована в соответствии с реальными условиями точения, к которым относят: период стойкости и технические параметры резца, прочностные характеристики материала, физическое состояние обрабатываемых поверхностей, геометрия резания.
Корректировка vт осуществляется с помощью группы поправочных коэффициентов:
vут = vт×К1×К2×К3×К4×К5,
где vут — уточненная скорость резания; K1 — коэффициент, зависящий от времени работы резца; K2, K4 — коэффициенты, зависящие от технических параметров резца; K3 — коэффициент, зависящий от состояния обрабатываемой поверхности; K4 — коэффициент, зависящий от материала резца; K5 — коэффициент, зависящий от геометрии обработки.
После расчета vут вычисляют уточненную скорость вращения шпинделя nут по следующей формуле:
nут = 1000×vут/π×D.
Значение nут должно лежать в диапазоне паспортных скоростей главного привода станка, которые приведены в заводской документации токарного оборудования. Если полученная в результате расчетов nут не имеет точного соответствия в таблицах станка, то необходимо применить ближайшее самое меньшее число.

На последнем этапе рассчитывают фактическую скорость резания vф:
vф = π×D×nут/1000.
Vф напрямую связана с мощностью главного двигателя станка. Поэтому она является основным параметром при выборе конкретного типа токарного станка для обработки требуемой детали.
Режимы резания при точении
Эффективная работа режущего инструмента заключается в выборе наиболее выгодного режима, при котором происходит обработка со значительной производительностью и наименьшей себестоимостью.
Обычно при точении режимы резания обоснованы такими параметрами как: глубина резания, обозначаемая буквой t и измеряемой в миллиметрах ( мм ); рабочей подачей S измеряемой в миллиметрах на оборот ( мм/об ), а также, что очень важно, скоростью резания v ( м/мин ).

Глубина резания
Под глубиной резания понимается то расстояния, на которое резец проникает в материал, образуя тем самым некоторую дистанцию между поверхностями, ода из которых является обрабатываемой, а другая обработанной.
Учитывая особенности обтачивания заготовки на токарном станке, которая производится вдоль оси её вращения, глубина резания рассчитывается как разность диаметров делённых на два:
T– глубина резания;D– диаметр до обработки;d– диаметр обработанный.
Выполняя обработку с торца заготовки, по направлению перпендикулярному оси вращения, глубиной резания является величина срезаемого слоя. Токая технологическая операция называется подрезанием.
Подача
На токарных станках, как и на других обрабатывающих машинах, имеются механизмы осуществляющие перемещение инструмента по заданной траектории, движения которого называется подачей. При точении она выражается в величине перемещения резца, на которую он перемещается за один оборот заготовки.
Скорость резания
Скорость резания, которая используется при точении, это та длинна пути, что проходит лезвие резца, условно представленного как точка, за одну минуту.
Скорость резания имеет символ обозначения в виде латинской буквы v ,а её величина измеряется в метрах в минуту ( м/мин ). Скорость резания при точении рассчитывается по формуле:
v– скорость резания;π– 3,14;D– диаметр обрабатываемой поверхности;n– число оборотов.
Обороты заготовки
На токарных станках главным движением считается ни что иное как осевое вращение заготовки измеряемое в оборотах в минуту ( об/мин ). Величина оборотов заготовки вычисляется по формуле:
Выбор режимов резания
Для того чтобы определиться с глубиной резания необходимо знать припуск материала который нужно удалить, а также технические требования предъявляемые к шероховатости поверхности и квалитету точности указанные на чертеже. Например, если поверхность детали необходимо выполнить с высокими показателями, как по качеству поверхности, так и по её точности то припуск, превышающий два миллиметра, стоит снимать за несколько проходов, а при неравномерной величине припуска дополнительно добавляются проходы, чтобы снизить искажения геометрии на обработанной поверхности при неравномерной нагрузке на резец.
Подачи при выполнении черновой обработки задаются максимально возможные исходя из мощности и жёсткости конкретного станка, а также прочностных характеристик режущего инструмента. Подачи при чистовой обработке задаются с минимальными значениями в соответствии с требуемыми параметрами шероховатости. Рекомендуемые подачи можно выбирать по соответствующим таблицам.
Выбор скорости резания применительно к материалу резца производится исходя из таких параметров как: глубина резания, рабочей подачи и свойств обрабатываемой заготовки. На практике же величина скорости резания выбирается исходя из допустимой стойкости конкретного инструмента. Например, стойкость отечественного твердосплавного резца находится в интервале от 60 до 90 минут. Необходимую скорость резания можно так же подобрать по специальным таблицам.
Вы уже пересмотрели кучу информации на тему расчёта режимов резания при точении? Видели эти научные труды, непонятные формулы и огромные таблицы? Да, конечно, режимы резания при точении не самая простая тема, но и не самая сложная. В данной статье мы не будем объяснять ненужные новичку нюансы и сконцентрируемся на самом главном, для того чтобы вы могли как можно быстрее приступить к работе, но при этом не сломать режущий инструмент.
Режимы резания для токарного ЧПУ станка и универсального станка любительского класса конечно будут отличаться. В этой статье вы найдете полезную информацию для обоих случаев. Мы рассмотрим следующие вопросы:
- Влияние конструкции станка на выбор режимов резания при точении
- Типовые токарные резцы и особенности работы с ними
- Какие параметры входят в режимы резания при токарной обработке
- Пример расчёта режима резания при точении
Влияние конструкции станка на выбор режимов резания при точении.
Режимы резания при токарной обработке назначаются исходя из принципа: не слишком мало, чтобы резец мог резать и не зализывать материал, но и не слишком много, чтобы не перегрузить станок и сам резец. Ключевым параметром является вес станка и как следствие его жёсткость. Чтобы не вдаваться сильно в теорию, просто приведу несколько примеров:
1. Советский токарный станок ДИП-300 (вес 4200 кг, мощность привода 14 кВт)

На данном оборудовании можно снимать практически любой слой материала при любой подаче – станок не почувствует разницы. В данном случае режимы резания на токарном станке будут ограничены только используемым инструментом (резцом). При использовании правильного резца данный станок может спокойно снимать с заготовки за один проход 5 мм на сторону (10 мм на диаметр)
2. Китайский токарный станок WM-210 (вес 68 кг, мощность привода 0.85 кВт)

Назначение режимов резания при точении на данном станке должно быть максимально гуманным. Его малый вес, мощность, а также малое сечение зажимаемых резцов (всего 10х10мм) свидетельствует о том, что он предназначен для «нежного поглаживания» заготовки с максимальным съёмом за один проход не более 0.5 мм на сторону (1 мм на диаметр).
3. Токарный станок с ЧПУ TAKISAWA LA-250 (вес 6200 кг, мощность привода 15 кВт)

Режимы резания при токарной обработке на станках с ЧПУ как правило всегда выше, так как большинство станков такого класса оснащены мощной системой подачи СОЖ (смазочно-охлаждающей жидкости), а также высоко оборотистыми шпинделями. Как правило обороты повышаются в 1.5 – 2 раза в сравнении с универсальными станками, при прочих равных параметрах.
Типовые токарные резцы и особенности работы с ними.
Расчёт режимов резания при точении будет зависеть не только от типа используемого оборудования, но и от режущего инструмента, устанавливаемого на станок.
Проходной резец:

Проходные резцы предназначены для обработки наружных поверхностей и подрезки торцов. Данные резцы обладают наибольшей жёсткостью и хорошо работают на высоких скоростях и подачах. Однако есть некоторая особенность, которую можно увидеть на рисунке. Резец с более тупым углом при вершине одинаково хорошо обрабатывает как торцы, так и наружные поверхности, а резец с более острым углом плохо показывает себя на подрезке торца, но при этом в состоянии выполнять поднутрения. Чем более тупой угол при вершине резца (90 и 80 градусов) тем на больших подачах сможет работать такой резец, в то время как для более острых резцов (55 и 35 градусов) подачу необходимо немного уменьшать, так как присутствует вероятность скалывания вершины резца при высокой силе резания.
Канавочный или отрезной резец:

Резец с данной державкой может быть, как канавочным так и отрезным. Это будет зависеть от устанавливаемой пластины. Пластина с прямой режущей кромкой (нейтральная) больше подходит для обработки канавок, в то время как пластины с небольшим углом скоса (3-5 градуса), лучше подойдут для отрезки. Данные резцы хорошо режут вперед, но плохо работают при боковых нагрузках из-за недостаточной жёсткости. Ими допускается работать продольно, но только с небольшим съёмом материала, основное удаление припуска должно осуществляться поперечным движением к оси вращения детали. Режимы резания при точении таким резцом как правило немного меньше, чем при работе проходным резцом.
Расточной резец:

Расточной резец предназначен для обработки отверстий после предварительного рассверливания. Он может быть достаточно жёстким и может работать также эффективно, как и проходной резец, если его вылет из державки не превышает двух его диаметров. Но зачастую требуется растачивать более глубокие отверстия и в таком случае жёсткость резца снижается, а вместе с ней занижаются и режимы резания. При значительных вылетах резца (более 8 диаметров), обработка стали может стать невыполнимой, без применения специальных антивибрационных державок, наподобие этих «ссылка»
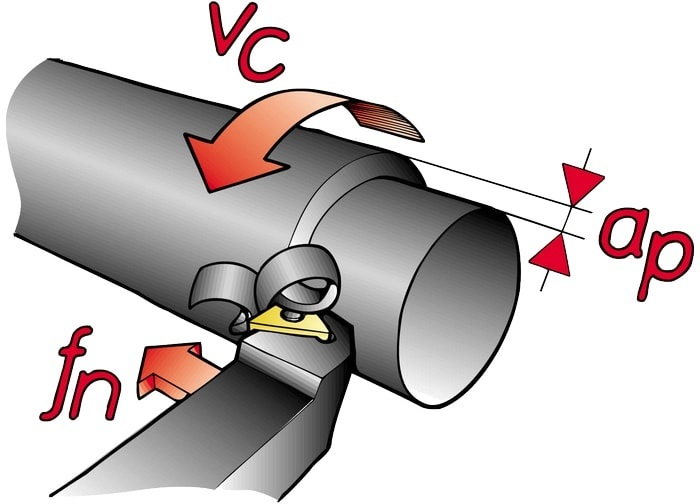
Какие параметры входят в режимы резания при токарной обработке.
Для лучшего понимания рассмотрим рисунок:

Расчёт режимов резания при токарной обработке будет состоять из определения трёх параметров, представленных на рисунке:
1. Скорость резания (V) или обороты (S).
Почему или? Потому что современные ЧПУ станки в состоянии работать с поддержанием постоянной скорости резания. То есть нам не обязательно вычислять обороты, а можно указать рекомендуемую скорость резания для того или иного материала и станок сам будет изменять обороты в процессе резания. При движении резца к оси вращения заготовки обороты будут расти, а при отходе на более крупный диаметр уменьшаться. При этом скорость движения режущей кромки относительно поверхности будет постоянной. Традиционно скорость резания измеряется в метрах в минуту. Ниже приведем рекомендуемые скорости резания, подобранные опытным путем:
Для резцов с напайками из ВК8, Т15К6:

- Цветные металлы 120-160 м/мин
- Стали 60-100 м/мин
Для резцов со сменными твердосплавными пластинками:

- Цветные металлы 180-220 м/мин
- Стали 120-160 м/мин
Для перевода рекомендуемой скорости резания в обороты применяют формулу:
S = V x 1000 / 3.14 x D
где:
S – обороты шпинделя (об/мин)
V – скорость резания (м/мин)
D – диаметр обработки (мм)
2. Величина съёма (P).
Определение режимов резания при точении подразумевает выбор глубины врезания резцом, или другими словами, величины съёма на сторону (на радиус). Данная величина будет зависеть от многих факторов:
- Жесткость станка. Чем тяжелее и соответственно жестче станок, тем больший слой материала допустимо на нем срезать. Усреднено можно снимать по 2 мм за проход. Для слабых и настольных станков этот параметр принимается 0.5-1 мм, в то время как для более тяжёлых и мощных допустимо 3-5 мм.
- Желаемое качество поверхности. Если есть необходимость получить хорошую поверхность с низкой шероховатостью, то на чистовой проход оставляют 0.1-0.5 мм на сторону. Для черновых обработок параметр выбирается исходя из жёсткости станка и возможностей резца.
- Тип резца. Нельзя расточным резцом срезать такой же большой слой, как проходным резцом. Расточные резцы обладают невысокой жёсткостью и при увеличении съёма начинают вибрировать и звенеть. Как правило при расточке речь идёт о 0.5 — 1 мм на сторону, а при особо больших вылетах резца и его малой жёсткости 0.1 — 0.2 мм. Подбирается опытным путем, по звуку. Резец должен издавать ровный и приятный звук, но ни в коем случае не звон или дребезг.
- Геометрия режущей кромки. Чем более тупой угол заточки резца (пластины) и крупнее радиус при вершине (R 0.8 — 1.2) тем больший слой можно срезать данным резцом. Резцы с острой заточкой и малыми радиусами (R 0.2- 0.4) не любят больших съёмов и как правило скалываются. Их применяют на чистовых операциях, где съём как правило не превышает 0.5 мм.

3. Подача (F).
В расчёт режимов резания при точении входит и параметр подачи. Это величина, на которую резец продвигается в материал за один оборот, проще говоря толщина стружки. Действуют все те же правила, что и при выборе величины съёма. Единственное, на что стоит обратить внимание, это недопустимость чрезмерного снижения подачи. При малой подаче режущая кромка резца перестает резать материал, а начинает его зализывать (давить), в результате чего происходит резкий нагрев режущей кромки и её скалывание.
Рекомендуемые диапазоны выбора подач, при различных операциях обработки:
- Подрезка торца 0.08 – 0.12 мм/об
- Наружная обработка черновая 0.12 – 0.2 мм/об
- Наружная обработка чистовая 0.08 – 0.15 мм/об
- Расточка жёстким резцом 0.1 – 0.16 мм/об
- Расточка слабым резцом 0.06 – 0.1 мм/об
- Обработка канавок 0.05 – 0.1 мм/об
- Отрезка 0.03 – 0.06 мм/об
Соответственно, если жесткость станка, требуемое качество поверхности, тип резца и геометрия режущей кромки позволяют, то подачу можно выбирать ближе к максимальной. Если же условия резания затруднены какими-либо факторами, то подачу следует выбирать ближе к нижним значениям.
Отдельно следует отметить выбор режимов резания при точении длинных заготовок без подпора центром задней бабки. Максимальный допустимый вылет детали из кулачков составляет 3-4 диаметра, при этом значения съёма и подачи нужно максимально уменьшать. Обрабатывать заготовки с вылетом более 4-5 диаметров без задней бабки рискованно и опасно.
Пример расчета режима резания при точении.
Исходные данные:
— станок 16К20
— необходимо проточить наружный диаметр с 44 мм до 40 мм на длину 60 мм с получением параметра шероховатости Ra 1.6
— импортным проходным резцом с углом в плане 80 градусов и радиусом при вершине 0.6 мм
— обрабатываемый материал: сталь
Пояснения:
1. Применяемый станок мощный и жесткий и не накладывает ограничений на подачу и величину съёма. Но он является универсальным и малооборотистым, со ступенчатым переключением оборотов коробкой скоростей с диапазонами: 12.5; 16; 20; 25; 31.5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250; 1600; 2000. Характеристики станка можно посмотреть здесь: токарный станок 16К20. Используемый резец импортный, с большим углом при вершине и не самым маленьким радиусом, что тоже позволяет выбирать режимы из верхних диапазонов. Попробуем подставить рекомендуемую скорость резания для обработки стали импортным резцом в формулу и посчитать обороты:
S = 140 x 1000 / 3.14 x 44 = 1013 об.мин
Поскольку станок с открытой рабочей зоной, слабой подачей СОЖ и гремящей коробкой скоростей, немного занизим полученное значение до 800 об/мин, оно и будет оптимальным.
2. Довольно-таки высокий параметр шероховатости говорит нам о необходимости применения чистового прохода, несмотря на то, что удалить необходимый материал мы можем за один проход. Срезаемый слой материала на стонону составляет 2 мм, а под чистовой проход мы оставим 0.3 мм на сторону. Значит на черновом проходе мы будем снимать 1.7 мм, а на чистовом проходе 0.3 мм на сторону.
3. Подачу выберем из наших рекомендаций близкой к максимальным значениям, так как станок и инструмент позволяют нам это сделать. Доступные диапазоны для станка 16К20: 0,05; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4;0,5; 0,6; 0,7; 0,8; 1; 1,2; 1,4; 1,6; 2; 2,4; 2,8.
На черновой проход примем F = 0.175 мм/об, а на чистовой (для получения хорошей чистоты поверхности) возьмём F = 0.1 или 0.125 (подбирается экспериментально).
Результат расчёта режимов резания:
Обороты шпинделя: S = 800 об/мин
Величина съёма: P = 1.7 + 0.3 мм
Черновая подача: F = 0.175 мм/об
Чистовая подача: F = 0.1 – 0.125 мм/об