Как найти нулевую точку станка
Пошаговое руководство: 8 путей как найти нулевую точку станка с ЧПУ.
Прежде всего,  перед тем как начать механическую обработку детали, вы должны указать машине, где находится реперная, нулевая, точка. Part Zero — это реперная (нулевая) точка, соответствующая координате 0,0 на чертеже выполненного в САПР, которую вы используете и которую вы используете для CAM транслятора генерирующего g-код.
перед тем как начать механическую обработку детали, вы должны указать машине, где находится реперная, нулевая, точка. Part Zero — это реперная (нулевая) точка, соответствующая координате 0,0 на чертеже выполненного в САПР, которую вы используете и которую вы используете для CAM транслятора генерирующего g-код.
Чтобы узнать больше, прочтите статью. Каждый оператор ЧПУ станка должен уметь выполнять эту процедуру, причем уметь это сделать несколькими способами.
Ниже мы приведем список методов, при помощи которого можно сделать такую калибровку.
Метод 1: Применение кромкоискателей.
Это самый распространенный способ как найти нулевую точку станка, поэтому начнем с него. Для использования необходимо закрепить деталь в тисках. Как правило, начальная точка находится в углу детали. Поскольку вы начинаете фрезерование с необработанного материала важно оставить припуск материала на чертеже САПР таким образом, чтобы часть нулевого участка находилась не на детали.
Кромкоискатели
бывают разных видов, но мы представим в виде двух групп: механические (эксцентриковые) и электронные.
Электронные кромкоискатели
оснащены световой или звуковой индикацией факта контакта щупа с деталью. Применение электронного
кромкоискателя
подразумевает, что деталь должна быть электропроводящей, так как факт касания регистрируется по замыканию электрического контура, когда щуп касается детали. Типичный щуп
кромкоискателя
изображен ниже.

Принцип работы электронного вида заключается в том, что они сигнализируют световым или звуковым сигналом момент касания шара с деталью.
Кромкоискатели
крайне просты в использовании и относительно дешевы, они оснащены подвижным шаром на щупе, могут обладать плохой воспроизводимостью касания, в сравнении с
кромкоискателями
с неподвижными щупами. В тоже время неподвижные щупы могут легко быть сломаны при быстром перемещении щупа рядом с деталью.
Механические аналоги существуют достаточно давно. Они работают, будучи установленными в шпиндель, и при вращении шпинделя на низких оборотах (требуется особая осторожность!) и в момент касания края детали они фиксируются на нем и прекращают свои биения вокруг оси вращения.
Использование
краеискателя
позволяет легко найти ребра для каждой, соответствующей оси X и Y и обнулить DRO в момент нахождения края. Обратите внимание, что при обнулении координаты необходимо учитывать радиус шарика на щупе.
Метод 2: Использование 3D индикатора
Еще один распространенный способ, более современный и изящный метод, чем приведенные выше – это использование 3D индикатора. Первые образцы 3D индикаторов были изготовлены в Германии компанией Haimer и были сравнительно дорогими, сейчас есть возможность купить более дешевые копии. Однако, попробовав поработать с копией, я настоятельно рекомендую пользоваться оригинальными изделиями, они дороже – но надежнее и точнее.

Данные индикаторы точны и просты в использовании. Вы устанавливаете устройство в шпиндель и используете его для нахождения нулевой точки, края, угла, кромки, концентричности, а также для выполнения множества других настроек. Это хороший способ для быстрого, простого нахождения нулевой точки.
Процесс поиска нулевой точки при помощи 3D индикатора точно такой же, как и при использовании
кромкоискателя
.
Метод 3: Использование фиксированного местоположения на тисках или оправке.
С помощью двух методов упомянутых выше, вам необходимо устанавливать нулевую точку каждый раз, когда вы работаете с новой деталью. Используя метод 3 вам нужно будет найти нулевую точку один раз, поскольку этот метод выстраивает начало координат относительно тисков (фиксатора заготовки). Предположим, вы используете угол фиксированной губки ваших тисков:

Этот способ неплохо экономит время, потому что тиски большую часть времени стоят неподвижно. В ходе разработки ваших деталей имейте в виду, что угол представляет собой нулевую точку, и таким образом можно установить деталь в тиски и начинать механическую обработку без необходимости измерения нулевой точки, по крайней мере без измерения X и Y. Вам нужно только измерить и обнулить координаты, если тиски перемещались. Возможно, придётся повторно задать машинный ноль, если у станка нет воспроизводимого срабатывания концевиков в исходной точке. Но не зависимо от обстоятельств, данный способ в любом случае позволит значительно реже устанавливать нулевую точку, и тем самым сэкономит ваше время.
Метод 4: Использование камеры или оптического индикатора.
Оптические центроискатели используются достаточно долгое время, и при должной аккуратности и достаточном оптическом увеличении могут очень точными:

Такие оптические центроискатели могут давать не очень хорошую картинку. Иногда оптика может быть плохо качества, и изображение будет тусклым и не контрастным. В таком случае может помочь дополнительный источник освещения. Однако есть более современный подход – использование цифровой камеры с увеличением. Вот, например, фотография оптической камеры центроискателя установленной на металлообрабатывающем станке

А вот фото показывающее картинку, полученную такой камерой:

Применение цифровой камеры центрированной на просверленном отверстии.
Обратите внимание, что в данном случае камера смещена относительно оси шпинделя. Это смещение фиксировано, и должно быть учтено при обнулении значения координаты. Есть также камеры, которые направлены прямо в держатель инструмента и смотрят прямо по оси шпинделя.
Метод 5: Нулевая точка на элементе обрабатываемой детали.
Это не полностью независимый способ, потому что для использования вам будет необходимо воспользоваться одним из ранее описанных способов, чтобы правильно найти координаты элемента обрабатываемой детали. Тем не менее, данный способ очень удобен для повторных установок и случаев, когда необходимо работать с чем-то отличным от простой заготовки в виде куска металла, например, для ремонта или дополнительной обработки. Идея этого способа заключается в том, чтобы принять за ноль какую-то часть или заметный элемент детали. Например, в примере, показанном выше, мы использовали одно из просверленных отверстий как опорную точку. Установка нулевой точки по отверстию может быть сделана достаточно точно, потому это достаточно распространенный способ. Конечно, выбранный элемент детали не обязательно должна быть нулевая точка, достаточно чтобы она была расположена с известным смещением. Потому, что как только вы определите это смещение, вы сможете его скомпенсировать для получения нулевой точки.
Метод 6: Использование концевой фрезы с бумагой, индикатором или пластиной эталоном.
Поиск нулевой точки концевой фрезой – это еще один распространенный способ нахождения нулевой точки. Суть метода заключается в том, чтобы подвести инструмент к детали так, чтобы конец фрезы практически вошел в контакт с деталью, для этого можно использовать прокладку разделитель специальной формы. В общем виде разделитель включается в себя лист бумаги, щуп и калибровочный блок. В случае использования бумаги в качестве разделителя нужно чтобы шпиндель был неподвижен. Было выполнено несколько экспериментов, чтобы попытаться определить насколько точным является этот метод. И я нашел несколько способов определения касания для установки координаты Z:
- Касание по ощущению: после остановки шпинделя фреза была опущена на верхнюю часть заготовки. Обнулил УЦИ (устройство цифровой индикации) и начал работать от этой отметки. В результате получилась погрешность 3 сотки, что не очень хорошо. Однако, ошибка была относительно воспроизводимой, потому можно было бы использовать поправочный коэффициент.
- Касание по звуку: во время второй моей попытки я осторожно опустил вращающийся шпиндель, пока не услышал звук резания. Данный метод оказался куда более точным и в результате погрешность составила 2 сотки. Лучше, но все ещё так себе.
- Касание по бумаге: традиционный метод старой школы, состоит в использовании куска папиросной бумаги, бумага укладывается на деталь, после чего режущий инструмент медленно опускается на деталь, пока фреза не начнет ловить бумагу. Добавьте толщину бумаги, и будет ноль. Точность тоже оставляет желать лучшего
- С использованием предустановщика Z-оси (часовой датчик касания), выглядит он так.

Это очень точное устройство, позволяющее спозиционировать фрезу с точностью до 1 сотки, поэтому при его наличии можно не пользоваться некоторыми вышеописанными методами. Могу сказать, что такой измерительный блок может быть очень точным.
Метод 7: Лазерный указатель.
Данный метод очень наглядный, но не очень точный. Вы можете установить недорогой лазер в инструменте, который проецирует красную точку на вашу деталь в месте оси шпинделя. Подойдет даже лазерная указка с перекрестием.

Этот способ может быть полезен, например, когда вы спроектировали свою деталь так, чтобы нулевая точка была установлена в углу заготовки за пределами изделия. Т.е. планируется выбрать избыточный материал и можно позволить, 4 мм запаса и достаточно будет найти край с точностью 2 мм – эти маленькие лазеры могут помочь. Особенно для работ, не требующих жестких допусков. Опять же при выполнении таких работ поиск лазерного пятна прост и не отнимает много времени. Потому такой лазер стоит иметь под рукой в своей мастерской.
Метод 8: ЧПУ щуп
Я оставил этот лучший и самый высокоточный метод – ЧПУ индикатор. Метод полностью автоматизирован и потому точнее чем любой другой. Индикатор устанавливаются в шпиндель и используют сферический наконечник для зондирования детали.

3D индикаторы могут быть невероятно точными.
Индикатор может управляться при помощи g-кодов и применяться для различных задач, находить такие элементы заготовки как: ребра, центры отверстий, выступы и другие элементы конструкций. Применяя правильные g-коды, вы можете полностью автоматизировать процесс определения нулевой точки. Просто поместите код в начало вашей программы обработки детали и можете забыть про деталь в тисках, нажать зеленую кнопку и машина сделает все остальное. Просто удивительно, на что способен этот метод. Основной недостаток – это высокая стоимость оборудования и риск повреждения щупов индикаторов в случае сбоя программы.
Вывод
Теперь вы знаете 8 способов установки part zero (рабочего нуля) для вашего ЧПУ станка. Каждый способ имеет свои сильные и слабые стороны. Кроме способов, описанных в данной статье, есть много других. Так, поиск нулевой точки для станков с 5-ю осями или при работе с деталями сложной формы может быть непростой задачей. Кроме того, я не затрагивал методов, связанных с использованием часового индикатора, инструментальных башмаков, держателей комплектов для установки нуля и других устройств.

Точка НОЛЬ и зеленый уровень духовного развития человека
В статье «Уровни духовного развития человека» мы рассмотрели все 7 уровней. Теперь более подробно поговорим о зеленом уровне и Точке НОЛЬ – точке перехода на непосредственно зеленый уровень.
Итак, 4-й – зеленый уровень.
Зеленый уровень можно условно разделить на первый этап – переходный между желтым и зеленым и на второй этап – непосредственно зеленый уровень. Их и разделяет Точка НОЛЬ.
При переходе с желтого на зеленый уровень сначала происходит освобождение от иллюзий, что человек может все контролировать. Затем – от иллюзии, что ты хоть что-то в своей жизни можешь контролировать. Противоположность контроля – доверие, которое и приходит на смену контролю, которым пронизан желтый уровень.
С желтого уровня доверие люди рассматривают как некую надежду, что нам не сделают плохо, не причинят боль. Но в этом есть еще контроль – мы сами решаем, что хорошо, что плохо.
На самом деле доверие – это готовность принять все свои переживания по поводу того, что происходит – как бы другая сторона себя не проявила.
Это не значит, что зеленый с восторгом принимает все, что ему причиняют. Но что бы судьба не преподносила нам, это всегда делается так, как лучше для нас. Но у нас с Богом слишком разные понятия о том, что есть благо. Для желтого нарушение его планов – это плохо! Для зеленого нет никаких сомнений, что то, что не делает Господь, все – во благо. Он осознает себя как духовное существо, которое пришло сюда для получения опыта (даже если сам зеленый для себя это так не формулирует). Как часть огромного целого, которое гораздо мудрее человека. Мироздание делает все самым лучшим и самым гармоничным способом. Просто иногда этот способ – самый экстремальный, через серьезные страдания. Тогда трансформация происходит очень быстро. Чаще всего – более гармонично, «в час по чайной ложке» показывая несостоятельность каких-то убеждений человека.
Для зеленого эта тема очень важна.
На зеленом уровне человек начинает мир любить, в нем просыпается духовность. Переход на зеленый происходит, т.к. социум перестает давать ответ на вопрос, что же такое счастье. Человек начинает понимать, что счастье в служении, когда он находится в контакте со своим Эгрегором и через него познает Бога. Этот мир достаточно хорош!
Особое отношение приобретает совесть – внутренне чутье, что для тебя хорошо, что нет, что свет, что тьма.
Переход из желтого – тяжелый: снижется «финансирование».
ТОЧКА НОЛЬ – рубеж, переход из первой половины уровня непосредственно в зеленый – человек теряет все, что отдаляет человека от Бога; происходит избавление от всех зависимостей. Неизбежны потери, отбирают все важное.
Происходит оздоровление ЭГО (человек слышит его, но не руководствуется им). Способность «говорить сердцем». Ключевое слово – Вера. Их Миссия: «Рука Бога на земле». У зеленого развивается сильная интуиция. Он живет в потоке. Человек перестает себя отождествлять со своими заработками. Свободен не только от эго, но и от воли.
Отношение к Богу: чувствует Бога всем собой. Красные, оранжевые, желтые – это люди, ищущие Бога. Зеленые Бога обрели.
Если человек зеленый, у него не может быть красных хвостов.
Красный живет в страхе, а зеленому уже нечего бояться. Самое страшное, что может случиться: человек умрет. Ну и что: «Не умирал ни разу?». Сума, тюрьма… – и в этих ситуациях люди живут. Это не то, что хотелось бы получить, но такой опыт тоже может быть в жизни.
И это же – не только в отношении себя, но и в отношении к другим людям.
Итак, красный озабочен выживанием; оранжевому интересно, как бы получить удовольствие, желательно на халяву; желтые точно знают, как в этом мире что бывает и что получается. Зеленый знает, что в мире бывает совершенно по-разному.
Желтый точно знает, как и что нужно делать в отношении близких, как будет лучше. Он начинает спасать от разных ситуаций, в которых близкий бывает. Причем бывает и так, что желтый не ошибается и тянет своего близкого в правильную сторону. У желтого есть прекрасное умение бить в одну точку. Зеленый не будет этого делать. Он знает, что нужно уметь вовремя устраниться – у человека должен быть выбор.
Зеленый человек – это не тот, который пассивно сидит, ждет, что случится, говорит «ой, мне все подходит!». У него есть свое мнение по разным вопросам. Если дочь выходит замуж за наркомана, зеленая мать скажет ей обо всем, что видит и понимает, но зеленый человек знает, в какой момент нужно отстраниться – как бы дорог ни был человек, как бы дорога не была его ошибка.
Для зеленого очевидно, что до понимания истин можно не только дорасти, но и опуститься. Мы все здесь учимся самостоятельно распоряжаться своей волей в согласии с волей божественной. Это навык, который в итоге приобретает зеленый, но все идут в направлении этого.
Зеленый знает, что как бы судьба не разворачивалась, она все равно развернется той гранью, которая должна быть. И все сложится так, как должно быть.

Желтый часто страдает от того, что Господь вмешивается в так хорошо поставленные цели и прописанные планы. Ему часто не хватает «Защиты от Бога». Если бы не это, все было бы просто шоколадно.
Зеленый без Бога вообще не живет. Все, что он делает, он делает в согласии с Божественной волей. И для этого не обязательно быть набожным и воцерковленным человеком. Даже атеист может быть человеком, с благодарностью принимающим мир вокруг, чувствующим всем собой его гармоничное устройство.
Про зеленых не так много примеров в литературе и кино, они воспринимаются как несколько юродивые товарищи. Князь Мышкин («Идиот» Достоевского). Наш желтый мир не очень понимает зеленых.
Для тех, которые «родные» желтые (и низшее и Высшее Я желтого цвета), для них зеленые – дурачки, либо хитровымороченные люди, которые прикидываются «валенками», а на самом деле придумывают какие-то свои ходы… Они просто не верят, что кто-то, могущий и способный, не держится своих целей, чтобы прогнуть этот мир под себя.
Если же человек временно желтый (его Высшее Я более высокого уровня развития), когда он встречает зеленого, у него ощущение: как глоток свежего воздуха, «вот оказывается как можно!».
Желтые привыкают управлять, но они не могут управлять зеленым. Зеленый может быть в команде, в подчинении, но ровно до того момента, пока видит совмещение интересов своего служения с деятельностью желтого. У желтого нет никаких рычагов влияния на зеленого – его уже не интересует социальный статус, новый материальный уровень. Очень хороши рычаги влияния на красного – ему можно пригрозить лишить пайка, нагнать страху. Оранжевому можно посулить какую-то халяву или интересный интерес – оранжевым можно управлять практически без денег, на энтузиазме. Желтому – чтобы им управлять – надо давать какие преференции (более высокую зарплату, должность, кабинет и т.д.).
Зеленого интересует, есть ли в том, что он делает воля Бога или нет.
Очень многих зеленый уровень пугает, особенно прохождение Точки НОЛЬ. Кажется, что на зеленом уровне будут потери, неприкаянная жизнь. «Блаженная девочка в платочке со свечой». Уму не выгодно, чтобы что-то менялось, а ум сильных желтых развит очень мощно.
Но самом деле на зеленом уровне нет необходимости сидеть без денег. Зеленый уровень гораздо более наполненный и счастливый. Потому, что все страдания, которые мы в жизни получаем, мы получаем от ЭГО – когда его прищемляют то с одного бока, то с другого. Нельзя сказать, что на зеленом уровне человек избавлен от страданий, но их становится меньше, потому что ЭГО становится меньше.
Чем более зеленым становится человек, тем более спокойно он относится к тому, что большинство людей не выбирают двигаться к своему развитию, что они выбирают страдания, страхи, выбирают сидеть в яме. «Если человек хочет сидеть в горшке, а не жениться на царевне Будур – пусть сидит в горшке». Особенно это важно для людей помогающих профессий. Человек может быть полностью уверен, что он – жертва. Насильно никого осчастливить нельзя.
Зеленый помогает до определенного момента, когда еще человек может делать выбор, потом отходит, причем со светлой душой.
Человек любого уровня имеет какие-то цели, планы, и все испытывают фрустрацию, если эти планы не свершаются. Но зеленый относится так: «Хорошо, эта дорога закрылась. Какая открылась?». И когда он встанет на другую дорогу и по ней пройдется, он будет благодарен, что ушел с той дороги.
В Точке НОЛЬ происходит освобождение от всего, что отстраняло от Бога. После того как ты все потерял, бояться больше нечего, красные хвосты отпадают. Ты знаешь, что ты есть одно целое с Богом всегда!
Человек может отвернуться от Бога, а Бог – нет. Каждый из нас – любимое дитя.
Лекция о духовных уровнях развития человека записана в аудиоформате. Если Вы хотите ее услышать – пишите мне!
Пусть функция
является аналитической в точке
![]()
.
Точка
называется нулем функции
,
если ее значение в этой точке равно
нулю
![]()
.
В окрестности нуля функции в разложении
её в ряд Тейлора свободный член
![]()
. Если в разложении отсутствуют и
слагаемые, содержащие степени
разности
![]()
до
−й
степени, то разложение имеет вид
![]()
или
![]()
(2.32)
Точка
называется нулем порядка
функции
.
Нуль первого порядка называется простым
нулем. Правую часть равенства (2.32)
можно записать в виде произведения:
![]()
или![]()
,
где
второй множитель можно рассматривать
как степенной ряд, сходящийся в точке
, поэтому его сумма – функция, аналитическая
в точке
; обозначим ее
![]()
.
Тогда из (2.32) получаем
представление функции
в виде
![]()
(2.33)
Кроме того, используя формулу коэффициентов
ряда Тейлора
![]()
,
получим справедливые условия для нуля
порядка
функции
в точке
:
![]()
,
![]()
,
![]()
. (2.34)
Следовательно, порядок нуля функции
определяется порядком первой производной,
отличной от нуля в этой точке.
Пусть функция
задана в виде произведения
![]()
и точка
является нулем порядка
![]()
для
![]()
и нулем порядка
для
![]()
. Используя условие (2.33)
для этих функций, можно записать
![]()
,
![]()
,
![]()
,
![]()
(2.35)
Это означает, что порядок нуля функции
в точке
,
полученный в результате умножения
аналитических функций, равен сумме
порядков нуля в этой точке функций −
сомножителей.
Сформулируем вывод в виде следующих
утверждений.
1) Точка
является нулем порядка
функции
,
если для коэффициентов ряда Тейлора в
ее разложении по степеням
справедливы
равенства
![]()
,
,
![]()
2)
Следующие условия являются необходимыми
и достаточными условиями нуля порядка
функции
в точке
:
а)
![]()
б)
![]()
![]()
Замечание 1
Если
функция не определена в точке
, но
![]()
,
то после доопределния функции в точке
:![]()
точку
тоже называют нулем функции.
Например, для функции![]()
,
доопределенной
в точке
![]()
![]()
точка
является нулем.
Замечание
2
Пусть
функция
![]()
представлена в виде отношения
![]()
аналитических в точке
![]()
функций и
является нулем порядка
для
числителя и нулем порядка
−
для знаменателя. При условии
![]()
,
доопределив функцию
, как и выше, получим,
− нуль функции
.
Используя условие (2.33) для функций
и
,
получаем равенство

,
или
![]()
,
где функция
−
аналитическая в точке
,
так как
![]()
и
![]()
– аналитические в этой точке и
![]()
. Кроме того,
![]()
,
так как
![]()
.
Следовательно, для функции
точка
является нулём порядка
![]()
.
Порядок нуля частного равен разности
– из порядка нуля числителя вычитается
порядок нуля знаменателя.
Алгоритм нахождения нулей аналитических функций и определения их порядков.
1)
Найти нули аналитической функции
, решая уравнение
![]()
2)
Определить порядок каждого полученного
нуля
.
Для этого выполнить одно из следующих
действий:
а) разложить
в ряд по степеням
![]()
.
Младшая степень разности
,
присутствующая в разложении (2.32),
определяет порядок нуля
;
б) найти производные
![]()
и их значения в нуле
функции
![]()
.
Порядок нуля
функции
определяется порядком первой, не равной
нулю в точке производной;
в) записать функцию в виде произведения
(2.33); степень разности
в этом произведении определяет порядок
нуля
;
г) записать функцию в виде произведения
более простых функций и для каждой из
них определить порядок нуля
по одному из изложенных в предыдущих
пунктах правилу. Порядок нуля
произведения равен сумме порядков
нуля сомножителей.
3. Для функции
,
не определенной в точке
, но удовлетворяющей в этой точки
условию
,
определить порядок нуля
по правилам, изложенным в п.2 или в
соответствии с замечанием 1.
Пример 1.
Определить нули и их порядки функции
![]()
1)Раскладываем
многочлен на множители:
![]()
,
или
![]()
.
Находим нули функции:![]()
,![]()
,
![]()
,
![]()
.
Разложение многочлена на линейные
множители имеет вид
![]()
.
2)
Определяем порядок каждого нуля,
используя для этого формулу (2.33). Для
точки
![]()
из равенства
![]()
,
![]()
,
получаем, что
− нуль второго порядка; для точки
из равенства
![]()
,
![]()
,
получаем, что
− нуль первого порядка (простой нуль);
для точек
и
аналогично находим, что это нули первого
порядка (простые нули) данной функции.
Пример 2.
Определить порядок нуля
![]()
для функций:
а)
![]()
; б)
![]()
.
а) Для нахождения порядка нуля
рационально использовать
определение, разложив функцию по степеням
(п. 2 “а” алгоритма). Получаем
![]()
Так
как в полученном разложении первый
ненулевой коэффициент
![]()
, а предыдущие равны нулю
(![]()
),
то заключаем, что точка
![]()
является нулем порядка
![]()
для данной функции.
б) В данном случае используем формулу
(2.34), т.е. п. 2 “б” алгоритма. Находим
значения производных функции в точке
![]()
![]()
,
![]()
.
Следовательно, точка
![]()
данной функции является нулем второго
порядка.
Пример 3.
Определить порядок нуля
![]()
в точке
.
Функция записана в виде произведения
двух функций. Для первого множителя
![]()
порядок нуля в точке
определен в предыдущем примере: ![]()
.
Для функции
=
точка
–
нуль первого порядка, так как согласно
п. 2 “б” алгоритма .![]()
Поэтому, учитывая, что ![]()
и пользуясь п. 2 “г” алгоритма, получаем,
что
− нуль третьего порядка . Поскольку
![]()
,
то по правилу 2 “г” алгоритма получаем
результат: точка
является нулем седьмого порядка
заданной функции, так как
![]()
.
Пример 4.
Найти нули функций.
а)
![]()
б)
![]()
а) Равенство![]()
в области определения
функции выполняется для таких точек
,
в которых
![]()
,
т.е.
![]()
,
![]()
.
Эти точки, очевидно, простые нули функции
, а потому нули третьего порядка для
функции . Поэтому для каждого нуля
![]()
,
используя необходимое условие (см. п. 2
утверждения), можно записать ![]()
,
следовательно,![]()
![]()
.
Из этого, в силу достаточного условия
(см. п. 2), заключаем, что точки
![]()
,
являются нулями третьего порядка данной
функции. Кроме того, так как выполняется
условие
![]()
,
то, после доопределения функции (см. п.1
замечаний), получаем, что является
нулем функции. Чтобы определить порядок
нуля, используем результат, полученный
в п.2 замечаний, а именно, для функции,
стоящей в числителе, точка
− нуль третьего порядка , а для знаменателя,
очевидно, простой нуль . Поэтому
− нуль второго порядка данной функции.
б)Нулями функции в области определения,
![]()
,
![]()
являются
точки,![]()
,![]()
− корни уравнения
![]()
![]()
.
Поэтому из равенства
![]()
или
![]()
,
![]()
заключаем, что
![]()
,
![]()
− простые нули данной функции.
В точке
,
которая также является нулем числителя,
функция не определена. Найдем предел
функции в этой точке. Для вычисления
предела
![]()
можно использовать свойства пределов,
или разложить по степеням числитель
и знаменатель:

Так как
![]()
,то
точка
не является нулем данной функции.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Первое, что вам нужно сделать, прежде чем вы начнете обработку детали, это сообщить станку, где находится ноль детали. Ноль детали — это точка отсчета, соответствующая координате 0, 0 на чертеже САПР, который вы использовали для всей своей работы CAM или для генерации g-кода вашей программы обработки детали. Она также называется «Program Zero», или X0Y0Z0 в программе g-code или Part Zero. Между прочим, определение местоположения нулевой точки часто называют «касанием». Каждый оператор ЧПУ станка должен уметь выполнить этот простой шаг, и часто полезно иметь более одного способа нати нулевую точку. Трудоемкость не одинакова для каждого из этих способов, и некоторые из них лучше подходят для одних случаев, а другие — для других. Понимание всего арсенала методов поможет вам стать эффективнее, выбирая лучший для каждой новой задачи.
Вот несколько методов на выбор:
Метод 1: используйте Edge Finder
Edge Finders — это, безусловно, самый распространенный способ найти нулевую деталь, поэтому мы начнем с этого. Чтобы использовать этот метод, вставьте деталь в тиски или приспособление для фрезерования. Обычно угловую часть делают нулевой. Поскольку вы будете начинать (обычно) с необработанного материала, важно оставить некоторый припуск на обработку в вашем чертеже САПР.
Edge Finders бывают разных видов, но мы сгруппируем их по механическим и электрическим категориям. Электрические кромкоискатели загораются и / или издают звуковой сигнал при контакте с заготовкой. Они полагаются на то, что заготовка является электропроводной, поэтому цепь замыкается, когда кромкоискатель касается заготовки. Вот типичный электрический кромкоискатель:

Подобные электрические кромкоискатели чрезвычайно просты в использовании и относительно дешевы. Основные их недостатки, низкая точность у тех, где есть подвижные шарики, и чрезмерная хрупкость у тех где нет подвижных частей. Их довольно легко сломать, если вы двигаетесь слишком далеко или слишком быстро.
Механические кромкоискатели существуют уже давно. Они работают, вращаясь на довольно низких оборотах (осторожно!), И когда вы чуть-чуть проезжаете край, они «выскакивают». Это видео от Tormach дает отличный пример механических и электронных кромкоискателей в действии:
При использовании кромкоискателя, вы просто ищите кромку, соответствующую каждой оси, X и Y, и обнуляете координаты станка. Обратите внимание, что при обнулении необходимо учитывать радиус наконечника!
Метод 2: используйте 3D-тестер
Другой очень распространенный, но более современный и эффективный метод, чем вышеупомянутый — это использование «3D Taster». 3D Taster (часто называемые «3D-сенсорами») Были впервые сделаны в Германии компанией Haimer, хотя теперь вы можете купить их более дешевые клоны. Я использовал несколько китайских аналогов, но рекомендую оригинал. Он стоит больше денег, но намного точнее и прочнее.

Я заплатил больше, когда купил свой — на самом деле, намного больше, так как сначала я купил дешевый китайский клон, пожалел об этом, а затем купил настоящую вещь. Это популярный, но чрезвычайно точный и простой в использовании кромкоискатель. Вы вставляете его в свой шпиндель и используете, чтобы найти нулевую точку детали, кромки, углы, щечки тисков и всевозможные другие общие задачи настройки. Секрет популярности в том, что этот способ быстрее и проще, чем другие методы.
Эти прецизионные измерительные инструменты немецкого производства настолько удобны для выполнения множества задач по настройке, что я постоянно держу один в держателе инструмента и видел, как многие другие специалисты с ЧПУ делают то же самое.
Для поиска Part Zero используйте 3D Taster так же, как и кромкоискатели.
Метод 3: выберите фиксированное место на тисках или приспособлении
Это мой любимый метод, потому что он требует меньше всего времени и усилий для каждой настройки, хотя требует небольшой предварительной настройки один раз.
В двух других методах вы должны находить нулевую точку каждый раз, когда вы устанавливаете новую деталь на станок. С помощью этого метода вы найдете нуль один раз, потому что он связан с удержанием заготовки. Приведу пример. Предположим, вы используете угол фиксированной губки тисков:

Кстати, если вы используете крепежную пластину, легко устанавливать тиски на нее каждый раз в одном и том же месте. Установите нулевую точку с помощью неподвижной кулачковой детали, и вы сможете очень быстро вернуть их в любое время. На этой фотографии показано, как постоянно размещать тиски на крепежной пластине с помощью всего 3 установочных штифтов:

Это огромная экономия времени, потому что большую часть времени тиски находятся на вашем рабочем столе. Пока вы проектируете свои детали с идеей, что угол губок тисков представляет собой нулевую точку, вы можете вставить деталь в губки и начать обработку без измерения нулевой точки детали, по крайней мере, без измерения X и Y. В Измерить и обнулить начало координат вам необходимо только если тиски двигаются или вы меняете исходное положение. Возможно, вам придется провести повторные измерения, если на ваших машинах также отсутствуют переключатели исходного положения. Но в любом случае, вы будете устанавливать ноль детали намного реже, и это сэкономит ваше время.
Метод 4: Чтобы найти нулевую точку используйте какой-либо стоп
На картинке выше показан стопор тисков, который я сделал давным-давно. Вы можете установить упор, чтобы повторно выставить деталь по некоторому нулю, относительно которого вы выставляете заготовку.
Вы можете разместить упоры на крепежной пластине. Наконец, вы даже можете получить стопы, которые подходят для Т-образных пазов, например, такие:

Метод 5: используйте камеру или прицел чтобы найти нулевую точку
Центрирующие прицелы существуют уже давно, и при достаточном внимании и увеличении они могут быть довольно точными:

Предупреждаю, что эти центрирующие прицелы трудно увидеть. Иногда оптика не ахти и изображение может быть довольно тусклым. Помогает достаточное освещение, возможно, от дополнительной лампы. Но более современный подход — использовать цифровую камеру с увеличением. Этот снимок центрирующего прицела фрезерного станка Beatty Robotics:

Обратите внимание, что камера смещена от оси шпинделя. Это смещение фиксировано и может быть учтено при обнулении. Есть также камеры, которые устанавливаются прямо в держателе инструмента и смотрят вниз по оси шпинделя.
Метод 6: обнуление элемента детали
Это не полностью независимый метод, потому что вам нужно использовать один из других методов для правильного определения местоположения детали. Но это чрезвычайно полезно для второстепенных операций и случаев, когда вам нужно положить на машину что-то для ремонта или переделки, а не грубый кусок материала. Идея сводится к нулю какой-то особенности детали. Например, мы использовали точечное сверление ямочки с цифровой камерой выше. Фактически, определение местоположения отверстий может быть выполнено очень точно, так что это довольно распространенный тип функции. Конечно, функция не обязательно должна быть нулевой. Он просто должен быть расположен по известному смещению, чтобы после того, как вы нашли элемент, вы могли применить смещение, чтобы получить ноль детали.
Метод 7: бумага Endmill Plus, датчик или измерительный блок
Поиск нулевой детали с помощью концевой фрезы — еще один очень распространенный подход. Идея состоит в том, чтобы подойти к детали с помощью концевой фрезы и использовать какую-либо прокладку, чтобы концевая фреза фактически не контактировала с деталью. Обычные прокладки включают лист бумаги, щуп или измерительный блок. За исключением бумаги, шпиндель должен оставался неподвижным.
Однажды я провел несколько экспериментов, чтобы попытаться определить, насколько точен такой метод. Вот что я нашел из нескольких методов касания в Z:
Прикосновение на ощупь: для моего 1-го метода при остановленном шпинделе подведите резак на верхнюю часть заготовки. Обнулите УЦИ и двигайтесь оттуда. Это дало результат с ошибкой 0,3 мм. Не очень хорошо! Ошибка была относительно повторяемой. В итоге разрез оказался на 0,3мм дюйма глубже, чем хотелось. Это также не особенно хорошо для фрезы или подшипников шпинделя, если вы не будете осторожны.
Отключение по звуку: во второй попытке я осторожно опустил шпиндель под напряжением и прислушался, когда резак начал резать. Этот метод оказался немного более точным, и в результате получился разрез на 0,2 мм. Все еще не очень хорошо.
Прикосновение к бумаге: традиционный метод старой школы заключается в том, чтобы держать кусок сигаретной бумаги (по слухам, толщиной ровно 0,1 мм) на заготовке и постепенно опускать резак, пока он не начнет захватывать бумагу. Добавьте еще 0,01мм, и вы на нуле! Не имея сигаретной бумаги, я использовал стандартную бумагу для лазерных принтеров. Я отрезал полоску шириной 20 мм, чтобы я мог держаться за один конец с безопасного расстояния, и ждал, пока резак схватится. В моем случае я получил 0,25, а не 0,1 ″, но, по крайней мере, это было красивое круглое число и довольно повторяемое.
Устройство предварительной настройки оси Z: Последним в тестах был дешевый модуль предварительной настройки оси Z, который я купил на eBay.

Как это работает? Просто! Если вы нажмете пальцем на наковальню сверху до упора, у вас будет ровно 2 дюйма от верха наковальни до низа гаджета. В этом положении вы поворачиваете циферблат до нуля. Установите его на заготовку, опустите резак, пока игла не зарегистрируется, обнулите стрелку, обнулите координаты, и вы должны быть точно на 2 дюйма выше того места, на котором находится устройство предварительной настройки.
Так что, не ожидая многого, я поставил устройство на мой алюминиевый куб в тисках на столе и повернул головку, пока фреза почти не коснулась. Заблокировал шпиндель и проворачивал стрелку с точной регулировкой до тех пор, пока стрелка не обнулилась, обнулил мою нулевую точку, снял устройство предварительной настройки, отмерял еще 2 дюйма с помощью точной настройки, снова обнулил УЦИ, прибавлял 0,010 дюйма для ровного разреза.
Желаемый результат — 2,396 дюйма. Я опустил высотомер, чтобы снять показания, которые были, пожалуйста, барабанная дробь 2.396 ″! Святая сверхъестественная точность, Бэтмен! Китайский предустановщик действительно работал, и он работал хорошо, и хотя стрелка прошла 2 дюйма, а я ожидал худшего, все получилось правильно.
Есть более дорогие и гораздо более приятные и точные устройства, чем то, что есть у меня, поэтому я не вижу ценности в других методах, которые я пробовал. Я скажу, что измерительный блок может быть очень точным. Просто убедитесь, что вы используете првильно Не совершайте толчковые движения с установленным измерительным блоком, так как это плохо для измерительного блока и фрезы.
Метод 8: Найти нулевую точку с помощью лазерного прицела
Этот метод очень нагляден, но не очень точен. Для того чтобы найти нулевую точку. Вы можете установить дешевый лазер в оправку, которая будет проецировать красивое красное лазерное пятно на вашу заготовку, находящуюся на оси шпинделя.

Если вам не нужна сверх точность, он может быть идеальным инструментом для настройки нулевой точки. Возьмем, к примеру, случай, когда вы спроектировали свою деталь таким образом, что ноль детали является углом необработанной заготовки и находится «в пространстве», а не на самой детали. Вы собираетесь обработать излишки и получить примерно 2-3 мм необработанного материала. Если вы найдете край в пределах, скажем, половины этого значения (с точностью до 1 мм), все в порядке. Эти маленькие лазеры определенно на это способны. Или, возможно, вы просто работаете на фрезерном станке с ЧПУ, который не требует жестких допусков. Опять же, вы можете использовать это лазерное пятно для многих других подобных вещей.
Метод 9: зонд с ЧПУ
Я оставил лучшее напоследок — высококачественный датчик с ЧПУ автоматизирован и может быть более точным, чем любой другой метод. Зонды входят в шпиндель и используют наконечник щупа для измерения детали:

Зондами можно управлять с помощью g-кода и использовать их для множества задач. Они могут определять края, центры отверстий или выступов и многое другое. Используя правильный g-код, вы можете полностью автоматизировать процесс поиска нулевой части. Просто поместите код в начало вашей программы обработки детали, и оператор может закрепить деталь в тиски, нажать зеленую кнопку и позволить станку разобраться с остальным. Это действительно удивительно, на что способны эти штуки. Их основные недостатки в том, что они будут самым дорогим методом, а сами датчики могут быть повреждены в результате аварии, что делает вещи еще более дорогостоящими.
Метод 10: Найти нулевую точку «На глазок»
Используя этот метод, вы написали свою программу обработки детали, предполагающую, что деталь находится на некотором расстоянии внутри заготовки. Это расстояние определяет, насколько точно вы должны определить нулевую точку детали.
Если программа обработки детали написана так, что деталь находится на 4 мм внутри заготовки, нам нужно только убедиться, что заготовка достаточно велика, и что ноль детали заготовки находится в пределах 4 мм от фактическая нулевой точке. Это такая большая погрешность, что вы легко можете увидеть ноль.
Бонус: метод 11: используйте машину для остановки
Вот метод, предложенный нашими читателями — спасибо, ребята!
Вставьте штифт в держатель инструмента, установите его в соответствии с программой обработки детали и позвольте штифту быть упором, когда вы вставляете деталь в тиски. Вам нужно будет компенсировать диаметр штифта в вашей программе.
Это позволяет легко изготавливать детали, которые намного короче или намного длиннее, чем ваши губки тисков. Я делаю нечто подобное на своем токарном станке с ЧПУ все время, когда устанавливаю инструмент так, чтобы я мог подтянуть пруток вверх и использовать инструмент в качестве упора для начала новой детали.
Заключение
Теперь у вас есть 11 способов найти нулевую точку для ваших проектов с ЧПУ. У каждого есть свои сильные и слабые стороны. Есть еще много других методов. Поиск нулевой детали для некоторых видов 5-осевой работы или работы с деталями сложной формы может быть очень сложной задачей.
Расскажите нам, какие ваши любимые методы, которые мы упустили, в комментариях — поделитесь опытом ваших собственных специальных приемов.
Учимся определять точку безубыточности
Точка безубыточности определяет порог прибыльности от реализации товара и означает уровень цены, объема продаж и себестоимости продукта, при которых все издержки компании будут равны выручке от реализации (т.е. прибыль = 0). Точка безубыточности предприятия является контрольной точкой для разработки стратегии ценообразования, установления цены на товар, значений максимальных скидок и проведения ценовой дискриминации. Понятие точки безубыточности производства широко используется для защиты инвестиционных проектов, утверждения бизнес плана компании. По факту точка безубыточности показывает, каким должен быть объем продаж компании при прогнозируемом уровне затрат для получение нулевой прибыли от проекта.
При расчете точки безубыточности вы должны определить ее значение в денежном выражении (объем продаж или выручка) и в натуральном выражении (в единицах продукции). Иногда рассчитывают необходимый уровень маржинальной прибыли в точке безубыточности, который означает рентабельность продаж при текущих переменных затратах на производство.
В данной статье мы рассмотрим подробно понятие «точки безубыточности производства», покажем как найти и определить точку безубыточности предприятия на простом примере, а также раскроем особенности расчета точки безубыточности для непроизводственных видов деятельности: торговли и сферы услуг.
Как рассчитать?
Универсальная формула для расчета точки безубыточности выглядит следующим образом: P*X = FC+VC(X) и означает равенство выручки от реализации фактическим затратам компании. Описание основных показателей для расчета точки безубыточности:
| Показатель в формуле | Описание |
| P | фактическая цена продажи товара покупателю, может быть средней ценой продажи продукта (в случае, когда рассчитывается точка безубыточности для группы товаров) |
| X | количество единиц продукции, которое необходимо произвести для достижения порога безубыточности продаж; другими словами это объем производства в натуральном выражении (в штуках, литрах, килограммах и т.п.) |
| FC | постоянные затраты — затраты, которые несет компания вне зависимости от того, какой объем товара она производит, такие затраты не изменяются при изменении объема производства; это все затраты, которые в любом случае будет нести компания (даже при нулевом объеме продаж); к ним относятся затраты на персонал (окладная часть), аренда помещений и любые организационные расходы компании; планируемый рекламный бюджет на развитие проекта, страховка, налоги и т.п. |
| VC(X) | переменные затраты — затраты, которые необходимо понести компании для производства 1 единицы товара. Переменные издержки напрямую зависят от объема производства и изменяются при изменении объема продаж; это могут быть затраты на сырье и упаковку продукта, затраты на обслуживание производственных мощностей при их работе (электроэнергия), затраты на приобретение товара (для магазинов), транспортные расходы, сдельная заработная плата и % от продаж, премии сотрудникам, акции по стимулированию продаж, и т.п. |
Существует несколько вариантов расчета точки безубыточности по данной формуле. Рассмотрим наиболее часто применяемые способы.
Первый вариант расчета: знаем затраты и объем продаж
На основе указанной формулы вы можете вычислить цену, при которой компания сможет достигнуть нулевой прибыли при имеющемся уровне затрат и плановом объеме продаж. В таком случае вы определите минимальный порог цены, который вам обеспечит достижение точки безубыточности проекта. Для того, чтобы рассчитать точку безубыточности таким способом, вам необходимо знать: постоянные расходы вашей компании, (переменную) себестоимость производства 1 единицы продукции и объем продаж, который вы планируете производить. Пороговое значение цены для нахождения точки безубыточности вы можете определить по формуле:
P = (FC+VC(X)) / Х, где VC(x) — это произведение себестоимости 1 единицы продукции и целевого объема продаж.
Приведем пример того, как рассчитать точку безубыточности первым способом: Мы разработали продукт с себестоимостью 5 руб и в ходе исследования рынка определили, что спрос на него составит 200 штук в месяц при условии, что стоить он будет 19 рублей. Именно такая цена является привлекательной для нашей целевой аудитории. Но нам необходимо понять, сможем ли получать доход от такой продажи? Нам необходимо рассчитать цену в точке безубыточности для проекта, зная что постоянные затраты будут составлять 1500 рублей.
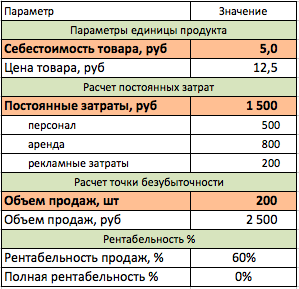
Подставив в формулу имеющиеся данные мы получим: Минимальная цена = (1500+5*200)/200 = 12,5 рублей. Таким образом, при цене в 12,5 рублей наш проект станет безубыточным. Это значит, что цена в 19 рублей позволит получать нам дополнительную прибыль с продаж и будет выгодной для компании.
Второй вариант расчета: знаем цену и затраты
Данный вариант является наиболее распространенным в мировой практике. Чаще всего компания при запуске проекта знает цену, по которой рынок готов купить товар и по которой товар будет соответствовать своему рыночному позиционированию; а также знает постоянные и переменные затраты на развитие проекта. В таком случае нам необходимо определить объем, который позволит выйти на нулевую прибыль при имеющемся уровне затрат.Найти точку безубыточности в таком случае поможет формула:
X = FC / (P-VC), где VC — себестоимость 1 единицы продукции, Р — цена 1 единица товара, а FC — постоянные затраты проекта.
Приведем пример, как провести расчет точки безубыточности по второму способу в Excel. Предположим, мы открываем компанию по производству яблок. Мы знаем, что постоянные затраты нашего производства составят 1500 рублей, себестоимость 1 единицы будет 7 рублей, а цена отгрузки — 15 рублей. Нам необходимо рассчитать объем производства в точке безубыточности проекта — используем для этого формулу выше.
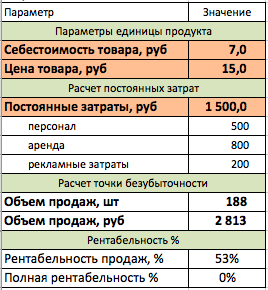
Подставив в формулу имеющиеся данные, мы получим: Объем производства в натуральном выражении= 1500 / (15-7) = 188 единиц. Умножив получившееся значение на цену — мы получим выручку, при которой наш проект станет безубыточным.
Третий вариант расчета: для сферы услуг и торговли
Данный вариант поможет определить точку безубыточности для сферы торговли (оптового, розничного, интернет — магазина) или для отрасли услуг. Если компания не является производственным предприятием, то рассчитать себестоимость 1 единицы товара для нее либо сложно, либо эти значения слишком разные, чтобы брать по ним среднее значение. Когда у торгового предприятия 1000 наименований по совершенно разной входящей цене, удобнее учитывать в расчетах целевую рентабельность продаж, а не фактические показатели себестоимости. Для отрасли услуг также удобнее рассчитывать точку безубыточности на основе целевой рентабельности работы.
Рентабельность продаж — это установленное соотношение между ценой товара и его себестоимостью. Другими словами компания определяет норму прибыли, которую он планирует зарабатывать с продажи товара (наценку на его себестоимость). Зная целевую рентабельность и постоянные затраты, можно определить необходимый размер выручки в точке безубыточности по следующей формуле:
S = FC / R, где S — выручка от продаж за период, R — целевая рентабельность продаж, а FC — постоянные затраты проекта.
Разберем на примере такой вариант расчета. Предположим мы решили открыть компанию по оказанию консалтинговых услуг. В связи с широтой понятия наших услуг нам очень сложно определить себестоимость 1 проекта, поэтому нам проще заложить в бизнес план целевую рентабельность по проекту. Мы решили установить норму рентабельности продаж на уроне 57%. Мы прогнозируем, что наши постоянные затраты в месяц будут составлять 280 000 рублей, а средняя цена услуги будет составлять 8 000 рублей.
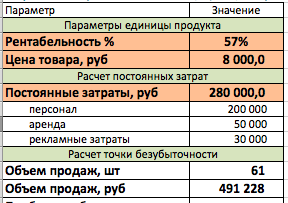
Таким образом, используя нашу формулу мы можем определить точку безубыточности проекта: Целевой объем продаж = 280 000 / 57% = 491 228 рублей. Предположив, что средняя цена нашей услуги будет составлять 8 000 рублей, нам для окупаемости проекта необходимо получать по 61 клиенту в месяц (491228 / 8000 = 61).
График точки безубыточности
Определить точку безубыточности проекта можно также графическим методом. Для того, чтобы построить график для нахождения точки безубыточности вам необходимо знать: уровень постоянных затрат, себестоимость 1 единицы товара и цену продажи 1 единицы товара. Затем вы должны построить 2 кривых. Первая кривая будет являться суммой всех издержек компании (и зависеть от объема производства): y = FC+VC(x). Вторая кривая будет означать выручку от продажи товара, которая будет зависеть от объема производства компании: y = px.
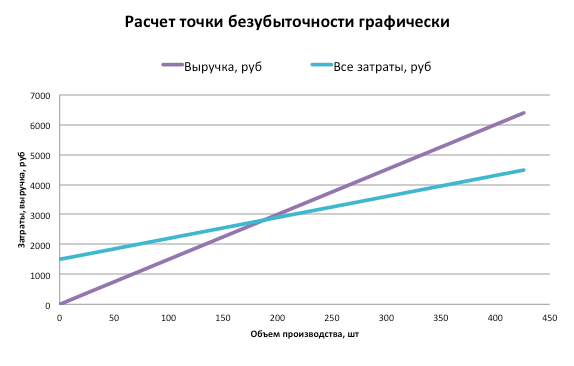
Пересечение двух данных кривых и будет являться точкой безубыточности проекта.
Готовые решения
Пример расчета точки безубыточности в формате Excel и пример построения графика для определения точки безубыточности в Excel вы можете скачать в разделе «Готовые шаблоны по маркетингу».
comments powered by