Технологические показатели обогащения
Основными технологическими показателями процессов обогащения полезных ископаемых являются качество и выход продуктов, извлечение ценных компонентов. Технологические показатели обогащения позволяют рассчитать различные параметры.
Качество продуктов обогащения определяется содержанием ценных компонентов, вредных примесей, гранулометрическим составом и должно отвечать требованиям, предъявляемым к ним потребителями. Требования к качеству концентратов называются кондициями, регламентируются они ГОСТами, техническими условиями (ТУ) и временными нормами.
Кондиции устанавливают среднее и минимально или максимально допустимое содержание различных компонентов в конечных продуктах обогащения и, если необходимо, содержание классов определенной крупности в получаемых продуктах или их гранулометрический состав.
Содержание компонентов в исходном полезном ископаемом (α), полученных концентратах (β) и хвостах (θ) обычно дается в процентах, а содержание драгоценных металлов — в граммах на тонну продукта (г/т).
Выход продукта обогащения (γ) — количество полученного продукта (концентрата, хвостов), выраженное в процентах или долях единицы к исходному. Суммарный выход всех продуктов обогащения должен соответствовать выходу исходного материала, принимаемому за 100 %. При разделении обогащаемого сырья на два конечных продукта — концентрат (с выходом γк) и хвосты (с выходом γхв) — это условие записывается в виде следующего равенства, которое называется уравнением баланса продуктов:

Считая, что количество ценного компонента в исходном (100 α) равно его суммарному количеству в концентрате (γк β) и хвостах (γхв θ), можно составить с учетом равенства (2.1) уравнение баланса компонента по исходному материалу и продуктам обогащения:

Решая уравнение (2.2) относительно γк (%), получаем зависимости для расчета выхода концентрата и хвостов:

Извлечение (ε) — показатель, обозначающий, какая часть извлекаемого компонента, содержащегося в исходном материале, перешла в концентрат или другой продукт обогащения. Извлечение выражается в процентах, реже — в долях единицы и определяется как отношение массы компонента в данном продукте (γi,βi) к его массе в исходном материале (100 α).
Извлечение компонента в концентрат составляет:

Если выход концентрата неизвестен, то извлечение компонента в концентрат можно рассчитать по уравнению полученному подстановкой в уравнение (2.4) выражения для ук из уравнения (2.3). ;

Суммарное извлечение каждого компонента во все полученные конечные продукты обогащения составляет 100 %. Извлечение ценных компонентов в концентрат при обогащении полезных ископаемых составляет от 60 до 95 % и выше.
Степень концентрации (К) — показатель, обозначающий, во сколько раз увеличилось содержание полезного компонента в концентрате по сравнению с его содержанием в исходном материале. Определяется как отношение содержания полезного компонента в концентрате (βк) к содержанию его в исходном материале (α):

Степень концентрации при обогащении полезных ископаемых может быть от 2 до 100.
Степень сокращения (R) — показатель, обозначающий, во сколько раз масса полученного концентрата (γк) меньше массы переработанного полезного ископаемого. Степень сокращения при обогащении полезных ископаемых может составлять от 2 до 50 и более.
Эффективность обогащения (η) полезного ископаемого при разделении его на два продукта обычно определяется по формуле Ханкокка—Луйксна:

Процесс весьма эффективен, если (η) > 75 %, эффективен при (η) > 50 % и неэффективен — (η) < 25 %.
Уровень комплексности использования минерального сырья оценивается обобщающим показателем — коэффициентом комплексности (Кк), представляющим отношение стоимости извлеченных в товарную продукцию полезных компонентов к стоимости полезных компонентов в исходном сырье по единым ценам.

где Mт.пi и Mсi — массовая доля ценных компонентов соответственно в товарной продукции и сырье; Цо.пi — единые оптовые цены, установленные на компоненты в товарном виде.

Эффективность обогащения определяется с учетом того, что в исходной руде содержится один извлекаемый минерал — магнетит (Fe304). Для данной руды αмин равно отношению содержания железа в исходной руде к содержанию железа в минерале Fе304. Последнее в долях единицы равно 0,724 (подсчитано по атомным массам элементов Fе и О в Fe304). Таким образом,

Качественно-количественные показатели характеризуют техническое совершенство технологического процесса обогащения. При прочих равных условиях чем выше содержание ценного компонента в концентрате, его извлечение и показатели степени сокращения и концентрации, тем выше эффективность обогащения (более подробно в основы обогащения полезных ископаемых).
Расчет
качественно-количественной схемы
заключается в определении выхода
продуктов по выбранной схеме.
В
первой стадии обычно устанавливают
неподвижные колосниковые грохоты,
эффективность (Е)
которых принимают равной 0,6 – 0,7.
Количество подрешетного продукта,
образующегося при грохочении по крупности
D,
равно
Qn
= Q*α*E,
т/ч,
где
Q
–
количество руды, поступающей на
грохочение, т/ч;
α
–
содержание в руде класса крупности –d,
доли
единицы;
Е
– эффективность грохочения, доли единиц.
Величина
α
определяется графическим методом по
суммарной гранулометрической
характеристике.
Рассчитаем
количество подрешетного продукта,
образующего при предварительном
грохочении по крупности D1
=
180 мм.
Содержание
в руде класса крупности D1
находим
из диаграммы 1 (a = 20%). Скорость подачи
питания на грохот рассчитаем исходя из
производительности обогатительной
фабрики: 1000 т/сут = 416,7 т/ч.
Q1
n
=
416,7 * 0,2 * 0,7 = 58,3 т/ч
Рассчитаем
выход подрешетного продукта, который
определяется выражением:

γп1
=
58,3/ 416,7 * 100% = 14%
Количество
руды ( Qn
) и
выход
продукта
поступающего в операции дробления
составляют соответственно:
Qдр
= Q – Qп,
т/ч;
γп
=
100 — γп
%
Для
первой стадии Q1
n
и
γп1
будут
равны:
Q1
n
=
416,7 – 58,3 = 358,4 т/ч;
γп1
= 100 – 14 = 86%.
Рассчитаем
эти же показатели для третьей стадии.
В третьей стадии устанавливают грохоты
с подвижной поверхностью с эффектностью
0,8 – 0,85. Количество и выход продуктов в
последней стадии дробления в замкнутом
цикле определяется с учетом циркулирующей
нагрузки. Величину а находим из диаргаммы
3 (а = 12%).
Для
третьей стадии будут равны:
Q3
n
=
416,7 * 0,12*0,8 = 40т/ч;
γп3
=
40/416,7 * 100% = 9,6%;
Q3
n
=
416,7 -40= 376,7 т/ч;
γп3
=
100 – 9,6 = 90,4%;
Нагрузка
на грохоты в третьей определяется
выражением:
Qс
=
Q
+ Qn
*
С = 100+110=210%
где
С –
циркулирующая
нагрузка
в замкнутом цикле операции дробления.
γ
= γn+
γnC
=
100 + 90,4 * 1,4 = 226,56
Qс
=
416,7 + 376,7 * 1,4 = 944,08
Тип
рекомендуемого оборудования.
В
первой стадии обычно устанавливают
неподвижные колосниковые решетки для
предварительного грохочения, и дробилки
ККД. Размер отверстий грохотов – 180 мм;
размер разгрузочного отверстия дробилок
– 171,4 мм.
Во
второй стадии используют дробилки КСД.
Размер разгрузочного отверстия этих
дробилок равен 20мм.
В
третьей стадии устанавливают грохоты
с подвижной поверхностью для контрольного
грохочения, и дробилки КМД. Размер
отверстий грохотов -5 мм. Размер
разгрузочного отверстия дробилок –
4мм.
2. Расчет качественно – количественных показателей обогащения
Основными
технологическими показателями процессов
переработки полезных ископаемых
являются выход и качество продуктов,
извлечение ценных компонентов (для
операции грохочения – ее эффективность)
эффективность обогащения.
Качество
продуктов определяется их гранулометрическим
составом, содержанием ценных компонентов,
вредных и полезных примесей, влажностью
и должно отвечать требованиям,
предъявляемым к ним потребителями.
Требования к качеству концентратов
называются кондициями и регламентируются
ГОСТами, ОСТами, техническими условиями
(ТУ), временными нормами и разрабатываются
с учетом технологии и экономики
переработки данного сырья, его основных
свойств и возможностей технология
обогащения. Кондиции устанавливают
среднее и минимально (или максимально)
допустимое содержание различных
компонентов в конечных продуктах
обогащения
и,
если необходимо, их гранулометрический
состав и влажность.
Содержание
компонентов в исходном полезном
ископаемом
α
концентратах
β
и хвостах θ
обычно указывается в процентах.
Выходом
продукта γ
называют отношение его массы к массе
исходной руды или угля, выраженное в
процентах или в долях единицы. Суммарный
выход всех продуктов равен выходу
исходной перерабатываемой руды,
принимаемому обычно за 100%. При разделении
руды на два конечных продукта – концентрат
(с выходом γк
)
и хвосты (с выходом γхв
)
– это условие записывается следующим
образом в виде баланса (%) продуктов
обогащения:
γк
+ γхв
= 100%
Считая, что
количество ценного компонента в руде
(100 * α)
равно его суммарному количеству в
концентрате (γк*
β)
и отвальных
хвостах (γхв*
θ),
можно составить с учетом равенства (14)
уравнение баланса ценного компонента
в руде и продуктах обогащения:
100* α
= γк*
β + (100 — γк)*
θ.
(15)
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Технологические показатели обогащения
Выход продукта (γ) – количество полученного продукта (концентрата, хвоста), выраженное в % или в долях единицы к исходному. Суммарный выход всех продуктов обогащения должен соответствовать выходу исходного материала, принимаемому за 100%.
Два конечных продукта: концентрат и хвосты
Считая, что количество ценного компонента в исходном (100α) равно его суммарному количеству в концентрате (γкβ) и хвостах (γхвθ), можно составить с учетом равенства уравнение Валенса компонента по исходному материалу и продуктам обогащения.
Решая уравнение относительно получаем зависимости для расчета выхода концентрата и хвостов:
Извлечение ( ) – показатель, обозначающий какая часть извлекаемого компонента, содержащегося в исходном материале, перешла в концентрат или другой продукт обогащения. Извлечение выражается в % реже – в долях единицы и определяется как отношение массы компонента в данном продукте ( ) к его массе в исходном материале (100 ).
Извлечение компонента в концентрат составляет:
Если выход концентрата неизвестен, то извлечение компонента в концентрат можно рассчитать по уравнению:
Суммарное извлечение каждого компонента во все полученные конечные продукты обогащения составляет 100%.
Извлечение ценных компонентов в концентрат при обогащении полезных ископаемых составляет от 60% до 95% и выше.
Степень концентрации (К) – показатель который показывает во сколько раз увеличивалась содержание полезного компонента в концентрате по сравнению с его содержанием в исходном материале( ):
Степень концентрации при обогащении полезных ископаемых может быть от 2 до 100 .
Степень сокращения(R)– показатель, обозначающий, во сколько раз масса полученного концентрата ( ) меньше массы переработанного полезного ископаемого. Степень сокращения при обогащении полезных ископаемых может составлять от 2 до50 и более.
Эффективность обогащения ( ) полезного ископаемого при разделении его на продукта обычно определяется по формуле Ханкокка – Луйкена:
.
Процесс весьма эффективен, если , эффективности при >50% и неэффективен –
Любой магнитный сепаратор состоит из следующих основных конструктивных узлов: магнитной системы; питателя для подачи руды в рабочую зону сепаратора; устройства для транспортирования магнитного продукта из зоны действия магнитных сил; привода и кожуха или ванны. Конструкция отдельных узлов и режим работы различных типов сепараторов характеризуются большим разнообразием.
Разделение минералов осуществляется в рабочей зоне магнитных сепараторов. Исходный материал при верхней подаче поступает непосредственно на рабочий орган — барабан, валок, диск и др., при нижней — в зазор между ним и питающим лотком, дном ванны или полюсным наконечником. Магнитные частицы под действием магнитного поля притягиваются к поверхности рабочего органа и выносятся за пределы действия магнитных сил, где разгружаются в приемники для магнитного продукта. Немагнитные частицы скользят под действием центробежных сил и сил тяжести по поверхности рабочего органа, полюсного наконечника, лотка или дну ванны и разгружаются в приемники для немагнитного продукта.
Технологический и товарный баланс продуктов обогащения
Для учета и технической отчетности на фабрике определяются следующие основные показатели: количество переработанной руды и полученных концентратов; содержание металлов в руде, концентратах и хвостах; извлечение металлов в концентраты и потери его с отвальными хвостами; время работы и простоев оборудования; расход электроэнергии; реагентов; воды и других материалов; себестоимость получаемых концентратов и производительность труда. Кроме того, на фабрике осуществляется оперативный контроль правильности ведения процесса для своевременного выявления отклонений от установленного режима, управления процессом и его совершенствования.
С целью оперативного руководства технологическим процессом, составления технологического и товарного баланса, количественно-шламовой схемы, определения эффективности работы отдельных циклов обогащения и основного оборудования, эффективности реагентного режима производится опробование руды и продуктов обогащения.
Для учета качественных и количественных показателей работы обогатительной фабрики за определенный период времени составляются балансы металла, которые являются основным документом технического отчета фабрики.
Под балансом металлов на обогатительной фабрике подразумевается отчет о поступлении и переработке руды, составленный по определенной форме и отражающий работу фабрики, ее отдельных цехов за смену, сутки, декаду, месяц, квартал и год. Составленный баланс металлов за отчетный период дает представление о техническом уровне работы фабрики, о степени извлечения металлов, а также о культуре производства, точности учета и контроля. Он является основой всех технико-экономических расчетов как при анализе работы фабрики за отчетный период, так и при планировании дальнейшей ее работы.
На обогатительных фабриках различают два вида балансов: технологический и товарный.
Технологический баланс металлов составляется по данным химических анализов руды и продуктов обогащения и сухой массы переработанной руды за данный период времени (смену, сутки, декаду, месяц, квартал и год).
Технологический баланс необходим для:
оперативного контроля и управления ходом технологических процессов, соблюдения кондиций на получаемые концентраты и хвосты, и определения извлечения металлов в концентраты;
оценки работы отдельных смен, секций, бригад и фабрики в целом по качественным и количественным показателям;
начисления заработной платы рабочим фабрики.
Результаты расчета технологического баланса оформляются в виде таблицы.
Технологический баланс металлов
| Продукт | Выход | Содержание, % | Извлечение, % | ||
| т | % | свинца | цинка | свинца | цинка |
| Концентрат: Свинцовый Цинковый Хвосты Исходная руда | 69,0 4,0 0,3 7,65 | 4,0 45,0 1,2 7,1 | 90,2 6,8 3,0 100,0 | 5,57 81,6 12,83 100,0 |
где a1 — содержание металла в исходной руде, %; g1 — выход концентрата, %; g2 — выход пром. продукта, %; g3 — выход хвостов, %; b1— содержание металла в концентрате, %; b2— содержание металла в пром. продукте, %; b3— содержание металла в хвостах, %.
Товарный баланс составляется по фактическому количеству переработанного сырья, выданных концентратов и отвальных хвостов, количеству продуктов, оставшихся в незавершенном производстве, количеству механических потерь, по химическим анализам руды, концентратов, хвостов и продуктов незавершенного производства. Таким образом, товарный баланс отражает результаты фактической деятельности фабрики. Составляют товарный баланс за декаду, месяц, квартал и год.
Товарный баланс необходим для:
учета и анализа количества и качества переработанных руд, полученных концентратов и хвостов, а также для учета и анализа конечных показателей обогащения — извлечения металлов в товарные концентраты;
учета остатков руды, концентратов, хвостов и продуктов незавершенного производства за отчетный период;
определения количества механических потерь металлов в процессе производства с целью дальнейшего устранения или снижения этих потерь;
финансовых, хозяйственных и арбитражных расчетов фабрики с поставщиками руды и потребителями концентратов;
начисления заработной платы руководящему составу фабрики и установление премиальной системы оплаты труда.
Для составления товарного баланса необходимо знать:
массу и влажность руд, поступающих на фабрику за отчетный период;
массу и влажность концентратов, отгруженных потребителям;
массу и влажность остатков руды, концентратов и продуктов незавершенного производства на начало и конец отчетного периода;
содержание металлов в руде, поступающей на фабрику за отчетный период;
содержание металлов в концентратах, отгруженных потребителям за отчетный период;
содержание металлов в отвальных хвостах;
результаты учета механических потерь руды, концентратов и. других продуктов по обогатительной фабрике (пылеобразование, слив сгустителей и т. п.);
итоговые данные технологического баланса за отчетный период.
Товарный баланс составляется по уравнению:
где Qc-масса переработанного за отчетный период сырья, т; αc-содержание в нем ценного компонента, %; Qсн, Qкн— масса остатков на складах соответственно сырья и концентрата, перешедших с предыдущего отчетного года, т; αcн, βкн – содержание металла в остатках соответственно руды и концентрата, %; Qк – масса концентрата, отправленного потребителям за отчетный период, т; βк – содержание ценного компонента в концентрате, %; Qск, Qкк – остатки на складах соответственно сырья и концентрата, перешедшие на следующий отчетный период, т; αcк, βкк— содержание ценного компонента в остатках соответственно сырья и концентрата, %; Qх – масса ценного компонента в хвостах, %; М- масса ценного компонента в механических потерях (за отчетный период).
Таким образом, принципиальное различие между технологическим и товарным балансом состоит в том, что в технологическом балансе не учитываются механические потери в различных стадиях обогащения. Поэтому технологическое извлечение бывает, как правило, выше товарного. Причинами такого несоответствия могут быть также неправильная организация опробования, ошибки при анализе на влажность руды и продуктов обогащения, ошибки химических анализов, неточность учета остатков концентратов и продуктов незавершенного производства.
Сопоставление и анализ технологического и товарного балансов позволяет обнаружить источники потерь, ошибки при взвешивании, опробовании и различных анализах.
Расчет качественно-количественной схемы флотации монометаллической руды
НИТУ «МИСиС»
В.А. Игнаткина
_____________
ОСНОВЫ ОБОГАЩЕНИЯ ПОЛЕЗНЫХ ИСКОПАЕМЫХ
Методические рекомендации для выполнения
Части домашнего задания
 Москва 2017
Москва 2017
Методические рекомендации по выполнению домашнего задания часть 3 по дисциплине «Основы обогащения полезных ископаемых». Самостоятельная работа студентов в форме выполнения домашнего задания позволяет закрепить знания по дисциплине, получить умения, навыки расчетов баланса ценного компонента, качественно-количественной схемы флотации.
3Расчет баланса металлов и качественно-количественной схемы флотации
1. Основные данные:
— технологические показатели процесса обогащения: содержание металла в исходной руде и продуктах обогащения, выход продуктов, извлечение металла;
— уравнение баланса металла;
— особенности принципиальных схем флотации моно- и полиметаллических руд.
2. Расчет баланса металла и качественно-количественной схемы флотации монометаллической руды.
Расчет баланса металла монометаллической руды
Технологический баланс металлов составляется по данным химических анализов руды и продуктов обогащения и сухой массы переработанной руды за определенный период времени. Технологический баланс необходим для оперативного контроля и управления ходом технологических процессов, соблюдения кондиций на получаемые концентраты и хвосты, и определения извлечения металлов в концентраты.
Баланс металла рассчитывается по технологическим показателям руды и конечных продуктов обогащения (концентрата и хвостов). Введем следующие обозначения:
α, β, θ — соответственно содержание металла в исходной руде, в концентрате и хвостах;
γисх., γк, γхв. — соответственно выход исходной руды (γисх.=100%) концентрата и хвостов, % ε — извлечение металла в руде равно 100%;ε — извлечение металла в концентрат, %;
ε — потери металла в хвостах, %.
Количество металла в руде равно его количеству в концентрате, и хвостах:
Выход концентрата для однокомпонентной руды :
 .
.
Извлечение металла в концентрат рассчитывается по формуле
 ,
,
а если выход концентрата неизвестен, то
 .
.
Потери металла в хвостах составят:
Пример расчета
Рассчитать баланс металла при обогащении медно-порфировой руды, содержащей 0,5% меди (αCu=0,5%); медный концентрат, полученный в результате обогащения этой руды по схеме, представленной на рис.1, содержит 18% меди (βCu= 18%) при извлечении меди в концентрат εCu=92%; производительность фабрики равна 10000 т/сут. На рисунке 1 приведена схема с показателями обогащения меди по конечным продуктам флотации.
Рисунок 1 — Схема с исходными данными для расчета баланса
Баланс по конечным продуктам монометаллической руды можно рассчитать из схемы, представленной на рисунке 1, либо в табличной форме. Исходные данные вносим в соответствующие графы таблицы баланса металлов (табл.1).
Определяется выход медного концентрате:
Тогда выход хвостов:

Извлечение меди в хвосты (потери меди):
Содержание меди в хвостах:
Затем определяется масса полученных продуктов — медного концентрата и хвостов — по заданной производительности фабрики.
Масса медного концентрата:
Mхв= 10000 — 255 = 9745 т/сут.
Таблица 1 — Баланс металла
| Продукты | Выход продукта | Содержание меди βCu, % | Извлечение меди εCu, % |
| % | т/сут. | ||
| Cu — концентрат | 2,6 | 18,00 | 92,0 |
| Хвосты | 97,4 | 0,041 | 8,0 |
| Исходная руда | 0,5 |
Из рассчитанного баланса металла технологические показатели по исходному и конечному продуктам переносятся на схему (рис. 2). Нумеруются все операции, продукты. Исходя из практики обогащения медных руд принимаются следующие значения содержаний меди в продуктах разделения: β1=8%; β2=0,2%; β4=2%; β5 =0,8%.
При назначении содержания металла в продуктах разделения следует пользоваться допустимыми значениями степени обогащения (степени концентрации) К=β/α, которые могут быть достигнуты в различных операциях флотации. Степень обогащения в основных операциях составляет 5-20 (при расчете принципиальных схем флотации бедных руд можно принять К=100-200); в перечистых -1,2-3, причем в каждой последующей операции перечистной флотации степень обогащения должна уменьшаться.
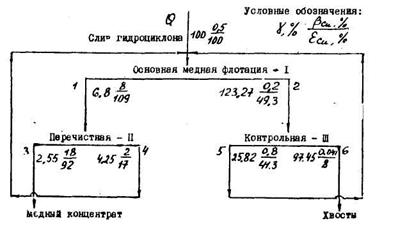
Рисунок 2 — Принципиальная схема флотации медно-порфировой руды
Расчет качественно-количественной схемы флотации монометаллической руды
Расчет схемы ведется снизу вверх, т.е. от последних операций к первой. После составления и решения системы линейных уравнений для каждой операции разделения, определяются выходы всех продуктов.
Для каждой операции разделения составляются уравнения баланса по массе продуктов и по ценному компоненту.
Перечистная флотация
Уравнение баланса по массе продуктов
Уравнение баланса по ценному компоненту
Решается система линейных уравнении
 γ1= γ3+ γ4,
γ1= γ3+ γ4,
Из таблицы 1 баланса металла известно, что
После подстановки в уравнение значений γ1, β1, β3и β4 получается:
Это уравнение решается относительно γ4, в результате чего находится γ4=4,3; γ1=6,8.
Контрольная флотация
Аналогичным путем составляются уравнение баланса для операции III:
γ2= γ5+ γ6,
γ6=97,5 (из таблицы баланса металла)
Системе уравнений (6) решается относительно γ5:
По известным значениям γ3и γ4определяется γ1 :
Затем рассчитывается значения извлечения металла в каждом продукте по формуле
http://helpiks.org/1-126262.html
http://poisk-ru.ru/s40998t6.html
Все технологические показатели обогащения полезных ископаемых взаимосвязаны. По качественной характеристике продуктов обогащения можно определить технологические показатели, например выход концентрата.
В технологических расчетах принимаются следующие показатели обогащения: выход продукта; содержание или массовая доля расчетного компонента в продукте; извлечение расчетного компонента в продукт; степень концентрации; эффективность обогащения и др.
Выход продукта (г) — отношение массы продукта к массе перерабатываемого исходного материала (%, доля единицы);
Содержание расчетного компонента в концентрате (в) — отношение массы компонента в продукте к массе продукта (%, доля единицы, г/т);
Извлечение расчетного компонента в продукт (е) — отношение массы компонента в продукте к массе того же компонента в исходном продукте (%, доля единицы).
Главные показатели обогащения, по которым производится расчет технологических схем, представлены в формулах 3.1. — 3.3.:
100 б = г1 в1 + г2в2+ … гпвп (3.1.)
100 = г1 + г2+ … гп (3.2.)
е = г в / б (3.3.)
РАСЧЕТ КАЧЕСТВЕННО-КОЛИЧЕСТВЕННОЙ СХЕМЫ
Определяем часовую производительность по формуле

т/ч, [Разумов, стр.38, т.3]
где
n — запланированное календарное число дней работы фабрики в год;
з — коэффициент использования оборудования фабрики по времени (отношение чистого времени работы фабрики к запланированному календарному времени);
t — количество рабочих часов в сутки.
Для гравитационных фабрик обычно принимают n = 307, з = 0,96-0,98 и n·з = 294-300. Значение t принимаем обычно равным 24ч.
Тогда n = 307, з = 0,96, t = 24ч.

т/ч
Определяем содержание касситерита в оловянной руде
Sn = 0,9·0,788=0,71%
По данным работы действующей фабрики и справочным данным принимаем следующие показатели: [Сор том 3, 1974]
Таблица 4.1. Качественно-количественная схема
|
наименование |
г |
в |
г· в |
е |
|
Руда |
100 |
б=0,71 |
71 |
100 |
|
Концентрат |
2,5 |
17 |
42,5 |
60 |
|
Хвосты |
57,5 |
0,11 |
6,3 |
8,73 |
|
шламы |
40 |
0,55 |
22,2 |
31,27 |
Таблица 4.2. Баланс по концентрату
|
наименование |
г |
в |
г· в |
е |
|
|
11 |
Концентрат |
0,64 |
17 |
10,98 |
15,5 |
|
13 |
Концентрат |
0,50 |
17 |
8,5 |
11,97 |
|
15 |
Концентрат |
0,31 |
17 |
5,27 |
7,42 |
|
17 |
Концентрат |
0,31 |
17 |
5,27 |
7,42 |
|
26 |
Концентрат |
0,20 |
17 |
3,4 |
4,78 |
|
28 |
Концентрат |
0,18 |
17 |
3,06 |
4,3 |
|
30 |
Концентрат |
0,18 |
17 |
3,06 |
4,3 |
|
32 |
Концентрат |
0,18 |
17 |
3,06 |
4,3 |
|
Итого |
2,5 |
17 |
42,6 |
60 |
Таблица 4.3. Водно-шламовая схема
|
наименование |
г |
в |
г· в |
е |
|
Шламы |
20 |
0,71 |
14,2 |
20 |
|
Шламы |
20 |
0,40 |
8 |
11,27 |
|
Итого |
40 |
0,55 |
22,2 |
31,27 |



По уравнениям, связывающих технологические показатели, находятся значения для всех продуктов схемы. По формуле определяются выходы для продуктов с известными значениями . Путем составления и решения уравнений баланса выходов вычисляются значения для всех остальных продуктов схемы. По формуле определяются содержания для всех остальных продуктов схемы [К.А.Разумов, стр.145].
Определяем массу продуктов по формуле:
[К.А.Разумов, стр.147].
Таблица 4.4. Результаты расчета количественно-качественной схемы
