Удельная
работа резания К (Дж/см3)
– работа касательной силы, необходимая
для превращения в стружку 1 см3
припуска:

где
Fхl
–работа касательной силы на длине
срезаемого слоя, Дж; (abl)
– объем V срезаемого слоя, см3.
Условная
удельная работа характеризует
динамику процесса резания – работу,
затраченную на срезание и деформацию.
На
величину удельной работы влияет много
факторов, к которым относятся порода и
влажность древесины, величина подачи
на зуб пилы, направление резания в
отношении волокон, угол резания резца,
степень его затупления, форма лезвия,
величина шага зубьев пилы и др.
Эти
же факторы влияют на силу, необходимую
для преодоления всех сопротивлений,
возникающих при движении резцов. Эту
силу называют силой резания и обозначают
Р. Усилие сопротивления резанию,
приведенное к удельной площади в 1 мм2
поперечного сечения стружки называют
удельным сопротивлением срезанию.
Удельная
сила резания Fyд
(Н/мм2)
– это касательная сила, необходимая
для срезания слоя сечением 1 мм2:

где
а
и b
–
соответственно толщина и ширина
срезаемого слоя, мм; Fx
– касательная сила.
35. Элементарное (простое) резание. Охарактеризуйте главные виды элементарного резания. Отличие его от сложного резания.
Элементарное
(простое) [11] резание характеризуется
следующими признаками: резание —
открытое; режущая кромка — прямолинейная;
движение — прямолинейно-поступательное;
вектор скорости резания нормален к
режущей кромке; скорость v,
сила резания Р, углы резания δ,
α,
номинальная толщина е
и ширина b
стружки постоянны; направление волокон
такое, что сила, нормальная к передней
поверхности резца, разлагается только
в плоскости схода стружки.
Элементарному
(простому) виду резания соответствуют
главные виды резания:
торцевое
( _|_
) в плоскости, нормальной к волокнам,
перпендикулярно к их длине (рис. 3.8,
б);
продольное
(||) в плоскости волокон параллельно их
длине (рис. 3.8,б);
поперечное
в плоскости волокон перпендикулярно к
их длине (рис. 3.8, в),
а также переходный случай — резание
продольно-торцевое (|| –_|_)
(рис. 3.8, б).
В этом случае волокна параллельны
плоскости схода стружки.
Если
нарушается хоть одно условие элементарного
резания, то процесс резания будет
сложным. Например, поперечно-продольное
(–||) (рис. 3.8, б)
и поперечно-торцевое (–_|_)
(рис. 3.8, г)
резания относятся к сложному, так как
волокна древесины пересекают плоскость
схода стружки под углом, отличающимся
от 0 и 90°, что вызывает объемную деформацию
и усложняет процесс резания. Резание
полузакрытое (см. рис. 1.6, б),
закрытое (см. рис. 1.6, в),
когда в работе участвуют две или несколько
режущих кромок, или резание, при котором
с изменением угла ψ
меняется толщина стружки и другие
параметры, также относятся к сложному
резанию.
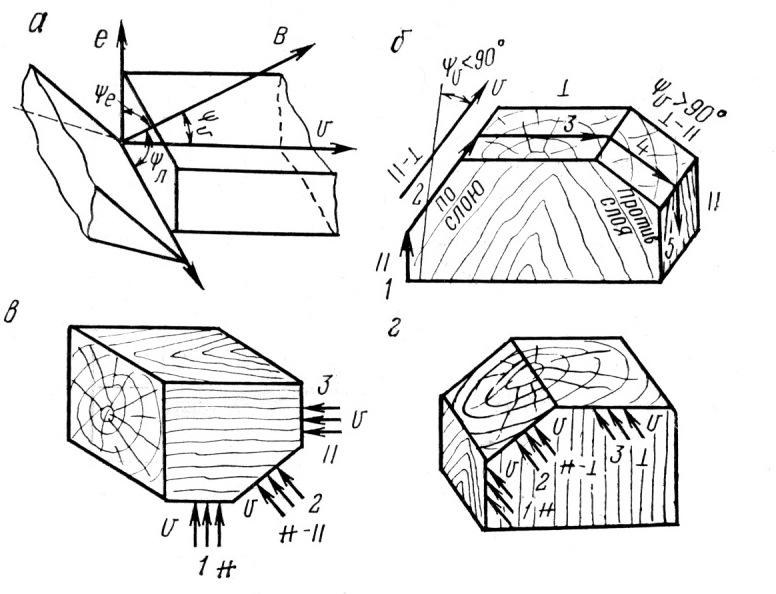
Рис.
3.8. Резание при разных углах ψ
а
– общий случай; б – продольно-торцевое;
в
– продольно-поперечное;
г
– торцово-поперечное
36.
Влияние толщины стружки на удельную
силу резания (график F
= ƒ(e)).
Основные
формулы для расчета сил открытого
резания по профессору А.Л. Бершадскому.
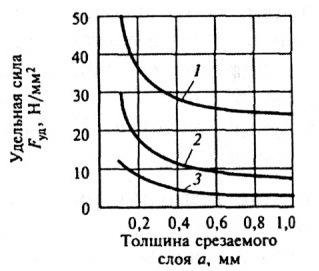
Рис.
8.1. График F/a
(сосна,
открытое резание, влажность 10…15%,
задний угол 10°, скорость резания 0,01
м/с); 1 – торцовое резание; 2
–
резание
вдоль волокон; 3
–
резание
поперек волокон
Удельная
сила резания Fya
зависит
от толщины срезаемого слоя:

На
графике (рис. 8.1)
показан
характер этой зависимости: удельная
сила резания Fya
уменьшается по мере увеличения толщины
слоя. Следовательно, с энергетической
точки зрения, экономнее удалять
технологический припуск заготовки,
снимая толстые слои за однократный
проход лезвия. При этом надо, однако,
помнить, что увеличение толщины срезаемого
слоя обычно отрицательно сказывается
на качестве обработки. Это объясняется
изменением характера стружкообразования:
стружка приобретает все более выраженную
элементность, на поверхности резания
углубляются неровности разрушения.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
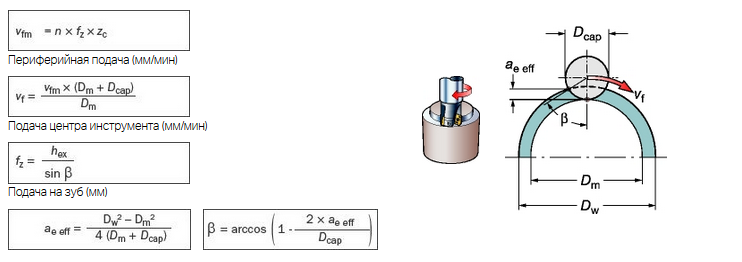
Здесь приведены полезные формулы и определения, необходимые для фрезерования: процесс обработки, фрезы, методы фрезерования и т. д. Умение правильно рассчитать скорость резания, подачу на зуб и скорость съёма металла имеет решающее значение для получения хороших результатов при выполнении любой фрезерной операции.
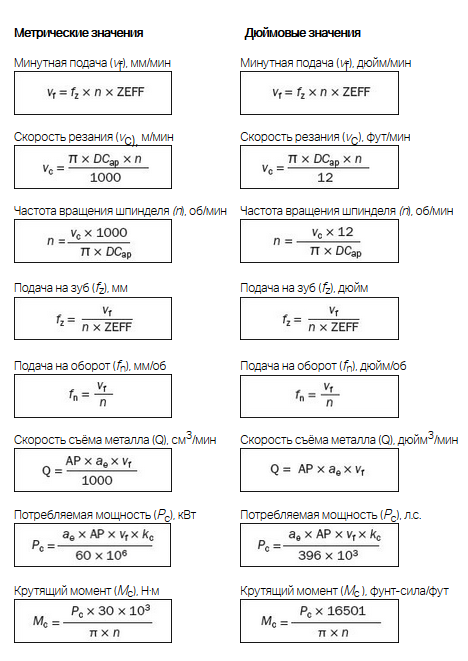
| Параметр | Значение | Метрические единицы | Дюймовые единицы |
| ae | Ширина фрезерования | мм | дюйм |
| ap | Осевая глубина резания | мм | дюйм |
| DCap | Диаметр резания при глубине резания ap | мм | дюйм |
| Dm | Обрабатываемый диаметр (диаметр детали) | мм | дюйм |
| fz | Подача на зуб | мм | дюйм |
| fn | Подача на оборот | мм/об | дюйм |
| N | Частота вращения шпинделя | об/мин | об/мин |
| vc | Скорость резания | м/мин | фут/мин |
| ve | Эффективная скорость резания | мм/мин | дюйм/мин |
| vf | Минутная подача | мм/мин | дюйм/мин |
| zc | Эффективное число зубьев | шт. | шт. |
| hex | Максимальная толщина стружки | мм | дюйм |
| hm | Средняя толщина стружки | мм | дюйм |
| kc | Удельная сила резания | Н/мм2 | Н/дюйм2 |
| Pc | Потребляемая мощность | кВт | л.с. |
| Mc | Крутящий момент | Н·м | фунт-сила/фут |
| Q | Скорость съёма металла | см3/мин | дюйм3/мин |
| KAPR | Главный угол в плане | град |
|
| PSIR | Угол в плане (дюйм.) |
|
град |
| BD | Диаметр корпуса | мм | дюйм |
| DC | Диаметр резания | мм | дюйм |
| LU | Рабочая длина | мм | дюйм |
Основные определения
-
Скорость резания, vc
Окружная скорость перемещения режущей кромки относительно заготовки.
-
Эффективная или фактическая скорость резания, ve
Окружная скорость на эффективном диаметре резания (DCap). Это значение необходимо для определения режимов резания при фактической глубине резания (ap). Это особенно важно при использовании фрез с круглыми пластинами, фрез со сферическим концом и всех фрез с большим радиусом при вершине, а также фрез с главным углом в плане менее 90 градусов.
-
Частота вращения шпинделя, n
Число оборотов фрезы, закрепленной в шпинделе, совершаемое за минуту. Этот параметр связан с характеристиками станка и вычисляется на основе рекомендованной скорости резания для данной операции.
-
Подача на зуб, fz
Параметр для расчёта минутной подачи. Подача на зуб определяется исходя из рекомендуемых значений максимальной толщины стружки.
-
Подача на оборот, fn
Вспомогательный параметр, показывающий, на какое расстояние перемещается инструмент за один полный оборот. Измеряется в мм/об и используется для расчёта минутной подачи и нередко является определяющим параметром в отношении чистовой обработки.
-
Минутная подача, vf
Её также называют скоростью подачи. Это скорость движения инструмента относительно заготовки, выражаемая в пройденном пути за единицу времени. Она связана с подачей на зуб и количеством зубьев фрезы. Число зубьев фрезы (zn) может превышать эффективное число зубьев (zc), то есть количество зубьев в резании, которое используется для определения минутной подачи. Подача на оборот (fn) в мм/об (дюйм/об) используется для расчёта минутной подачи и нередко является определяющим параметром в отношении чистовой обработки.
-
Максимальная толщина стружки, hex
Этот параметр связан с подачей на зуб (fz), шириной фрезерования (ae) и главным углом в плане (kr). Толщина стружки – важный критерий при выборе подачи на зуб для обеспечения наиболее высокой минутной подачи.


-
Средняя толщина стружки, hm
Полезный параметр для определения удельной силы резания, используемой для расчёта потребляемой мощности.
-
Скорость съёма металла, Q (cм3/мин)
Объём снятого металла в кубических миллиметрах в минуту (дюйм3/мин). Определяется на основе глубины и ширины резания и подачи.
-
Удельная сила резания, kct
Постоянная материала, используемая для расчёта мощности и выражаемая в Н/мм2
-
Время обработки, Tc (мин)
Отношение обрабатываемой длины (lm) к минутной подаче (vf).
-
Потребляемая мощность, Pc и КПД, ηmt
Характеристики станка, помогающие рассчитать потребляемую мощность и оценить возможность применения инструмента на данном оборудовании для данной операции обработки.


Методы фрезерования
-
Линейное врезание
Одновременное поступательное перемещение инструмента в осевом и радиальном направлениях.
-
Круговая интерполяция
Перемещение инструмента по круговой траектории при постоянной координате z.
-
Круговое фрезерование с врезанием под углом
Перемещение инструмента по круговой траектории с врезанием (винтовая интерполяция).
-
Фрезерование в одной плоскости
Фрезерование с постоянной координатой z.
-
Фрезерование с точечным контактом
Неглубокое радиальное врезание фрезами с круглыми пластинами или сферическим концом, при котором зона резания смещается от центра инструмента.
-
Профильное фрезерование
Формирование повторяющихся выступов при профильной обработке поверхностей сферическим инструментом.
Формулы для разных типов фрез
Формулы для фрез с прямой режущей кромкой

Формулы для фрез с с круглыми пластинами

Фрезы со сферическим концом

Винтовая интерполяция (по 3 осям) или круговая интерполяция (по 2 осям) — внутренняя обработка
Формулы
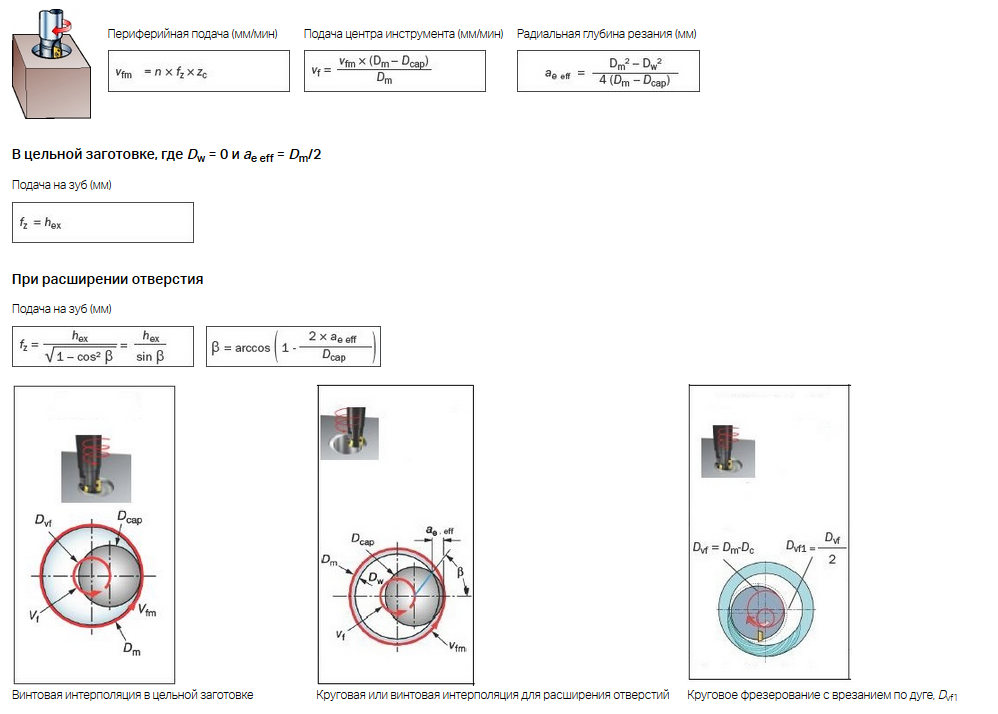
Винтовая интерполяция (по 3 осям) или круговая интерполяция (по 2 осям) — наружная обработка
Формулы
Параметры пластин для фрезерования
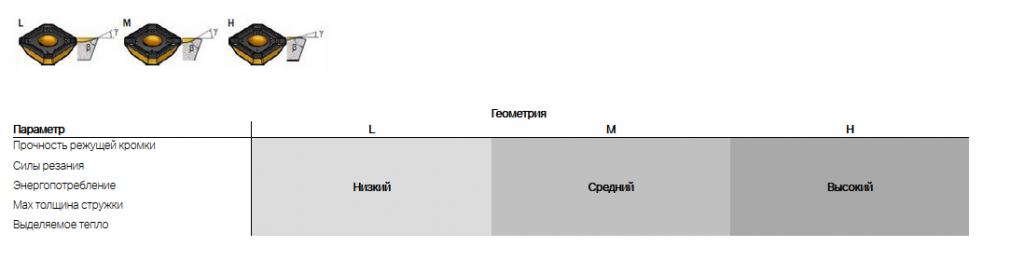
Геометрия пластин
Важными параметрами геометрии режущей кромки пластины являются:
- главный передний угол (γ)
- угол заострения (β)
Макрогеометрия создаётся для работы в лёгких, средних и тяжёлых условиях.
- Геометрия L (для лёгких условий) имеет более позитивную, но более слабую кромку (большой угол γ, маленький угол β)
- Геометрия H (для тяжёлых условий) имеет более прочную, но менее позитивную кромку (маленький угол γ, большой угол β)
Макрогеометрия влияет на многие параметры резания. Пластина с прочной кромкой может работать под большими нагрузками, но при этом создаёт большие силы резания, потребляет больше энергии и выделяет больше тепла. Оптимизированные геометрии имеют специальные буквенные обозначения по классификации ISO.
Конструкция вершины пластины
Самый важный для получения требуемого качества обработанной поверхности элемент режущей кромки – это параллельная фаска bs1 или, если применимо, выпуклая фаска Wiper bs2, или радиус при вершине rε.

Определения для фрез
-
Главный угол в плане (kr), град.
Главный угол в плане (kr) является основным геометрическим параметром фрезы, так как он определяет направление силы резания и толщину стружки.
-
Диаметр фрезы (Dc), мм
Диаметр фрезы (Dc) измеряется через точку (PK), где основная режущая кромка пересекается с параллельной фаской.
Наиболее информативный параметр – (Dcap) – эффективный диаметр резания при текущей глубине резания (ap), он используется для расчёта скорости резания. D3 – максимальный диаметр по пластинам, для некоторых типов фрез он равен Dc.

-
Глубина резания (ap), мм
Глубина резания (ap) – это расстояние между обработанной и необработанной поверхностями, измеряемое вдоль оси фрезы. Максимальное значение ap ограничивается, главным образом, размером пластины и мощностью станка.
При выполнении черновых операций существенное значение имеет величина передаваемого момента. На чистовых этапах обработки более важным становиться наличие или отсутствие вибраций.

-
Ширина фрезерования (ae), мм
Шириной фрезерования (ae) называют величину срезаемого припуска, измеренную в радиальном направлении. Данный параметр особенно важен при плунжерном фрезеровании. Максимальное значение ae также играет значимую роль при возникновении вибрации на операциях фрезерования в углах.
-
Ширина перекрытия (ae/Dc)
Ширина перекрытия (ae/Dc) – это отношение ширины фрезерования к диаметру фрезы.
-
Эффективное число зубьев фрезы (zc)
Данная величина используется для определения минутной подачи (vf) и производительности. Нередко это решающим образом влияет на эвакуацию стружки и стабильность обработки.

-
Число зубьев фрезы (zn)
Величина выбирается с учетом соблюдения условия равномерности процесса фрезерования. Именно количество заходов определяет вид фрезерования, группу материалов для обработки и её жесткость.
-
Шаг зубьев фрезы (u)
Для определённого диаметра фрезы можно выбрать различный шаг зубьев: крупный (L), нормальный (M), мелкий (H). Буква X в коде фрезы указывает на особо мелкий шаг зубьев

-
Неравномерный шаг зубьев фрезы
Означает, что расстояние между зубьями фрезы не одинаковое. Это очень эффективный способ свести к минимуму риск возникновения вибрации.






При создании статьи использованы справочники Sandvik
Каталог фрез по металлу на онлайн-выставке Enex: https://enex.market/catalog/Raskhodnye_materialy/metallorezhushchiy_instrument/frezy_po_metallu/.
Обновлено 2020-04-12 16:09:21
")
Режущий инструмент, инструментальная оснастка и приспособления / Cutting tools, tooling system and workholding
TUNGALOY | |
|||||
Силы резания возникающие при точении Расчет Удельная сила резания Характеристики различных обрабатываемых материалов Напряжения возникающие при изгибе и и893 Каталог TUNGALOY 2014 Металлорежущий инструмент и инструментальная оснастка Стр.15-5 |
|||||

Силы резания возникающие при точении Расчет Удельная сила резания Характеристики различных обрабатываемых материалов Напряжения возникающие при изгибе и и Силы резания возникающие при точении Расчет Удельная сила резания Характеристики различных обрабатываемых материалов Напряжения возникающие при изгибе и изгиб инструмента Данные из диаграммы основанные на экспериментальных значениях В случае определения упрощённым уравнением F kc ap f Сила резания (N) Удельная сила резания (N mm 2) (обратите внимание на таблицу ниже) Глубина резания (mm) Подача ( mm/rev) Пример расчет силы резания при точении высокоуглеродистой стали (JIS S55C) at f 0.2 mm/rev and ap 3 mm . F 3430 X 3 X 0.2 2058N Вычисление параметров мощности Po (kw) kcXapXVcXf 60X1000 Pc Требуемая полезная мощность (kW) kc Удельная сила резания (N mm 2) (обратите внимание на таблицу ниже) Vc Скорость резания (m/min) ap Глубина резания (mm) f Подача ( mm/rev) Характеристики материалов (kc) Обрабатываемые материал Прочность на разрыв (Mpa) Твердость (HB) Значение удельной силы резания от подачи kc (N mm 2) 0.04 ( mm/rev) 1 0.1 ( mm/rev) 1 0.2 ( mm/rev) 1 0.4 ( mm/rev) 1 1.0 ( mm/rev) SS400 S15C 390 100 3430 2840 2450 2080 1700 S35C S40C 590 170 4220 3490 2940 2500 2080 S50C SCr430 785 230 4900 4020 3430 2940 2400 SCM440 SNCM439 980 300 5390 4410 3780 3240 2650 SDK 1765(56HRC) 56HRC 8390 6870 5880 5000 4120 FC200 ( 160HB) 160 2550 1960 1630 1340 1030 FCD600 (200HB) 200 3330 2550 2110 1750 1340 Алюминиевый сплав (89HB) 89 1350 1130 950 810 670 Алюминий 1050 870 740 640 520 Магниевый сплав 390 390 390 390 390 Латунь 1080 1080 1080 1080 1080 Напряжение при изгибе и изгиб инструмента Квадратный хвостовик Круглый хвостовик Напряжение изгиба (1) Квадратный хвостовик (2) Круглый хвостовик 32XFXL S ( MPa ) it X Ds S Изгибное напряжение в хвостовике (MPa) F Режущая сила (N) L Длинна выноса инструмента (mm) b Ширина хвостовика (mm) h Высота хвостовика (mm) Ds Диаметр хвостовика (mm) E Модуль упругости материала хвостовика (MPa) Отклонение вершины резца (mm) (1) Квадратный хвостовик 8 (mm) 4 XFXL3 EXbXh3 (2) Круглый хвостовик (Справочные) значения E 8 (mm) 64 XFXL3 ЗХ 7Г XEX0Ds Материал MPa (N mm 2) kgf mm 2 Сталь 210000 21000 Твердый сплав 560000 620000 56000 62000 а S а 00 о 15-5 Технический указатель Токарные инструменты |
|||||
|
|
|||||
См.также / See also : |
|||||
| Соотношение твердостей Таблица / Hardness equivalent table | Аналоги марок стали / Workpiece material conversion table | ||||
| Отклонение размера детали / Fit tolerance table | Перевод оборотов в скорость / Surface speed to RPM conversion | ||||
| Диаметр под резьбу / Tap drill sizes | Виды резьбы в машиностроении / Thread types and applications | ||||
| Дюймы в мм Таблица / Inches to mm Conversion table | Современные инструментальные материалы / Cutting tool materials | ||||
Краткое справочное руководство Tungaloy по металлообработке на станках |
|||||
Каталог TUNGALOY 2014 Металлорежущий инструмент (Всего 968 стр.) |
|||||
| |
|||||
 890 Токарные инструменты Основы Название частей токарного резца Углы взаимного расположения инструмента и заготовки Эффект дополнительного угла в плане при то 890 Токарные инструменты Основы Название частей токарного резца Углы взаимного расположения инструмента и заготовки Эффект дополнительного угла в плане при то |
 891 Токарная обработка Основы Соотношение между силой и условиями резания в процессе обработки различных обрабатываемых материалов Серый чугун (HB130) Нержаве 891 Токарная обработка Основы Соотношение между силой и условиями резания в процессе обработки различных обрабатываемых материалов Серый чугун (HB130) Нержаве |
 892 Расчетные формулы для токарной обработки Расчет скорости резания от числа оборотов Vc Скорость резания (m/min) n Число оборотов (min ) D Диаметр рабочей д 892 Расчетные формулы для токарной обработки Расчет скорости резания от числа оборотов Vc Скорость резания (m/min) n Число оборотов (min ) D Диаметр рабочей д |
 894 Виды износа токарных пластин Разрешение проблем возникающих при точении Сплав инструмента Условия резания Геометрия режущего инструмента Выбрать более изн 894 Виды износа токарных пластин Разрешение проблем возникающих при точении Сплав инструмента Условия резания Геометрия режущего инструмента Выбрать более изн |
 895 Меры по устранению типичных проблем при токарной металлообработке Причина Условия резки и другое Деградирующая шероховатость поверхности обработанной заго 895 Меры по устранению типичных проблем при токарной металлообработке Причина Условия резки и другое Деградирующая шероховатость поверхности обработанной заго |
 896 896 |
TUNGALOY |
|||||
| |
|||||
") Каталог TUNGALOY 2017 Металлорежущий инструмент и оснастка (англ.яз. / ENG) (1348 страниц) |
|||||
") Каталог TUNGALOY 2016 Новый режущий инструмент (260 страниц) |
|||||
") Каталог TUNGALOY 2014 Металлорежущий инструмент (968 страниц) |
") Каталог TUNGALOY 2009 Металлорежущий инструмент (555 страниц) |
") Каталог TUNGALOY 2008 Режущий инструмент для станков (376 страниц) |
") Каталог TUNGALOY 2007 Режущий инструмент (англ.яз. / ENG) (520 страниц) |
||
|
Каталоги инструмента и оснастки для металлообработки на станках / |
|||||
|
— — |
Lab2U |
Catalogs |
Tap drill sizes |
Speed to RPM |
Material table
Разработчики сайта / Developers of site
|
Поиск на сайте Lab2u.ru с помощью поисковых систем ЯНДЕКС, BING, GOOGLE:
|
||||
|
|
|