Измерение угла
профиля резьбового изделия производится
отдельно по двум половинам для того,
чтобы проверить не только правильность
самого угла, но и перпендикулярность
биссектрисы угла профиля к оси резьбы.
Чтобы исключить
ошибки измерения вследствие несовпадения
оси резьбы с осью продольного перемещения
каретки, половины угла следует измерять
в одном осевом сечении, но с двух сторон.
При этом наклона колонки микроскопа не
должно быть.
При нулевом
положении штриховой сетки центральная
пунктирная линия направлена перпендикулярно
к линии центров и проходит через вершину
профиля, градусная шкала окулярной
головки показывает нуль минут. При
совмещении с помощью маховичка центральной
пунктирной линии с одной стороной
профиля, получают по градусной шкале
значение половины угла профиля, а при
совмещении со второй стороной – (360 –
/2).
Результаты измерений заносят в таблицу
6.2.

Измерение угла
профиля резьбового изделия
![]() =
=![]() =
=
_____
![]() =
=![]() =
=
_____
![]() =
=![]() =
=
_____
![]() =
=![]() =
=
_____
![]() =
=![]() =
=
_____
Для метрической
резьбы /2ном
= 30°.
Таблица 6.2
|
Результаты |
Средняя |
|||||||
|
по |
по |
|||||||
|
(I) 2 |
(II) 2 |
лев. 2 |
лев. 2 |
(III) 2 |
(IV) 2 |
пр. 2 |
пр. 2 |
2 |
3. Измерение наружного и внутреннего диаметров
Перемещая поперечную
каретку, совмещают центральную пунктирную
линию штриховой сетки, установленной
в нулевое положение, с вершинами профиля
резьбы и делают отсчет по шкале отсчетного
микроскопа 16 (поперечного хода). Затем
ту же штриховую линию перемещают на
противоположную сторону изображения
резьбы, совмещают с вершинами профиля
и делают второй отсчет. Разность отсчетов
дает действительное значение наружного
диаметра.
По ГОСТ 16093-2004
находят допускаемые отклонения наружного
диаметра и, сравнивая действительное
значение наружного диаметра с предельными
диаметрами, дают заключение о годности
резьбы по этому диаметру. Внутренний
диаметр измеряется аналогично наружному.
Результаты измерения заносят в таблицу
6.3.
4. Измерение среднего диаметра резьбы
Колонка микроскопа
наклоняется на угол подъема резьбы в
сторону наклона витков. Действуя
маховичком и используя продольные и
поперечные перемещения, добиваются
совпадения центральной пунктирной
линии сетки с одной из боковых сторон
профиля (правой или левой). Перекрестие
при этом располагается по середине
стороны профиля. При этом положении
прибора записывают по отсчетному
микроскопу первое показание. Затем
перемещают поперечную каретку до
появления в поле зрения диаметрально
противоположной параллельной образующей
профиля и закрепляют каретку винтом,
наклоняют колонку микроскопа в обратную
сторону на угол подъема резьбы. Микровинтом
точной подачи поперечной каретки вновь
добиваются совмещения центральной
пунктирной линии сетки с образующей
профиля резьбы и снимают второе показание,
разность показаний дает измеренный
средний диаметр резьбы.
Для исключения
ошибки, полученной за счет погрешностей
установки резьбы, измерение среднего
диаметра ведут как по левой, так и по
правой сторонам профиля резьбы и по ним
определяют средний арифметический
размер:
![]()
Результаты измерения
заносят в таблицу 6.3.
По ГОСТ 16093-2004
находят допускаемые отклонения среднего
диаметра и, сравнивая действительный
измеренный размер и приведенный средний
диаметр с предельными размерами, дают
заключение о годности резьбы по данному
диаметру.
Таблица 6.3
|
Диаметры |
Отсчеты |
Размеры |
Предельные |
Заключение |
||||
|
1-ый |
2-ой |
измерен- ный |
номиналь- ный |
наиб. |
наим. |
|||
|
Наружный |
||||||||
|
Внутренний |
||||||||
|
Средний |
d2пр. |
|||||||
|
d2лев. |
По ГОСТ 16093-2004
находят допускаемые отклонения среднего
диаметра и, сравнивая действительный
измеренный размер и приведенный средний
диаметр с предельными размерами, дают
заключение о годности резьбы по данному
диаметру.
|
___________ дата выполнения ___________ подпись |
___________ дата защиты ___________ подпись |
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Навигация по странице
- резьба метрическая
- резьба трубная
Метрическая резьба является наиболее распространенной. Находит применение при изготовлении
метизов, валов, фитингов рукавов высокого давления, деталей приборов, деталей средств измерения и др.
Профиль резьбы — это сечение витка резьбы плоскостью, проходящей через ось
цилиндра, на котором образована резьба. Профиль метрической резьбы является треугольным с углом профиля 60°.
Резьбы бывают однозаходными и многозаходными. Однозаходные резьбы характеризуются шагом,
многозаходные — шагом и ходом. Шаг резьбы — это расстояние между соседними витками.
Ход резьбы — это расстояние между витками одного захода. Ход равен расстоянию, на которое
переместится по оси болт или гайка за один оборот. Ход равен шагу, умноженному на число заходов резьбы. Ход и
шаг однозаходной резьбы равны.

Также резьбы могут быть правыми и левыми.
Резьба характеризуется еще таким параметром, как угол подъема резьбы. Этот угол определяют
по формуле:
σ = arctg(S/(π*d2))
где S — ход резьбы, мм;
d2 — средний диаметр резьбы, мм.
Метрическая резьба является наиболее распространенной. Находит применение при изготовлении
метизов, валов, фитингов рукавов высокого давления, деталей приборов, деталей средств измерения и др.
Профиль метрической резьбы является треугольным с углом профиля 60°.
С помощью калькулятора ниже вы сможете рассчитать параметры резьбы по
ГОСТ 24705-2004.
Данный ГОСТ определяет параметры резьбы метрической цилиндрической общего назначения с углом профиля α = 60°.
d 3 используется для расчетов на прочность. Так же необходимо при расчетах учитывать
верхнее отклонение среднего диаметра по ГОСТ 16093-2004.
Диаметры отверстий под резьбы можно посмотреть в ГОСТ 19257-73

Трубная цилиндрическая резьба применяется в трубопроводах, цилиндрических
резьбовых соединениях (в том числе в соединениях наружной трубной конической с внутренней трубной цилиндрической).
Профиль трубной резьбы по ГОСТ 6357-81 является треугольным с углом профиля 55°.
С помощью калькулятора ниже вы сможете рассчитать параметры резьбы по
ГОСТ 6357-81.
Данный ГОСТ определяет параметры резьбы трубной цилиндрической с углом профиля α = 55°, а также
допуски на нее.
Числовые значения наружных диаметров эмпирические.

наружный диаметр резьбы
Отделяйте целые дюймы от дробных пробелом
D=d, мм
Наружный диаметр резьбы в дюймах по ГОСТ 6357-81:
1/16, 1/8, 1/4, 3/8, 1/2, 5/8, 3/4, 7/8, 1, 1 1/8,
1 1/4, 1 3/8, 1 1/2, 1 3/4, 2, 2 1/4, 2 1/2, 2 3/4, 3, 3 1/4, 3 1/2, 3 3/4, 4, 4 1/2, 5, 5 1/2, 6. 6 дюймов это максимальная резьба по ГОСТ 6357-81″.
![]()
Новый онлайн видеокурс «SolidWorks. С нуля до профессионала» всего за 11 000!!!
Разъемные соединения. Резьба
По вопросам репетиторства по инженерной графике (черчению), вы можете связаться любым удобным для вас способом в разделе Контакты. Возможно очное и дистанционное обучение по Skype: 1250 р./ак.ч.
Введение
Детали в машинах и механизмах каким-либо образом соединены друг с другом. Данные соединения выполняют различные функции. Соединения делят на два типа: подвижные и неподвижные, которые, в свою очередь подразделяются на разъемные и неразъемные.
Разъемными называют соединения, повторная сборка и разборка которых возможна без повреждения (разрушения) их составных частей. К ним относятся резьбовые, шпоночные, штифтовые, шлицевые и другие виды соединений.
5.1 Резьбы
Резьба — поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности.
5.1.1 Классификация
По назначению резьбы делятся на крепежные (в неподвижном соединении) и ходовые или кинематические (в подвижном соединении). Часто крепежные резьбы несут в себе вторую функцию — уплотнения резьбового соединения, обеспечения его герметичности.
В зависимости от формы поверхности, по которой нарезается резьба, она может быть цилиндрической или конической.
В зависимости от расположения поверхности резьба может быть наружной (нарезанная на стержне) или внутренней (нарезанная в отверстии).
В зависимости от формы профиля различают резьбу треугольную, трапециевидную, прямоугольную, круглую, специальную.
Треугольная резьба подразделяется на метрическую, трубную, коническую дюймовую, трапециевидная резьба — на трапецеидальную, упорную, упорную усиленную.
По величине шага различают резьбу крупную, мелкую и специальную.
По числу заходов резьбы делятся на однозаходные и многозаходные.
По направлению винтовой линии различают резьбу правую (нитка резьбы нарезается по часовой стрелке) и левую (нитка резьбы нарезается против часовой стрелки).
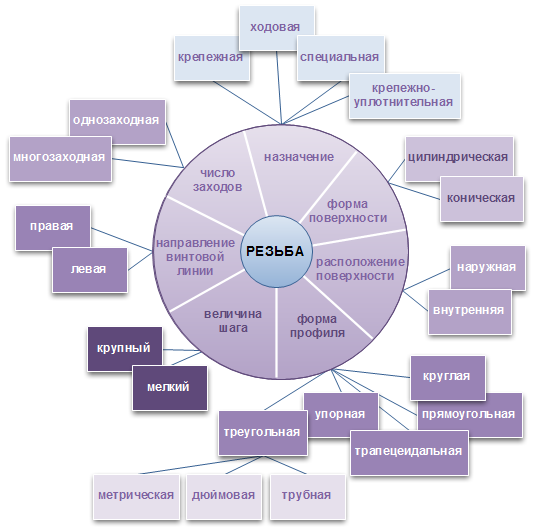
Рисунок 5.1 — Классификация резьб
5.1.2 Профили и параметры резьбы
5.1.2.1 Профили резьбы
Резьба образуется при винтовом движении некоторой плоской фигуры, задающей так называемый профиль резьбы, расположенной в одной плоскости с осью поверхности вращения (осью резьбы).
Профили резьбы характеризуются следующими особенностями:
-
- метрическая резьба имеет профиль в виде равностороннего треугольника с углом при вершине 600 (Рисунок 5.2). Метрическая резьба бывает цилиндрической и конической;
-
- трубная резьба имеет профиль в виде равнобедренного треугольника с углом при вершине 550 (Рисунок 5.2). Трубная резьба также может быть цилиндрической и конической;
-
- коническая дюймовая резьба имеет профиль в виде равностороннего треугольника (Рисунок 5.2);
-
- круглая резьба имеет профиль в виде полуокружности;
-
- трапецеидальная резьба имеет профиль в виде равнобочной трапеции с углом 300 между боковыми сторонами (Рисунок 5.2);
-
- упорная резьба имеет профиль не равнобочной трапеции с углом наклона рабочей стороны 30 и нерабочей – 300 (Рисунок 5.2);
-
- прямоугольная резьба имеет профиль в виде прямоугольника (Рисунок 5.2). Резьба не стандартизована.
Рисунок 5.2 — Типы и параметры резьб
5.1.2.2 Параметры резьбы
Диаметр резьбы (d) — диаметр поверхности, на которой будет образована резьба.
Шаг резьбы (Р) — расстояние по линии, параллельной оси резьбы между средними точками ближайших одноименных боковых сторон профиля резьбы, лежащими в одной осевой плоскости по одну сторону от оси вращения (ГОСТ 11708-82).
Ход резьбы — относительное осевое перемещение детали с резьбой за один оборот, равное произведению nР, где n – число заходов резьбы. У однозаходной резьбы ход равен шагу.
Резьбу, образованную движением одного профиля, называют однозаходной, образованную движением двух, трех и более одинаковых профилей, называют многозаходной (двух-, трехзаходной и т.д.).
5.1.3 Назначение резьбы и ее элементы
| Тип резьбы | Буквенное обозначение | Назначение |
|---|---|---|
| Метрическая | М… | Резьба общего назначения, стандартные крепежные изделия |
| Метрическая коническая | МК… | Приборостроение |
| Трапецеидальная | Tr… | Ходовые винты, передающие возвратно-поступательное движение |
| Упорная | S… | Механизмы с большим осевым усилием (винтовые прессы, домкраты) |
| Трубная цилиндрическая | G… | Соединение труб, фитинги, вентили |
| Трубная коническая | R… (наружная) Rc… (внутренняя) |
Соединение труб при больших давлениях и температурах (повышенная герметичность) |
| Круглая для электротехнической арматуры | E… | Патроны, цоколи |
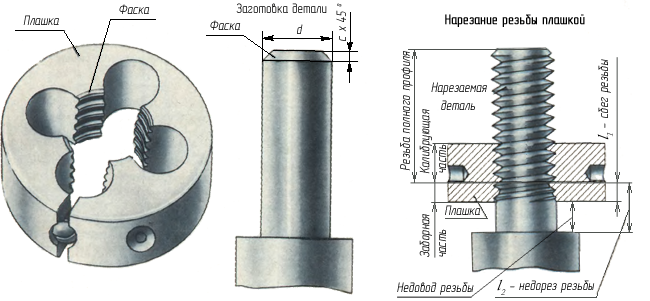
В зависимости от условий и характера производства выполнение резьбы может осуществляться различными способами и инструментами. Для изготовления большинства стандартизованных резьб широко применяется нарезание резьбы плашками или метчиками.
Плашка применяется для нарезания наружной резьбы на заранее подготовленной заготовке детали, диаметр которой определяется диаметром и шагом нарезаемой резьбы.
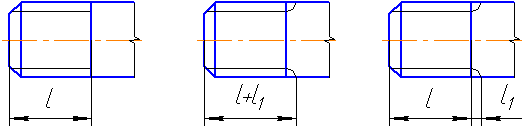
Рабочая (режущая) поверхность плашки имеет коническую заборную часть (фаску) и цилиндрическую калибрующую часть, обеспечивающую нарезание резьбы необходимого размера. В результате наличия заборной части на нарезаемом стержне в конце резьбы остается участок l1 с постепенно уменьшающимся по высоте профилем (Рисунок 5.3, в). Этот участок с неполной резьбой называется сбегом резьбы. Резьба полного профиля, определяемая калибрующей частью плашки, заканчивается на стержне там, где начинается сбег резьбы. В случае, когда нарезаемая часть стержня ограничивается какой-либо опорной поверхностью (буртиком, головкой, заплечиком и т.п.), при нарезании резьбы плашка (во избежание поломки) обычно не доводится до упора в эту поверхность.
При этом на стержне остается участок, называемый недоводом резьбы. Сбег плюс недовод образуют недорез резьбы l2 (Рисунок 5.3, в).
 |
||
| а | б | в |
Рисунок 5.3 — Нарезание резьбы на стержне
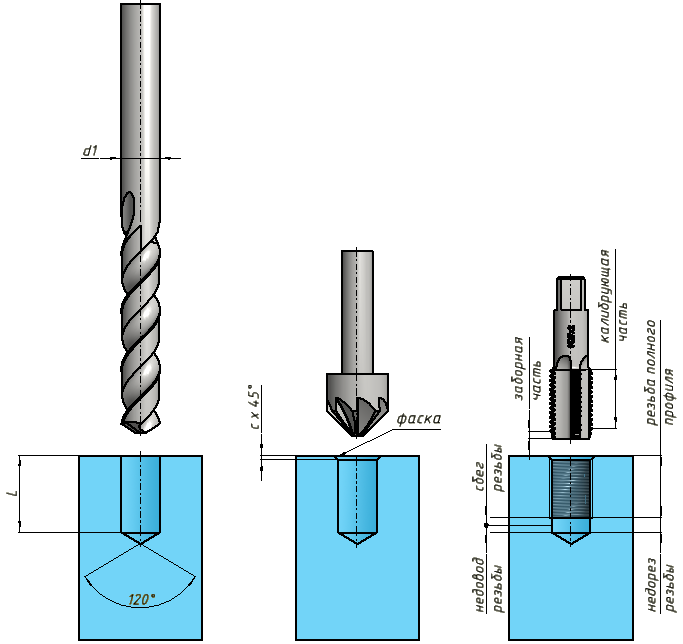
Метчик (Рисунок 5.4) применяется для нарезания внутренней резьбы в заранее просверленном отверстии, диаметр d1 которого выбирается в зависимости от шага и диаметра нарезаемой резьбы (см. таблицу 5.2. (ГОСТ 19257-73. Отверстия под нарезание метрической резьбы)).
| Номинальный диаметр резьбы, d | Шаг резьбы, Р | Диаметр сверла, d1 | Номинальный диаметр резьбы, d | Шаг резьбы, Р | Диаметр сверла, d1 |
|---|---|---|---|---|---|
| 1 | 0,2 | 0,80 | 10 | 0,5 | 9,50 |
| 0,25 | 0,75 | 0,75 | 9,25 | ||
| 1,1 | 0,2 | 0,90 | 1 | 9,00 | |
| 0,25 | 0,85 | 1,25 | 8,80 | ||
| 1,2 | 0,2 | 1,00 | 1,5 | 8,50 | |
| 0,25 | 0,95 | 11 | 0,5 | 10,50 | |
| 1,4 | 0,2 | 1,20 | 0,75 | 10,25 | |
| 0,3 | 1,10 | 1 | 10,00 | ||
| 1,6 | 0,2 | 1,40 | 1,25 | 9,50 | |
| 0,35 | 1,25 | 12 | 0,5 | 11,50 | |
| 1,8 | 0,2 | 1,60 | 0,75 | 11,25 | |
| 0,35 | 1,45 | 1 | 11,00 | ||
| 2 | 0,25 | 1,75 | 1,25 | 10,80 | |
| 0,4 | 1,60 | 1,5 | 10,50 | ||
| 2,2 | 0,25 | 1,95 | 1,75 | 10,20 | |
| 0,45 | 1,75 | 14 | 0,5 | 13,50 | |
| 2,5 | 0,35 | 2,15 | 0,75 | 13,25 | |
| 0,45 | 2,05 | 1 | 13,00 | ||
| 3 | 0,35 | 2,65 | 1,25 | 12,80 | |
| 0,5 | 2,50 | 1,5 | 12,50 | ||
| 3,5 | 0,35 | 3,15 | 2 | 12,00 | |
| 0,6 | 2,90 | 15 | 1 | 14,00 | |
| 4 | 0,5 | 3,50 | 1,5 | 13,50 | |
| 0,7 | 3,30 | 16 | 0,5 | 15,50 | |
| 4,5 | 0,5 | 4,00 | 0,75 | 15,25 | |
| 0,75 | 3,75 | 1 | 15,00 | ||
| 5 | 0,5 | 4,5 | 1,5 | 14,50 | |
| 0,8 | 4,20 | 2 | 14,00 | ||
| 5,5 | 0,5 | 5,00 | 17 | 1 | 16,00 |
| 6 | 0,5 | 5,50 | 1,5 | 15,50 | |
| 0,75 | 5,25 | 18 | 0,5 | 17,50 | |
| 1 | 5,00 | 0,75 | 17,25 | ||
| 7 | 0,5 | 6,50 | 1 | 17,00 | |
| 0,75 | 6,25 | 1,5 | 16,50 | ||
| 1 | 6,00 | 2 | 16,00 | ||
| 8 | 0,5 | 7,50 | 2,5 | 15,50 | |
| 0,75 | 7,25 | 20 | 0,5 | 19,50 | |
| 1 | 7,00 | 0,75 | 19,25 | ||
| 1,25 | 6,80 | 1 | 19,00 | ||
| 9 | 0,5 | 8,50 | 1,5 | 18,50 | |
| 0,75 | 8,25 | 2 | 18,00 | ||
| 1 | 8,00 | 2,5 | 17,50 | ||
| 1,25 | 7,80 |
 |
||
| а | б | в |
Рисунок 5.4 — Нарезание резьбы в отверстии
На Рисунке 5.4 представлено глухое (несквозное) отверстие. На его дне изображено коническое углубление, остающееся от сверла. Угол при вершине конуса условно принимается равным 1200, а размеры его на чертежах не наносятся.
До нарезания резьбы на конце стержня (при наружной резьбе) и в начале отверстия (при внутренней резьбе) выполняются фаски, коническая поверхность которой образует с осью угол 450. Фаска предохраняет крайние витки от повреждений, упрощает процесс нарезания резьбы, облегчает соединение между собой резьбовых деталей. Величина фасок определяется величиной шага резьбы (Таблица 5.3).
У метчика, как и у плашки, имеется коническая заборная часть и калибрующая часть. При нарезании резьбы метчиком будет иметь место сбег резьбы, определяемый заборной частью метчика, и резьба полного профиля. При нарезании резьбы в глухом отверстии метчик (во избежание его поломки) не доводится до упора в дно отверстия, поэтому будет иметь место недовод резьбы и, следовательно, недорез резьбы как сумма сбега и недовода резьбы.
| Размеры, мм | |||||||
|---|---|---|---|---|---|---|---|
| Шаг резьбы (Р) | 0,75 | 0,8 | 1,0 | 1,25 | 1,5 | 1,75 | 2,0 |
| Глубина фаски | 1,0 | 1,0 | 1,0 | 1,6 | 1,6 | 1,6 | 2,0 |
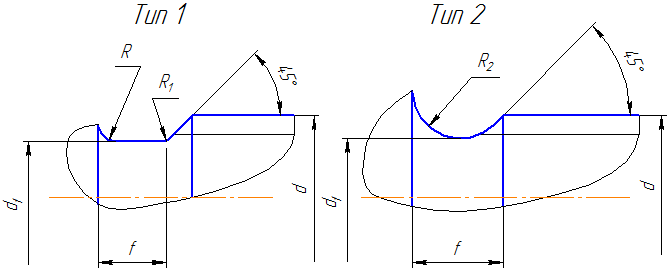
Если требуется изготовить резьбу полного профиля, без сбега, то для вывода резьбообразующего инструмента делают проточку, диаметр которой для наружной резьбы должен быть немного меньше внутреннего диаметра резьбы (Рисунок 5.5, а), а для внутренней резьбы — немного больше наружного диаметра резьбы (Рисунок 5.5, б).
Размеры фасок, сбегов, недорезов, проточек стандартизованы ГОСТ 10549-80* — Выход резьбы. Сбеги, недорезы, проточки и фаски и ГОСТ 27148-86 — Изделия крепежные. Выход резьбы. Сбеги, недорезы, проточки. Размеры.
 |
|
| а | б |
Рисунок 5.5 — Наружная и внутренняя проточки
 |
|||||||||||
| Шаг резьбы P | Проточка | Фаска z | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Тип 1 | Тип 2 | df | при сопряжении с внутренней резьбой с проточкой типа 2 | для всех других случаев | |||||||
| нормальная | узкая | ||||||||||
| f | R | R 1 | f | R | R 1 | f | R 2 | ||||
| 0 ,2 | — | — | — | — | — | — | — | — | — | — | 0 ,2 |
| 0 ,25 | |||||||||||
| 0 ,3 | |||||||||||
| 0 ,35 | d — 0 ,6 | 0 ,3 | |||||||||
| 0 ,4 | 1 ,0 | 0 ,3 | 0 ,2 | ||||||||
| 0 ,45 | |||||||||||
| 0 ,5 | 1 ,6 | 0 ,5 | 0,3 | 1 ,0 | 0 ,3 | 0 ,2 | 0 ,5 | ||||
| 0 ,6 | |||||||||||
| 0 ,7 | 2 ,0 | 1 ,6 | 0,5 | 0,3 | |||||||
| 0 ,75 | d — 1,2 | 1 ,0 | |||||||||
| 0 ,8 | 3,0 | 1 ,0 | 0 ,5 | ||||||||
| 1 | 2 ,0 | 3 ,6 | 2 ,0 | ||||||||
| 1,25 | 4 ,0 | 2 ,5 | 1 ,0 | 0 ,5 | 4 ,4 | 2 ,5 | 1 ,6 | ||||
| 1 ,5 | 4,6 | ||||||||||
| 1,75 | 5 ,4 | 3 ,0 | 3 ,5 | ||||||||
| 2 | 5 ,0 | 1 ,6 | 3,0 | 5 ,6 | |||||||
| 2 ,5 | 6 ,0 | 1 ,0 | 4 ,0 | 7 ,3 | 4 ,0 | 2 ,5 | |||||
| 3 | 7 ,6 | ||||||||||
| 3 ,5 | 8 ,0 | 2 ,0 | 5 ,0 | 1 ,6 | 10 ,2 | 5 ,5 | |||||
| 4 | 10,3 | 3,0 | |||||||||
| 4 ,5 | 10 ,0 | 3 ,0 | 6 ,0 | 1 ,0 | 12 ,9 | 7 ,0 | |||||
| 5 | 13 ,1 | 10 ,5 | 4 ,0 | ||||||||
| 5 ,5 | 12 ,0 | 8 ,0 | 2 ,0 | 15,0 | 8 ,0 | ||||||
| 6 | 16 ,0 | 8 ,5 |
5.1.4 Изображение и обозначение резьбы на чертежах
Правила изображения и нанесения обозначения резьбы на чертежах устанавливает ГОСТ 2.311-68*.
Резьбу изображают:
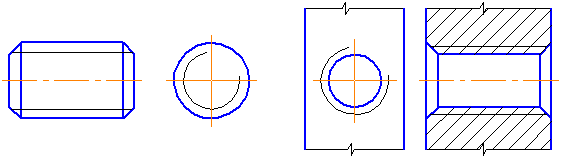
а) на стержне – сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими линиями – по внутреннему диаметру на всю длину резьбы, включая фаску. На изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, по внутреннему диаметру резьбы проводят дугу сплошной тонкой линией, равную 3/4 окружности, разомкнутую в любом месте, но не по осям (Рисунок 5.6, а);
б) в отверстии – сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими линиями – по наружному диаметру. На изображениях, полученных проецированием на плоскость, перпендикулярную к оси отверстия, по наружному диаметру резьбы проводят дугу сплошной тонкой линией, равную 3/4 окружности, разомкнутую в любом месте (Рисунок 5.6,б).
 |
|
| а | б |
Рисунок 5.6 — Изображение резьбы на чертежах: наружная — на стержне (а), внутренняя — в отверстии (б)
Сплошную тонкую линию на изображении резьбы наносят на расстоянии не менее 0,8 мм от основной линии и не более величины шага резьбы. Линию, определяющую границу резьбы, наносят на стержне и в отверстии с резьбой в конце полного профиля резьбы (до начала сбега). Границу резьбы проводят до линии наружного диаметра резьбы и изображают сплошной основной или штриховой линией, если резьба изображена как невидимая (Рисунок 5.7, 5.8), где lст — длина стержня на которой нарезается резьба, lсв — глубина сверления отверстия под резьбу.
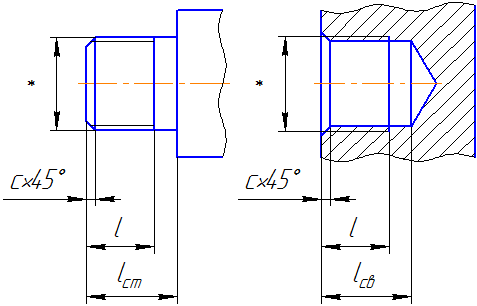
Рисунок 5.7 — Изображение видимой границы резьбы
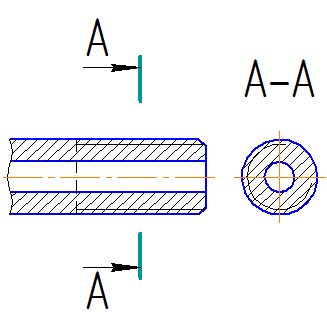
Рисунок 5.8 — Изображение невидимой границы резьбы
Штриховку в разрезах и сечениях проводят до линии наружного диаметра резьбы на стержнях и до линии внутреннего диаметра в отверстии, т.е. в обоих случаях до сплошной основной линии.
Размер длины резьбы с полным профилем (без сбега l) на стержне и в отверстии указывают, как показано на Рисунке 5.7, 5.9.
При необходимости указания величины сбега на стержне размеры наносят, как показано на Рисунке 5.9,в. Сбег резьбы изображают сплошной тонкой линией, проведенной либо по радиусу, либо отрезком примерно под углом 300 (Рисунки 5.9,б).
 |
||
| а | б | в |
Рисунок 5.9 — Изображение сбега резьбы, размер длины резьбы
Недорез резьбы, выполненной до упора, изображают как показано на Рисунке 5.7. Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную к оси стержня или отверстия, не изображают (Рисунки 5.6, а, б). Сплошная тонкая линия изображения резьбы на стержне должна пересекать линию границы фаски.
На разрезах резьбового соединения в изображении на плоскости, параллельной к его оси, в отверстии показывают только часть резьбы, которая не закрыта резьбой стержня (Рисунки 5.10).
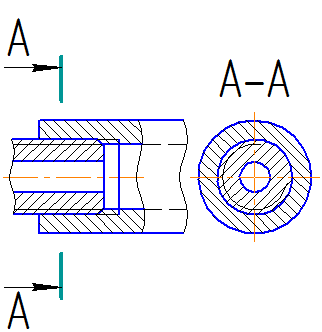
Рисунок 5.10 — Изображение резьбового соединения
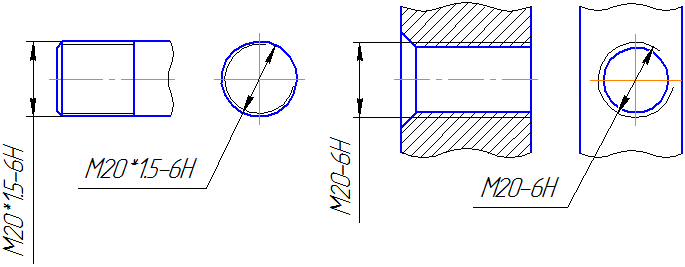
Обозначения резьбы указывают по соответствующим стандартам на размеры и предельные отклонения резьбы и относят их для всех резьб, кроме конических и трубной цилиндрической, к наружному диаметру, как показано на Рисунках 5.4, 5.11.
 |
|
| а | б |
Рисунок 5.11 — Нанесение размеров на резьбу
Обозначение конических резьб и трубной цилиндрической резьбы наносят, как показано на Рисунке 5.12.
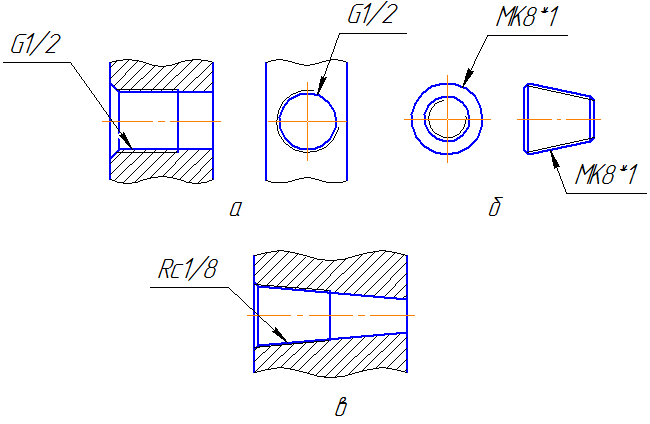
Рисунок 5.12 — Нанесение размеров на трубную и коническую резьбы
5.1.5 Крепежные резьбы
5.1.5.1 Резьба метрическая
Метрическая резьба наиболее широко используется в технике.
Профиль резьбы (Рисунок 5.2) установлен в ГОСТ 9150-81; основные размеры (номинальные значения) наружного, среднего и внутреннего диаметров резьбы – в ГОСТ 24705-2004; диаметры и шаги — ГОСТ 8724-81 (Приложение А) — см. таблицу 5.6.
В условное обозначение входит буква М. Метрическую резьбу выполняют с крупным (единственным для данного диаметра резьбы) и мелкими шагами, которых для данного диаметра может быть несколько. Поэтому в обозначении метрической резьбы крупный шаг не указывают, а мелкий указывают обязательно.
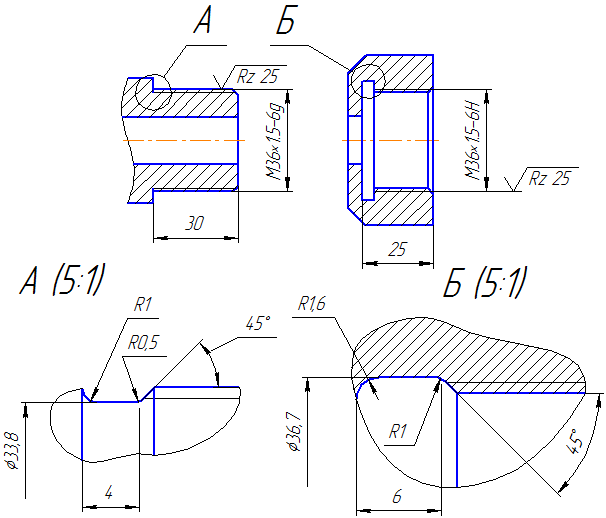
Обозначение: М20х1,5-6g – метрическая наружная резьба (на стержне) диаметром 20 мм с мелким шагом, равным 1,5 мм (рис. 5.11, а); М20 LH-6g – то же левая, с крупным шагом; М20х1,5 LH-6g – то же с мелким шагом; М20-6Н – внутренняя резьба (в отверстии) с крупным шагом (рис. 5.11, б). Указание поля допуска резьбы обязательно.
5.1.5.2 Резьба метрическая коническая
Метрическая коническая резьба (ГОСТ 25229-82) применяется для соединения трубопроводов.
Обозначение: МК8*1 — метрическая коническая диаметром 8 мм, измеряемым в основной плоскости и шагом 1 мм (рис. 5.12, б).
5.1.5.3 Резьба трубная цилиндрическая
Трубную цилиндрическую резьбу по ГОСТ 6357-81 применяют на водогазопроводных трубах, частях для их соединения (муфтах, угольниках, крестовинах и т.д.), трубопроводной арматуре (задвижках, клапанах и т.д.).
Профиль трубной цилиндрической резьбы представлен на Рисунке 5.2.
В условное обозначение входит буква G, размер резьбы в дюймам, класс точности среднего диаметра резьбы – А или В (менее точный) и длина свинчивания в мм, если она превосходит нормальную, установленную стандартом.
Пример: G 1/2 (рис. 5.12, а), G 1/4-А, G 1/2 LH-А, G 3/8-А-20.
Если для метрической резьбы указываемый в обозначении размер диаметра соответствует его действительному размеру (без учета допуска), то в трубной резьбе указываемый в обозначении ее размер в дюймах приблизительно равен условному проходу трубы (номинальному внутреннему диаметру, по которому рассчитывают ее пропускную способность), переведенному в дюймы.
Например, G1 обозначает размер трубной резьбы, нарезанной на наружной поверхности трубы, имеющей условный проход в 25 мм, т.е. примерно 1 дюйм. Фактически наружный диаметр трубы равен 33,249 мм, т.е. больше на две толщины стенки трубы — таблица 5.5.
Поэтому обозначение размера трубной резьбы наносят на полке линии-выноски (Рисунок 5.13).
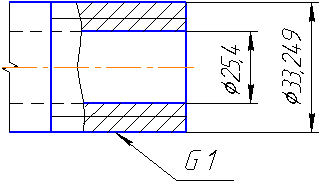
Рисунок 5.13 — Обозначение трубной резьбы
| Размер резьбы, дюйм | 1/4 | 3/8 | 1/2 | 3/4 | 1 | 1 ? |
|---|---|---|---|---|---|---|
| Условный проход, мм | 9 | 10 | 15 | 20 | 25 | 40 |
| Наружный диаметр трубы, мм | 13,5 | 17,0 | 21,3 | 26,8 | 33,5 | 48,0 |
| Наружный диаметр резьбы, мм | 13,16 | 16,67 | 20,96 | 26,44 | 33,25 | 47,80 |
5.1.5.4 Резьба трубная коническая
Трубную коническую резьбу по ГОСТ 6211-81 применяют в соединениях труб при больших давлениях и температуре, когда требуется повышенная герметичность соединения.
Профиль резьбы см. на Рисунке 5.2. Так как диаметр конической резьбы непрерывно меняется, то ее размер относят к сечению в основной плоскости (примерно посередине длины наружной резьбы). В этом сечении диаметр конической резьбы равен диаметру трубной цилиндрической резьбы (Рисунок 5.14). Положение основной плоскости указывается на рабочем чертеже (берется из стандарта).
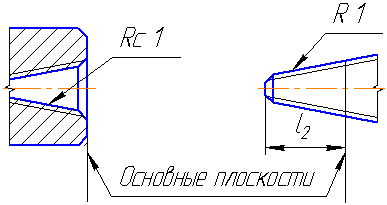
Рисунок 5.14 — Обозначение трубной конической резьбы
Наружная резьба обозначается буквой R, внутренняя – Rc.
В обозначение трубной конической резьбы входит буква R(Rc) и размер в дюймах без указания размерности.
Пример: R 1 1/2 LH — наружная левая, Rс 1/8 – внутренняя (рис. 5.12, в).
5.1.5.5 Резьба коническая дюймовая
Коническую дюймовую резьбу (ГОСТ 6111-52) применяют в соединениях топливных, масляных, водяных, воздушных трубопроводов машин и станков при невысоких давлениях.
Профиль резьбы представлен на Рисунке 5.2.
Обозначение состоит из буквы К и размера резьбы в дюймах с указанием размерности, наносится на полке линии-выноски, как и у трубных резьб.
Пример: К 3/4″ ГОСТ 6111-52.
5.1.5.6 Резьба круглая
Круглую резьбу применяют для шпинделей вентилей смесителей по ГОСТ 19681-94 (Арматура санитарно-техническая водоразборная) и водопроводных кранов по ГОСТ 20275-74.
В обозначение круглой резьбы входят буквы Кр, номинальный диаметр резьбы в мм, шаг резьбы в мм и ГОСТ 13536-68.
Пример: Кр 12х2,54 ГОСТ 13536-68, где 2,54 – шаг резьбы в мм, 12 – номинальный диаметр резьбы в мм. ГОСТ 13536-68 определяет профиль, основные размеры и допуски круглой резьбы.
5.1.6 Ходовые резьбы
5.1.6.1 Резьба трапецеидальная
Применяется на винтах, передающих возвратно-поступательное движение и осевое усилие. Резьба бывает однозаходной и многозаходной.
Профиль резьбы представлен на Рисунке 5.2.
Основные размеры, диаметры, шаги, допуски однозаходной резьбы стандартизованы соответственно ГОСТ 24737-81, 24738-81, 9562-81.
Для многозаходной резьбы эти параметры находятся в ГОСТ 24739-81*.
Условное обозначение однозаходной резьбы состоит из букв Тr, значения номинального диаметра резьбы, шага, поля допуска.
Пример: Тr 40х6-8е – трапецеидальная однозаходная наружная резьба диаметром 40 мм с шагом 6 мм, Тr 40х6-8е-85 – то же длина свинчивания 85 мм, Тr 40х6LH-7Н – то же для внутренней левой.
В условное обозначение многозаходной резьбы добавляется числовое значение хода: Тr 20х8(Р4)-8е – трапецеидальная многозаходная наружная резьба диаметром 20 мм с ходом 8 мм и шагом 4 мм.
5.1.6.2 Резьба упорная
Применяется на винтах, подверженных односторонне направленные усилиям, например в домкратах.
Профиль по ГОСТ 10177-82 резьбы на Рисунке 5.2.
В обозначение упорной резьбы входит буква S, номинальный диаметр в мм, ход в мм, шаг в мм (у многозаходных резьб).
Пример: S 80х20 – 7h; S 80х20LН – 7h; S 80х20 (Р5) – 7h, где 80 — номинальный диаметр в мм, 20 – ход в мм, 5 – шаг в мм (у четырехзаходной резьбы).
Специальную резьбу со стандартным профилем, но нестандартным шагом или диаметром, обозначают: Сп М40х1,5 — 6g.
5.1.6.3 Резьба прямоугольная
Применяется в соединениях, где не должно быть самоотвинчивания под действием приложенной нагрузки. Так как профиль этой резьбы не стандартизован, то на чертеже приводят все данные, необходимые для ее изготовления (Рисунок 5.15).
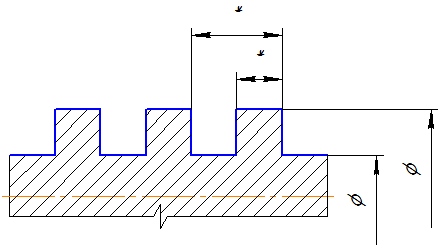
Рисунок 5.15 — Нанесение размеров на прямоугольную резьбу
 |
|||||
| Диаметр резьбы | Шаг резьбы, s | Высота профиля, h | |||
|---|---|---|---|---|---|
| Наружный, d | Средний, d2 | Внутренний, d1 | Крупный | Мелкий | |
| 1,0 | 0,838 0,870 |
0,730 0,783 |
0,25 — |
— 0,20 |
0,135 0,108 |
| 1,1 | 0,938 0,970 |
0,830 0,883 |
0,25 — |
— 0,20 |
0,135 0,108 |
| 1,2 | 1,038 1,070 |
0,930 0,983 |
0,25 — |
— 0,20 |
0,135 0,108 |
| 1,4 | 1,205 1.270 |
1,075 1,183 |
0,30 — |
— 0,20 |
0,162 0,108 |
| 1,6 | 1,373 1,470 |
1,221 1,383 |
0,35 — |
— 0,20 |
0,189 0.108 |
| 1,8 | 1,573 1,670 |
1,421 1,583 |
0,35 — |
— 0,20 |
0,189 0,108 |
| 2,0 | 1,740 1,838 |
1,567 1,730 |
0,40 — |
— 0,25 |
0,216 0,135 |
| 2,2 | 1,908 2,038 |
1,713 1,930 |
0,45 — |
— 0,25 |
0,243 0,135 |
| 2,5 | 2,205 2,273 |
2,013 2.121 |
0,45 — |
— 0,35 |
0.243 0,189 |
| 3,0 | 2,675 2,773 |
2,459 2,621 |
0,50 — |
— 0,35 |
0,270 0,189 |
| 3,5 | З,110 3,273 |
2,850 3,121 |
(0,60) — |
— 0,35 |
0,325 0,189 |
| 4,0 | 3,546 3,675 |
3,242 3,459 |
0,70 — |
— 0,50 |
0,379 0,270 |
| 4,5 | 4,013 4,175 |
3,688 3,959 |
(0,75) — |
— 0,50 |
0,406 0,270 |
| 5,0 | 4,480 4,675 |
4,134 4,459 |
0,80 — |
— 0,50 |
0,433 0,270 |
| (5,5) | 5,175 | 4,959 | — | 0,50 | 0,270 |
| 6 | 5,350 5,675 5,513 |
4,918 5,459 5,188 |
1,0 — — |
— 0,50 0,75 |
0,541 0,270 0,406 |
| 7 | 6,350 6,675 6,513 |
5,918 6,459 6,188 |
1,0 — — |
— 0,50 0,75 |
0,541 0,270 0,406 |
| 8 | 7,188 7,675 7,513 7,350 |
6,647 7,459 7,188 6,918 |
1,25 — — — |
— 0,50 0,75 1,0 |
0,676 0,270 0,406 0,541 |
| 9 | 8,188 8,675 8,513 8,350 |
7,647 8,459 8,188 7,918 |
(1,25) — — — |
— 0,50 0,75 1,0 |
0,676 0,270 0,406 0,541 |
| 10 | 9,026 9,675 9,513 9,350 9,188 |
8,376 9,459 9,188 8,918 8,647 |
1,5 — — — — |
— 0,50 0,75 1,0 1,25 |
0,812 0,270 0,406 0,541 0,676 |
| 11 | 10,026 10.675 10,513 10,350 |
9,37 10,459 10,188 9,918 |
(1,5) — — — |
— 0,50 0,75 1,0 |
0,812 0,270 0,406 0,541 |
| 12 | 10 863 11,675 11,513 11,350 11,188 11,026 |
10,106 11,459 11,188 10,918 10,647 10,376 |
1,75 — — — — — |
— 0.50 0,75 1,0 1,25 1,5 |
0,947 0,270 0,406 0,541 0,676 0,812 |
| 14 | 12,701 13,675 13,513 13,350 13,188 13,026 |
11,835 13,459 13,188 12,918 12,647 12,376 |
20 — — — — — |
— 0,50 0,75 1,0 1,25 1,5 |
1,082 0,270 0,406 0,541 0,676 0,812 |
| 15 | 14,350 14,026 |
13,918 13,376 |
— — |
(1,0) 1,5 |
0,541 0,812 |
| 16 | 14,701 10,675 15,513 15,350 15,026 |
13,835 15,459 15,188 14,918 14,376 |
2,0 — — — — |
— 0,50 0,75 1,0 1,5 |
1,082 0,270 0,406 0,541 0,812 |
| 17 | 16,350 16,026 |
15,918 15,376 |
— — |
(1,0) 1,5 |
0,541 0,812 |
| 18 | 16,376 17,675 17 513 17,350 17,026 16,701 |
15,294 17,459 17,188 16,918 16,376 15,835 |
2,5 — — — — — |
— 0,50 0,75 1,0 1,5 2,0 |
1,353 0,270 0,406 0,541 0,812 1,082 |
| 20 | 18,376 19,675 19,513 19,350 19,026 18,701 |
17,294 19,459 19,188 18,918 18,376 17,835 |
2,5 — — — — — |
— 0,50 0,75 1,0 1,5 2,0 |
1,353 0,270 0,406 0,541 0,812 1,082 |
| 22 | 20,376 21,675 21,513 21,350 21,026 20,701 |
19,294 21,459 21,188 20,918 20,376 19,835 |
2,5 — — — — — |
— 0,50 0,75 1,0 1,5 2,0 |
1,353 0,270 0,406 0,541 0,812 1,082 |
| 24 | 22,051 23,513 23,350 23,026 22,701 |
20,752 23,188 22,918 22,376 21,835 |
3,0 — — — — |
— 0,75 1,0 1,5 2,0 |
1,624 0,406 0,541 0,812 1,082 |
| 25 | 24,350 24,026 23,701 |
23,918 23,376 22,835 |
— — — |
1,0 1,5 2,0 |
0,541 0,812 1,082 |
| (26) | 25,026 | 24,376 | — | 1,5 | 0,812 |
| 27 | 25,051 26,513 26,350 26,026 25,701 |
23,752 26,188 25,918 25,376 24,835 |
3,0 — — — — |
— 0,75 1,0 1,5 2,0 |
1,624 0,406 0,541 0,812 1,082 |
| (28) | 27,50 27,026 26,701 |
26,918 26,376 25,835 |
— — — |
1,0 1,5 2,0 |
0,541 0,812 1,082 |
| 30 | 27,727 29,513 29,350 29,026 28,701 28,051 |
26,211 29,188 28,918 28,376 27,835 26,752 |
3,5 — — — — — |
— 0,75 1,0 1,5 2 ,0 (3,0) |
1,894 0,406 0,541 0,812 1,082 1,624 |
| (32) | 31,026 30,701 |
30,376 29,835 |
— — |
1,5 2,0 |
0,812 1,082 |
По вопросам репетиторства по инженерной графике (черчению), вы можете связаться любым удобным для вас способом в разделе Контакты. Возможно очное и дистанционное обучение по Skype: 1250 р./ак.ч.
Ваша заявка отправленна
В скором времени мы с вами свяжемся
Резьба
- Подробности
- Категория: Инженерная графика
Автор видеоурока: к.пед.н., доцент кафедры ИГиСАПР Кайгородцева Н.В.
В машиностроении, приборостроении и других отраслях промышленности широкое распространение получили разъемные соединения деталей машин, осуществляемые с помощью резьбы различных профилей (треугольного, трапецеидального, прямоугольного и др.).
В основе образования резьбы лежит принцип получения винтовой линии. Если на поверхности цилиндра или конуса прорезать канавку по винтовой линии, то режущая кромка резца образует винтовую поверхность, характер которой зависит от формы режущей кромки.
Образование винтового выступа можно представить как движение треугольника, трапеции, квадрата по поверхности цилиндра или конуса так, чтобы все точки фигуры перемещались по винтовой линии (рис. 248).

Резьба — это поверхность, образованная при винтовом движении произвольного плоского контура по цилиндрической или конической поверхности.
Признаки классификации и виды резьбы
Резьбу треугольного профиля нарезают обычно на деталях, предназначенных для скрепления, и поэтому ее называют крепежной резьбой.
Резьбы иных профилей, по преимуществу трапецеидальные и прямоугольные, относятся к ходовым резьбам (резьба на валу для передвижения суппорта токарного станка, резьба на винте машинных тисков, домкратов и др.).
Виды резьбы классифицируются по следующим признакам:
по форме поверхности:
• цилиндрическая резьба, образованная на поверхности цилиндра,
• коническая резьба, образованная на поверхности конуса;
по характеру поверхности:
• наружная резьба, образованная на наружной поверхности цилиндра или конуса. В резьбовом соединении наружная резьба является охватываемой поверхностью и наносится на болте (винте идр.),
• внутренняя резьба, образованная на внутренней поверхности цилиндра или конуса. В резьбовом соединении внутренняя резьба является охватывающей поверхностью, она наносится на поверхности отверстия в гайке (гнезде и др.);
по направлению резьбы:
• правая резьба, образованная контуром, вращающимся по часовой стрелке и перемещающимся вдоль оси в направлении от наблюдателя (подъем винтового выступа на видимой (передней) стороне идет слева направо),
• левая резьба, образованная контуром, вращающимся против часовой стрелки и перемещающимся вдоль оси в направлении от наблюдателя (подъем винтового выступа идет справа налево);
по числу заходов (выступов и канавок):
• однозаходная резьба, образованная одной винтовой ниткой (рис. 249, а),
• многозаходная резьба, образованная двумя, тремя и т.д. винтовыми нитками (рис. 249, б, в).

Винтовая нитка — это выступ винтовой резьбы, образованный одним профилем.
Число заходов резьбы — число ниток, образующих резьбу.
Многозаходные винты образуются, если по поверхности перемещаются одновременно два, три и более плоских профиля, равномерно расположенных по окружности относительно друг друга (рис. 249).
На рисунке 250 представлена обобщенная схема типов резьб.

Параметры резьбы
Основными параметрами резьбы (рис. 251) являются:

• наружный диаметр резьбы d (D) — диаметр воображаемого цилиндра (конуса для конической резьбы), описанного вокруг вершин наружной резьбы или впадин внутренней. Обычно он равняется номинальному диаметру и используется при обозначении резьбы;
• средний диаметр резьбы d2 (D2) — диаметр воображаемого соосного с резьбой цилиндра, пересекающего витки резьбы таким образом, что ширина выступов резьбы и ширина впадин оказываются равными;
• внутренний диаметр резьбы d1 (D1);
• шаг резьбы Р — расстояние между соответствующими точками двух соседних витков, измеренное параллельно оси резьбы (для конической резьбы — проекция на ось резьбы отрезка, соединяющего соседние вершины профиля резьбы);
• ход резьбы Ph — расстояние между соответствующими точками на поверхности винтовой нитки за один оборот контура, измеренное параллельно оси резьбы. Для однозаходной резьбы величина хода винта Ph равна шагу Р (см. рис. 249, а). Для двух и трехзаходных винтов величина хода соответственно равняется 2Р — для двухзаходного винта (см. рис. 249, б) и ЗР — для трехза-ходного (см. рис. 249, в);
• угол профиля а образуется боковыми сторонами профиля;
• высота исходного профиля Н получается при продолжении боковых сторон остроугольного профиля до пересечения;
• высота профиля, равная (5/8)H — расстояние между выступом и впадиной профиля в направлении, перпендикулярном оси резьбы.
Типы резьбы
Основные типы резьбы, обозначения и примеры нанесения обозначений на чертежах приведены в табл. 6.
Резьба метрическая. Профиль метрической резьбы (ГОСТ 9150— 2002) представляет собой равносторонний треугольник с углом профиля, равным 60°. Форма впадины резьбы может быть как плоско-срезанной, так и закругленной. Стандартом установлены размеры метрической резьбы для диаметров от 1 до 600 мм.
Метрическая резьба подразделяется:
• на резьбу с крупным шагом;
• резьбу с мелким шагом.
Шаг и глубина метрической резьбы с мелким шагом меньше, чем резьбы с крупным шагом при одном и том же наружном диаметре. Резьбы с мелким шагом применяются в тонкостенных соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, в целях увеличения сопротивляемости деталей самоотвинчиванию.
Резьба дюймовая (в табл. 6 не указана). Резьба дюймовая имеет треугольный профиль с углом у вершины в 55°. Применение дюймовой резьбы в новых разработках не допускается. Дюймовая резьба применяется при ремонте оборудования, поскольку в эксплуатации находятся детали с дюймовой резьбой. Изготовляется с наружным диаметром от 3/16″ до 4″.
Основными параметрами дюймовой резьбы являются наружный диаметр в дюймах и число шагов на дюйм длины нарезанной части детали. На чертеже она обозначается наружным диаметром, выраженным в дюймах, например: 1″; 1 1/3”; 2″.

Резьба трубная цилиндрическая. Угол профиля равен 55°. Профиль резьбы выполняется с закруглениями. Изготовляется она диаметром от 1/8 до 6″ при числе ниток на 1″ от 28 до 11. Номинальный диаметр трубной резьбы условно отнесен к внутреннему диаметру трубы (Dy — условный проход). Трубная цилиндрическая резьба применяется для соединения труб, арматуры, трубопроводов и других тонкостенных деталей (пробки, заглушки и др.).
Резьба трубная коническая. Конусность равна 1:16. Профиль резьбы — равнобедренный треугольник с углом при вершине 55° и закругленной вершиной. Наружный диаметр в среднем сечении по длине резьбы на трубе (в основной плоскости, перпендикулярной к оси резьбы) равен наружному диаметру цилиндрической трубной резьбы того же размера (рис. 252). На эту резьбу ГОСТ устанавливает размеры диаметров от 1/16″ до 6″.

В трубных соединениях коническая резьба на трубе может применяться в сочетании с цилиндрической трубной резьбой в муфте, т.е. коническая резьба — трубы, цилиндрическая — муфты.
Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Трубная коническая резьба обозначается буквами:
• R — коническая наружная;
• Rc — коническая внутренняя;
• Rp — цилиндрическая внутренняя.
Резьба коническая дюймовая с углом профиля 60° (ГОСТ 6111—52). Применяется для диаметров от 1/16” до 2″ для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов, машин и станков.
Резьба трапецеидальная. Профиль резьбы — равнобочная трапеция с углом 30° между боковыми сторонами. Трапецеидальная резьба может быть однозаходной и многозаходной, правой и левой. Трапецеидальная резьба (ГОСТ 9484—81) предусмотрена для диаметров от 8 до 640 мм.
Эта резьба служит для преобразования движения (в ходовых винтах станков, винтах суппортов, штурвальных винтах, грузовых винтах и т.п.).
Резьба упорная. Имеет профиль трапеции, одна из сторон которой наклонена на 30°, а вторая — на 3° к нормали, проведенной к оси резьбы (см. табл. 6). Упорная резьба диаметром от 10 до 600 мм выполняется по ГОСТ 10177-82.
Упорная резьба применяется в механизмах с большим осевым усилием (в винтовых прессах, в нажимных винтах прокатных станов и т.п.).
Резьба круглая (ГОСТ 13536—68). Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля 30° (см. табл. 6).
Резьба имеет ограниченное применение — для санитарно-технической арматуры: для шпинделей вентилей смесителей, водопроводных кранов, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
Прямоугольная резьба не стандартизована, так как наряду с преимуществами, заключающимися в более высоком коэффициенте полезного действия, чем у трапецеидальной резьбы, она менее прочна и сложнее в производстве. Применяется при изготовлении винтов, домкратов и ходовых винтов. При изображении прямоугольной резьбы рекомендуется вычерчивать местный разрез, на котором проставляют необходимые размеры.
Специальные резьбы. Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп. М19 х 1,5.
Определение резьбы при съемке с натуры
Для определения основных параметров резьбы производится ее обмер. Обмер резьбы включает в себя определение:
• шага резьбы — для метрической резьбы и числа шагов на дюйм — для резьбы, имеющей профиль дюймовой резьбы;
• наружного диаметра (для стержня) и внутреннего (для отверстия).
Шаг резьбы и число шагов на дюйм определяют с помощью резьбомеров — набора шаблонов. На каждом шаблоне указано или определенное значение шага резьбы, или значение числа шагов на дюйм. Шаблон подбирается таким образом, чтобы одна из пластин резьбомера полностью входила во впадины резьбы. Шаг резьбы или число шагов на дюйм определяется при совпадении профиля шаблона с профилем резьбы надетали по маркировке на шаблоне (рис. 253).

Наружный диаметр (для стержня) и внутренний (для отверстия) определяют с помощью штангенциркуля (рис. 254).

Сопоставляя данные обмера с табличными в соответствующих стандартах для данного типа резьбы, установив направление витков резьбы (правое или левое) и число заходов, получаем исходные данные для обозначения резьбы.
Изображение резьбы на чертежах
При изображении резьбы на чертежах всех отраслей промышленности и строительства в соответствии с ГОСТ 2.311—68 принята условность, когда винтовую линию заменяют двумя линиями — сплошной основной и сплошной тонкой. При этом изображение наружной и внутренней резьбы имеет следующие особенности.
Наружная резьба. На стержне резьба изображается сплошными основными линиями по наружному диаметру и сплошными тонкими — по внутреннему.
На изображениях, полученных проецированием на плоскость, параллельную оси стержня, сплошную тонкую линию по внутреннему диаметру резьбы проводят на всю длину резьбы без сбега (рис. 255). Сплошная тонкая линия изображения резьбы на стержне должна пересекать линию границы фаски.

На видах, полученных проецированием на плоскость, перпендикулярную к оси стержня, по внутреннему диаметру резьбы проводят дугу, приблизительно равную 3/4 окружности, разомкнутую в любом месте (не допускается начинать сплошную линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы. Фаска на этом виде не изображается.
Внутренняя резьба. В отверстии резьбу изображают сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими линиями — по наружному диаметру (рис. 256). Резьба, показываемая как невидимая, должна изображаться штриховыми тонкими линиями одинаковой толщины по наружному и по внутреннему диаметрам.
На разрезах, полученных проецированием на плоскость, параллельную оси отверстия, сплошная тонкая линия по наружному диаметру резьбы проводится на всю длину резьбы без сбега.
На изображениях, полученных проецированием на плоскость, перпендикулярную к оси отверстия, по наружному диаметру резьбы проводят дугу, приблизительно равную 3/4 окружности, разомкнутую в любом месте. Фаску на этом виде не изображают.

Линию, определяющую границу резьбы, наносят на стержне и в отверстии с резьбой в конце полного профиля резьбы (до начала сбега). Границу резьбы проводят до линии наружного диаметра резьбы и изображают сплошной основной линией, перпендикулярной к оси резьбы, если она видна (рис. 257, а, б), и штриховой тонкой, если резьба изображена как невидимая (рис. 257, в).

Штриховку в разрезах и сечениях проводят до линии наружного диаметра резьбы на стержне и до линии внутреннего диаметра в отверстии, т.е. в обоих случаях до сплошной толстой основной линии (рис. 256—258).

Сбег резьбы (см. рис. 258) при необходимости изображают сплошной тонкой линией. Из технологических соображений на части стержня может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы. Размер длины резьбы указывается, как правило, без сбега. Пример простановки размера длины резьбы без сбега и со сбегом представлен на рис. 259.

Глухое отверстие с резьбой называют гнездом. Конечная часть гнезда, выполненная сверлением, обычно имеет форму конуса с углом при вершине 120° (рис. 260, а, б). Если конец резьбы располагается близко к дну глухого отверстия, то допускается изображать резьбу до конца отверстия (рис. 260, б). Допускается изображать резьбу до конца отверстия на чертежах, по которым резьбу не выполняют. На рисунке 260, в показано изображение резьбы в пластмассовых деталях.

Если на чертеже необходимо показать профиль резьбы (резьба с нестандартным профилем или специальная резьба), то следует применять местный разрез (рис. 261, а), выполнять профиль резьбы на разрезе (рис. 261,6) или изображать участок профиля в увеличенном виде как выносной элемент (рис. 261, в).

На разрезах резьбового соединения в изображении на плоскости, параллельной его оси, в отверстии показывают только ту часть резьбы, которая не закрыта резьбой ввернутого в него стержня (рис. 262—263).

На чертеже резьба с нестандартным профилем изображается с нанесением всех размеров, необходимых для ее изготовления (см. рис. 261, в).

Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски (рис. 264). Места нанесения обозначения указанных резьб на стержне показаны на рис. 264—265, отверстии — на рис. 266.



Обозначение конических резьб и трубной цилиндрической наносят только на полке линии-выноски (рис. 267).

- Категория: Справочные таблицы
-
Просмотров: 86949
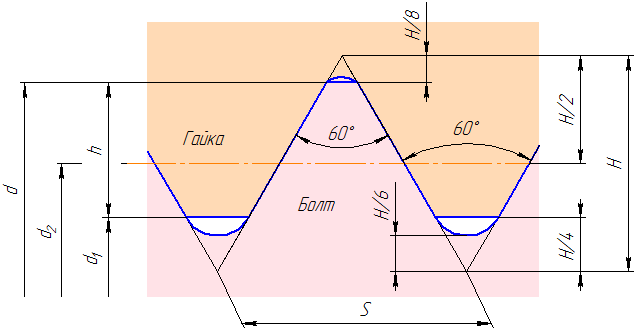
Общий для болта и гайки основной профиль метрической резьбы определяется углом α = 60° и плоскими срезами на расстоянии Н/8 и Н/4 от вершины исходного треугольника. Форма впадины болта (ниже размера d1) может выполняться как плоскосрезанной. так и закругленной с r = H/6 до r = H/8 или r = 0,144P до 0,108P. В случае необходимости номинальный внутренний диаметр болта может быть расчитан по формуле dвн болта = d — 1,2269P.

| Шаг резьбы, P, мм | Диаметры резьбы | Высота профиля, h, мм | ||
|---|---|---|---|---|
| Наружный, d, мм | Средний, d2, мм | Внутренний, d1, мм | ||
| 0,25 | 1 | 0,838 | 0,730 | 0,135 |
| 0,25 | 1,1 | 0,938 | 0,830 | 0,135 |
| 0,25 | 1,2 | 1,038 | 0,930 | 0,135 |
| 0,30 | 1,4 | 1,205 | 1,075 | 0,162 |
| 0,35 | 1,6 | 1,373 | 1,221 | 0,189 |
| 0,35 | 1,8 | 1,573 | 1,421 | 0,189 |
| 0,40 | 2 | 1,740 | 1,567 | 0,216 |
| 0,45 | 2,2 | 1,908 | 1,713 | 0,243 |
| 0,45 | 2,5 | 2,208 | 2,013 | 0,243 |
| 0,50 | 3 | 2,675 | 2,459 | 0,270 |
| 0,60 | 3,5 | 3,110 | 2,850 | 0,325 |
| 0,70 | 4 | 3,546 | 3,242 | 0,379 |
| 0,75 | 4,5 | 4,013 | 3,688 | 0,406 |
| 0,80 | 5 | 4,480 | 4,134 | 0,433 |
| 1 | 6 | 5,350 | 4,918 | 0,541 |
| 1 | 7 | 6,350 | 5,918 | 0,541 |
| 1,25 | 8 | 7,188 | 6,647 | 0,676 |
| 1,25 | 9 | 8,188 | 7,647 | 0,676 |
| 1,5 | 10 | 9,026 | 8,376 | 0,812 |
| 1,5 | 11 | 10,026 | 9,376 | 0,812 |
| 1,75 | 12 | 10,863 | 10,106 | 0,947 |
| 2 | 14 | 12,701 | 11,835 | 1,082 |
| 2 | 16 | 14,701 | 13,835 | 1,082 |
| 2,5 | 18 | 16,376 | 15,294 | 1,353 |
| 2,5 | 20 | 18,376 | 17,294 | 1,353 |
| 2,5 | 22 | 20,376 | 19,294 | 1,353 |
| 3 | 24 | 22,051 | 20,752 | 1,624 |
| 3 | 27 | 25,051 | 23,752 | 1,624 |
| 3,5 | 30 | 27,727 | 26,211 | 1,894 |
| 3,5 | 33 | 30,727 | 29,211 | 1,894 |
| 4 | 36 | 33,402 | 31,670 | 2,165 |
| 4 | 39 | 36,402 | 34,670 | 2,165 |
| 4,5 | 42 | 39,077 | 37,129 | 2,435 |
| 4,5 | 45 | 42,077 | 40,129 | 2,435 |
| 5 | 48 | 44,752 | 42,587 | 2,706 |
| 5 | 52 | 48,752 | 46,587 | 2,706 |
| 5,5 | 56 | 52,428 | 50,046 | 2,977 |
| 5,5 | 60 | 56,428 | 54,046 | 2,977 |
| 6 | 64 | 60,103 | 57,505 | 3,247 |
| 6 | 68 | 64,103 | 61,505 | 3,247 |
| Шаг резьбы, P, мм | Диаметры резьбы | Высота профиля, h, мм | ||
|---|---|---|---|---|
| Наружный, d, мм | Средний, d2, мм | Внутренний, d1, мм | ||
| 0,2 | 1 | 0,870 | 0,783 | 0,108 |
| 1,1 | 0,970 | 0,883 | ||
| 1,2 | 1,070 | 0,983 | ||
| 1,4 | 1,270 | 1,183 | ||
| 1,6 | 1,470 | 1,383 | ||
| 1,8 | 1,670 | 1,583 | ||
| 0,25 | 2 | 1,838 | 1,730 | 0,135 |
| 2,2 | 2,038 | 1,930 | ||
| 0,35 | 2,5 | 2,273 | 2,121 | 0,189 |
| 3 | 2,773 | 2,621 | ||
| 3,5 | 3,273 | 3,121 | ||
| 0,5 | 4 | 3,675 | 3,459 | 0,270 |
| 4,5 | 4,175 | 3,959 | ||
| 5 | 4,675 | 4,459 | ||
| 5,5 | 5,175 | 4,959 | ||
| 6 | 5,675 | 5,459 | ||
| 7 | 6,675 | 6,459 | ||
| 8 | 7,675 | 7,459 | ||
| 9 | 8,675 | 8,459 | ||
| 10 | 9,675 | 9,459 | ||
| 11 | 10,675 | 10,459 | ||
| 12 | 11,675 | 11,459 | ||
| 14 | 13,675 | 13,459 | ||
| 16 | 15,675 | 15,459 | ||
| 18 | 17,675 | 17,459 | ||
| 20 | 19,675 | 19,459 | ||
| 22 | 21,675 | 21,459 | ||
| 0,75 | 6 | 5,513 | 5,188 | 0,406 |
| 7 | 6,513 | 6,188 | ||
| 8 | 7,513 | 7,188 | ||
| 9 | 8,513 | 8,188 | ||
| 10 | 9,513 | 9,188 | ||
| 11 | 10,513 | 10,188 | ||
| 12 | 11,513 | 11,188 | ||
| 14 | 13,513 | 13,188 | ||
| 16 | 15,513 | 15,188 | ||
| 18 | 17,513 | 17,188 | ||
| 20 | 19,513 | 19,188 | ||
| 22 | 21,513 | 21,188 | ||
| 24 | 23,513 | 23,188 | ||
| 27 | 26,513 | 26,188 | ||
| 30 | 29,513 | 29,188 | ||
| 33 | 32,513 | 32,188 | ||
| 1 | 8 | 7,350 | 6,918 | 0,541 |
| 9 | 8,350 | 7,918 | ||
| 10 | 9,350 | 8,918 | ||
| 11 | 10,350 | 9,918 | ||
| 12 | 11,350 | 10,918 | ||
| 14 | 13,350 | 12,918 | ||
| 15 | 14,350 | 13,918 | ||
| 16 | 15,350 | 14,918 | ||
| 17 | 16,350 | 15,918 | ||
| 18 | 17,350 | 16,918 | ||
| 20 | 19,350 | 18,918 | ||
| 22 | 21,350 | 20,918 | ||
| 24 | 23,350 | 22,918 | ||
| 25 | 24,350 | 23,918 | ||
| 27 | 26,350 | 25,918 | ||
| 28 | 27,350 | 26,918 | ||
| 30 | 29,350 | 28,918 | ||
| 33 | 32,350 | 31,918 | ||
| 36 | 35,350 | 34,918 | ||
| 39 | 38,350 | 37,918 | ||
| 42 | 41,350 | 40,918 | ||
| 45 | 44,350 | 43,918 | ||
| 48 | 47,350 | 46,918 | ||
| 52 | 51,350 | 50,918 | ||
| 56 | 55,350 | 54,918 | ||
| 60 | 59,350 | 58,918 | ||
| 64 | 63,350 | 62,918 | ||
| 68 | 67,350 | 66,918 | ||
| 72 | 71,350 | 70,918 | ||
| 76 | 75,350 | 74,918 | ||
| 80 | 79,350 | 78,918 | ||
| 1,25 | 10 | 9,188 | 8,647 | 0,676 |
| 12 | 11,188 | 10,647 | ||
| 14 | 13,188 | 12,647 | ||
| 1,5 | 12 | 11,026 | 10,376 | 0,812 |
| 14 | 13,026 | 12,376 | ||
| 15 | 14,026 | 13,376 | ||
| 16 | 15,026 | 14,376 | ||
| 17 | 16,026 | 15,376 | ||
| 18 | 17,026 | 16,376 | ||
| 20 | 19,026 | 18,376 | ||
| 22 | 21,026 | 20,376 | ||
| 24 | 23,026 | 22,376 | ||
| 25 | 24,026 | 23,376 | ||
| 26 | 25,026 | 24,376 | ||
| 27 | 26,026 | 25,376 | ||
| 28 | 27,026 | 26,376 | ||
| 30 | 29,026 | 28,376 | ||
| 32 | 31,026 | 30,376 | ||
| 33 | 32,026 | 31,376 | ||
| 35 | 34,026 | 33,376 | ||
| 36 | 35,026 | 34,376 | ||
| 38 | 37,026 | 36,376 | ||
| 39 | 38,026 | 37,376 | ||
| 40 | 39,026 | 38,376 | ||
| 42 | 41,026 | 40,376 | ||
| 45 | 44,026 | 43,376 | ||
| 48 | 47,026 | 46,376 | ||
| 50 | 49,026 | 48,376 | ||
| 52 | 51,026 | 50,376 | ||
| 55 | 54,026 | 53,376 | ||
| 56 | 55,026 | 54,376 | ||
| 58 | 57,026 | 56,376 | ||
| 60 | 59,026 | 58,376 | ||
| 62 | 61,026 | 60,376 | ||
| 64 | 63,026 | 62,376 | ||
| 65 | 64,026 | 63,376 | ||
| 68 | 67,026 | 66,376 | ||
| 70 | 69,026 | 68,376 | ||
| 72 | 71,026 | 70,376 | ||
| 75 | 74,026 | 73,376 | ||
| 76 | 75,026 | 74,376 | ||
| 80 | 79,026 | 78,376 | ||
| 85 | 84,026 | 83,376 | ||
| 90 | 89,026 | 88,376 | ||
| 95 | 94,026 | 93,376 | ||
| 100 | 99,026 | 98,376 | ||
| 105 | 104,026 | 103,376 | ||
| 110 | 109,026 | 108,376 | ||
| 115 | 114,026 | 113,376 | ||
| 120 | 119,026 | 118,376 | ||
| 125 | 124,026 | 123,376 | ||
| 130 | 129,026 | 128,376 | ||
| 135 | 134,026 | 133,376 | ||
| 140 | 139,026 | 138,376 | ||
| 145 | 144,026 | 143,376 | ||
| 150 | 149,026 | 148,376 | ||
| 2 | 18 | 16,701 | 15,835 | 1,082 |
| 20 | 18,701 | 17,835 | ||
| 22 | 20,701 | 19,835 | ||
| 24 | 22,701 | 21,835 | ||
| 25 | 23,701 | 22,835 | ||
| 27 | 25,701 | 24,835 | ||
| 28 | 26,701 | 25,835 | ||
| 30 | 28,701 | 27,835 | ||
| 32 | 30,701 | 29,835 | ||
| 33 | 31,701 | 30,835 | ||
| 36 | 34,701 | 33,835 | ||
| 39 | 37,701 | 36,835 | ||
| 40 | 38,701 | 37,835 | ||
| 42 | 40,701 | 39,835 | ||
| 45 | 43,701 | 42,835 | ||
| 48 | 46,701 | 45,835 | ||
| 50 | 48,701 | 47,835 | ||
| 52 | 50,701 | 49,835 | ||
| 55 | 53,701 | 52,835 | ||
| 56 | 54,701 | 53,835 | ||
| 58 | 56,701 | 55,835 | ||
| 60 | 58,701 | 57,835 | ||
| 62 | 60,701 | 59,835 | ||
| 64 | 62,701 | 61,835 | ||
| 65 | 63,701 | 62,835 | ||
| 68 | 66,701 | 65,835 | ||
| 70 | 68,701 | 67,835 | ||
| 72 | 70,701 | 69,835 | ||
| 75 | 73,701 | 72,835 | ||
| 76 | 74,701 | 73,835 | ||
| 78 | 76,701 | 75,835 | ||
| 80 | 78,701 | 77,835 | ||
| 82 | 80,701 | 79,835 | ||
| 85 | 83,701 | 82,835 | ||
| 90 | 88,701 | 87,835 | ||
| 95 | 93,701 | 92,835 | ||
| 100 | 98,701 | 97,835 | ||
| 105 | 103,701 | 102,835 | ||
| 110 | 108,701 | 107,835 | ||
| 115 | 113,701 | 112,835 | ||
| 120 | 118,701 | 117,835 | ||
| 125 | 123,701 | 122,835 | ||
| 130 | 128,701 | 127,835 | ||
| 135 | 133,701 | 132,835 | ||
| 140 | 138,701 | 137,835 | ||
| 145 | 143,701 | 142,835 | ||
| 150 | 148,701 | 147,835 | ||
| 155 | 153,701 | 152,835 | ||
| 160 | 158,701 | 157,835 | ||
| 165 | 163,701 | 162,835 | ||
| 170 | 168,701 | 167,835 | ||
| 175 | 173,701 | 172,835 | ||
| 180 | 178,701 | 177,835 | ||
| 185 | 183,701 | 182,835 | ||
| 190 | 188,701 | 187,835 | ||
| 195 | 193,701 | 192,835 | ||
| 200 | 198,701 | 197,835 | ||
| 3 | 30 | 28,051 | 26,752 | 1,624 |
| 33 | 31,051 | 29,752 | ||
| 36 | 34,051 | 32,752 | ||
| 39 | 37,051 | 35,752 | ||
| 40 | 38,051 | 36,752 | ||
| 42 | 40,051 | 38,752 | ||
| 45 | 43,051 | 41,752 | ||
| 48 | 46,051 | 44,752 | ||
| 50 | 48,051 | 46,752 | ||
| 52 | 50,051 | 48,752 | ||
| 55 | 53,051 | 51,752 | ||
| 56 | 54,051 | 52,752 | ||
| 58 | 56,051 | 54,752 | ||
| 60 | 58,051 | 56,752 | ||
| 62 | 60,051 | 58,752 | ||
| 64 | 62,051 | 60,752 | ||
| 65 | 63,051 | 61,752 | ||
| 68 | 66,051 | 64,752 | ||
| 70 | 68,051 | 66,752 | ||
| 72 | 70,051 | 68,752 | ||
| 75 | 73,051 | 71,752 | ||
| 76 | 74,051 | 72,752 | ||
| 80 | 78,051 | 76,752 | ||
| 85 | 83,051 | 81,752 | ||
| 90 | 88,051 | 86,752 | ||
| 95 | 93,051 | 91,752 | ||
| 100 | 98,051 | 96,752 | ||
| 105 | 103,051 | 101,752 | ||
| 110 | 108,051 | 106,752 | ||
| 115 | 113,051 | 111,752 | ||
| 120 | 118,051 | 116,752 | ||
| 125 | 123,051 | 121,752 | ||
| 130 | 128,051 | 126,752 | ||
| 135 | 133,051 | 131,752 | ||
| 140 | 138,051 | 136,752 | ||
| 145 | 143,051 | 141,752 | ||
| 150 | 148,051 | 146,752 | ||
| 155 | 153,051 | 151,752 | ||
| 160 | 158,051 | 156,752 | ||
| 165 | 163,051 | 161,752 | ||
| 170 | 168,051 | 166,752 | ||
| 175 | 173,051 | 171,752 | ||
| 180 | 178,051 | 176,752 | ||
| 185 | 183,051 | 181,752 | ||
| 190 | 188,051 | 186,752 | ||
| 195 | 193,051 | 191,752 | ||
| 200 | 198,051 | 196,752 | ||
| 205 | 203,051 | 201,752 | ||
| 210 | 208,051 | 206,752 | ||
| 215 | 213,051 | 211,752 | ||
| 220 | 218,051 | 216,752 | ||
| 225 | 223,051 | 221,752 | ||
| 230 | 228,051 | 226,752 | ||
| 235 | 233,051 | 231,752 | ||
| 240 | 238,051 | 236,752 | ||
| 245 | 243,051 | 241,752 | ||
| 250 | 248,051 | 246,752 | ||
| 255 | 253,051 | 251,752 | ||
| 260 | 258,051 | 256,752 | ||
| 265 | 263,051 | 261,752 | ||
| 270 | 268,051 | 266,752 | ||
| 275 | 273,051 | 271,752 | ||
| 280 | 278,051 | 276,752 | ||
| 285 | 283,051 | 281,752 | ||
| 290 | 288,051 | 286,752 | ||
| 295 | 293,051 | 291,752 | ||
| 300 | 298,051 | 296,752 | ||
| 4 | 42 | 39,402 | 37,670 | 2,165 |
| 45 | 42,402 | 40,670 | ||
| 48 | 45,402 | 43,670 | ||
| 52 | 49,402 | 47,670 | ||
| 55 | 52,402 | 50,670 | ||
| 56 | 53,402 | 51,670 | ||
| 58 | 55,402 | 53,670 | ||
| 60 | 57,402 | 55,670 | ||
| 62 | 59,402 | 57,670 | ||
| 64 | 61,402 | 59,670 | ||
| 65 | 62,402 | 60,670 | ||
| 68 | 65,402 | 63,670 | ||
| 70 | 67,402 | 65,670 | ||
| 72 | 69,402 | 67,670 | ||
| 75 | 72,402 | 70,670 | ||
| 76 | 73,402 | 71,670 | ||
| 80 | 77,402 | 75,670 | ||
| 85 | 82,402 | 80,670 | ||
| 90 | 87,402 | 85,670 | ||
| 95 | 92,402 | 90,670 | ||
| 100 | 97,402 | 95,670 | ||
| 105 | 102,402 | 100,670 | ||
| 110 | 107,402 | 105,670 | ||
| 115 | 112,402 | 110,670 | ||
| 120 | 117,402 | 115,670 | ||
| 125 | 122,402 | 120,670 | ||
| 130 | 127,402 | 125,670 | ||
| 135 | 132,402 | 130,670 | ||
| 140 | 137,402 | 135,670 | ||
| 145 | 142,402 | 140,670 | ||
| 150 | 147,402 | 145,670 | ||
| 155 | 152,402 | 150,670 | ||
| 160 | 157,402 | 155,670 | ||
| 165 | 162,402 | 160,670 | ||
| 170 | 167,402 | 165,670 | ||
| 175 | 172,402 | 170,670 | ||
| 180 | 177,402 | 175,670 | ||
| 185 | 182,402 | 180,670 | ||
| 190 | 187,402 | 185,670 | ||
| 195 | 192,402 | 190,670 | ||
| 200 | 197,402 | 195,670 | ||
| 205 | 202,402 | 200,670 | ||
| 210 | 207,402 | 205,670 | ||
| 215 | 212,402 | 210,670 | ||
| 220 | 217,402 | 215,670 | ||
| 225 | 222,402 | 220,670 | ||
| 230 | 227,402 | 225,670 | ||
| 235 | 232,402 | 230,670 | ||
| 240 | 237,402 | 235,670 | ||
| 245 | 242,402 | 240,670 | ||
| 250 | 247,402 | 245,670 | ||
| 255 | 252,402 | 250,670 | ||
| 260 | 257,402 | 255,670 | ||
| 265 | 262,402 | 260,670 | ||
| 270 | 267,402 | 265,670 | ||
| 275 | 272,402 | 270,670 | ||
| 280 | 277,402 | 275,670 | ||
| 285 | 282,402 | 280,670 | ||
| 290 | 287,402 | 285,670 | ||
| 295 | 292,402 | 290,670 | ||
| 300 | 297,402 | 295,670 | ||
| 310 | 307,402 | 305,670 | ||
| 320 | 317,402 | 315,670 | ||
| 330 | 327,402 | 325,670 | ||
| 340 | 337,402 | 335,670 | ||
| 350 | 347,402 | 345,670 | ||
| 360 | 357,402 | 355,670 | ||
| 370 | 367,402 | 365,670 | ||
| 380 | 377,402 | 375,670 | ||
| 390 | 387,402 | 385,670 | ||
| 400 | 397,402 | 395,670 | ||
| 6 | 70 | 66,103 | 63,505 | 3,247 |
| 72 | 69,103 | 66,505 | ||
| 76 | 73,103 | 70,505 | ||
| 80 | 77,103 | 74,505 | ||
| 85 | 82,103 | 79,505 | ||
| 90 | 87,103 | 84,505 | ||
| 95 | 92,103 | 89,505 | ||
| 100 | 97,103 | 94,505 | ||
| 105 | 102,103 | 99,505 | ||
| 110 | 107,103 | 104,505 | ||
| 115 | 112,103 | 109,505 | ||
| 120 | 117,103 | 114,505 | ||
| 125 | 122,103 | 119,505 | ||
| 130 | 127,103 | 124,505 | ||
| 135 | 132,103 | 129,505 | ||
| 140 | 137,103 | 134,505 | ||
| 145 | 142,103 | 139,505 | ||
| 150 | 147,103 | 144,505 | ||
| 155 | 152,103 | 149,505 | ||
| 160 | 157,103 | 154,505 | ||
| 165 | 162,103 | 159,505 | ||
| 170 | 167,103 | 164,505 | ||
| 175 | 172,103 | 169,505 | ||
| 180 | 177,103 | 174,505 | ||
| 185 | 182,103 | 179,505 | ||
| 190 | 187,103 | 184,505 | ||
| 195 | 192,103 | 189,505 | ||
| 200 | 197,103 | 194,505 | ||
| 205 | 202,103 | 199,505 | ||
| 210 | 207,103 | 204,505 | ||
| 215 | 212,103 | 209,505 | ||
| 220 | 217,103 | 214,505 | ||
| 225 | 222,103 | 219,505 | ||
| 230 | 227,103 | 224,505 | ||
| 235 | 232,103 | 229,505 | ||
| 240 | 237,103 | 264,505 | ||
| 245 | 242,103 | 239,505 | ||
| 250 | 247,103 | 244,505 | ||
| 255 | 252,103 | 249,505 | ||
| 260 | 257,103 | 254,505 | ||
| 265 | 262,103 | 259,505 | ||
| 270 | 267,103 | 264,505 | ||
| 275 | 272,103 | 269,505 | ||
| 280 | 277,103 | 274,505 | ||
| 285 | 282,103 | 279,505 | ||
| 290 | 287,103 | 284,505 | ||
| 295 | 292,103 | 289,505 | ||
| 300 | 297,103 | 294,505 | ||
| 310 | 307,103 | 304,505 | ||
| 320 | 317,103 | 314,505 | ||
| 330 | 327,103 | 324,505 | ||
| 340 | 337,103 | 334,505 | ||
| 350 | 347,103 | 344,505 | ||
| 360 | 357,103 | 354,505 | ||
| 370 | 367,103 | 364,505 | ||
| 380 | 377,103 | 374,505 | ||
| 390 | 387,103 | 384,505 | ||
| 400 | 397,103 | 394,505 | ||
| 410 | 407,103 | 404,505 | ||
| 420 | 417,103 | 414,505 | ||
| 430 | 427,103 | 424,505 | ||
| 440 | 437,103 | 434,505 | ||
| 450 | 447,103 | 444,505 | ||
| 460 | 457,103 | 454,505 | ||
| 470 | 467,103 | 464,505 | ||
| 480 | 477,103 | 474,505 | ||
| 490 | 487,103 | 484,505 | ||
| 500 | 497,103 | 494,505 | ||
| 510 | 507,103 | 504,505 | ||
| 520 | 517,103 | 514,505 | ||
| 530 | 527,103 | 524,505 | ||
| 540 | 537,103 | 534,505 | ||
| 550 | 547,103 | 544,505 | ||
| 560 | 557,103 | 554,505 | ||
| 570 | 567,103 | 564,505 | ||
| 580 | 577,103 | 574,505 | ||
| 590 | 587,103 | 584,505 | ||
| 600 | 597,103 | 594,505 |