Управление производственным процессом – это комплекс мер, который принимается с целью определить задачи, стоящие перед организацией, а также этапы их выполнения. При планировании важно учитывать размер компании, ее специализацию, ассортимент выпускаемого товара. Ошибка в этом деле может повлечь за собой серьезные финансовые потери. Поэтому очень важно тщательно проводить расчеты, принимая во внимание все факторы. В этой статье мы подробно рассмотрим основы, задачи планирования производства на предприятии, какие существуют методы и правила в этой сфере.

Понятие производственного плана
Разработка стратегии – это один из пунктов административной деятельности фирмы. Если обобщить, то сюда относятся решения, которые влияют на объемы задействованного сырья, численность работников и многое другое. ПП может содержать информацию о:
- маржинальной прибыли;
- контроле качества;
- необходимом количестве закупаемых материалов;
- себестоимости единицы товара;
- состоянии штата персонала;
- применении мощностей;
- анализе помещений, которые находятся в распоряжении юридического лица;
- регламентировании отчетности;
Стоит учитывать, что здесь приведены общие данные. Структура может изменяться в зависимости от профиля компании.
Зачем его составлять
Производственное планирование на предприятии нередко осуществляется интуитивно, без четкой схемы. Но такой подход не позволяет максимально рационализировать процесс.
Грамотно проработанный ПП помогает руководству решить несколько проблем. Среди них:
- расширение клиентской базы, повышение степени лояльности уже существующих покупателей;
- рост качества товаров или оказываемых услуг;
- сокращение издержек и детализация имеющихся;
- снижение количества кредитов;
- образование ресурсного резерва на случай непредвиденных ситуаций;
- создание стратегии, актуальной при разных обстоятельствах.
Планирование производства на предприятии – это необходимая часть работы, особенно если речь идет о крупных организациях.
Не менее важная часть функционирования компании – автоматизация и оптимизация рутинных процессов с целью сокращения издержек, увеличения прибыли и реинвестирования финансов в развитие бизнеса. Это происходит за счет технологических нововведений, например, внедрения специализированного ПО. В каталоге «Клеверенс» представлен широкий спектр решений, которые подойдут для разных сфер бизнеса: от розничной торговли до производственного сектора.
Оставьте заявку, и наши специалисты помогут подобрать решение под ваши задачи. Подробнее >>
Готовые решения для всех направлений

Ускорьте работу сотрудников склада при помощи мобильной автоматизации. Навсегда устраните ошибки при приёмке, отгрузке, инвентаризации и перемещении товара.
Узнать больше

Мобильность, точность и скорость пересчёта товара в торговом зале и на складе, позволят вам не потерять дни продаж во время проведения инвентаризации и при приёмке товара.
Узнать больше

Обязательная маркировка товаров — это возможность для каждой организации на 100% исключить приёмку на свой склад контрафактного товара и отследить цепочку поставок от производителя
Узнать больше

Скорость, точность приёмки и отгрузки товаров на складе — краеугольный камень в E-commerce бизнесе. Начни использовать современные, более эффективные мобильные инструменты.
Узнать больше

Повысьте точность учета имущества организации, уровень контроля сохранности и перемещения каждой единицы. Мобильный учет снизит вероятность краж и естественных потерь.
Узнать больше

Повысьте эффективность деятельности производственного предприятия за счет внедрения мобильной автоматизации для учёта товарно-материальных ценностей.
Узнать больше

Первое в России готовое решение для учёта товара по RFID-меткам на каждом из этапов цепочки поставок.
Узнать больше

Исключи ошибки сопоставления и считывания акцизных марок алкогольной продукции при помощи мобильных инструментов учёта.
Узнать больше

Получение сертифицированного статуса партнёра «Клеверенс» позволит вашей компании выйти на новый уровень решения задач на предприятиях ваших клиентов..
Узнать больше

Используй современные мобильные инструменты для проведения инвентаризации товара. Повысь скорость и точность бизнес-процесса.
Узнать больше
Показать все решения по автоматизации
Цели и функции
Если обобщить, то главная задача ПП – это составление прогноза развития фирмы. С помощью него определяется, чего руководству и работникам нужно достичь на конкретный временной промежуток. В итоге должны оперативно появляться решения, реализуемые в процессе хозяйственной и финансовой деятельности.

В условиях рыночной экономики делать это сложнее, чем при плановом производстве – это обусловлено тем, что нет централизованного управления компаниями. Поэтому менеджерам приходится самостоятельно определять перспективы при постоянной конкуренции. Руководство небольших контор нередко делает это «на ощупь», не применяя никаких схем и стратегий. Но чем больше масштаб бизнеса, тем острее ощущается необходимость в четкой и структурированной программе. Без нее невозможно добиться слаженного функционирования.
Составные звенья цепи
Планирование производственной деятельности предприятия включает в себя 4 основных компонента:
- тактику;
- стратегию;
- программу выработки;
- даты, в которые должен осуществляться каждый этап.
При разработке ПП нужно опираться на два ключевых понятия: приоритет и производительность. Первое означает ассортимент, объем товара и сроки его выпуска. Эти значения устанавливаются исходя из ситуации на рынке. Второе – это количество продукции, сделанной за единицу времени.
Принципы
При составлении схемы стоит действовать по нескольким правилам. Прежде всего, – непрерывность. План производства предприятия должен оставаться актуальным на всех стадиях выработки. Кроме того, нужно обеспечивать единство. Это значит, что в ПП должны быть учтены связи между видами работы. Следующий принцип – экономичность. Следуя схеме, руководство фирмы должно максимально оптимизировать процесс и снизить издержки.
Еще одно требование – гибкость, чтобы при возникновении непредвиденных ситуаций в план можно внести коррективы. Важно также учитывать и точность. Ее должно хватать для безошибочного выполнения поставленной задачи. Все филиалы организации в рамках плана связываются между собой.

Как происходит составление
За эту часть административной деятельности отвечает отдел планирования производства. Ниже подробно рассмотрим все этапы.
Главная проблема, которая стоит перед специалистами, это необходимость в как можно более рациональном использовании мощностей. Если они превышают объемы продаж, то происходит недозагрузка. К ее последствиям можно отнести, например, увеличение издержек. В свою очередь, это приводит к падению прибыли компании. Если доход ниже необходимого значения, то фирма не сможет обеспечить выпуск нужного количества продукции.
Программа разрабатывается на год. Задания распределяются по кварталам и месяцам.
Состав
Планирование производственного процесса на предприятии завершается составлением стратегии, которая оформляется в виде официальной бумаги. Она имеет определенную структуру. Стоит ее придерживаться, чтобы избежать путаницы. В ней содержится:
- Титульная страница.
- Содержание.
- Основные сведения о фирме.
- Данные о товарах или оказываемых услугах.
- Организационный план.
- Маркетинговая схема.
- ПП.
- Информация об инвестициях и финансах.
- Приложения.
Последний пункт нужен для добавления уточнений, которые могут понадобиться в процессе работы.
Как определить загрузку мощностей
Прежде всего, необходимо произвести анализ рынка, чтобы выявить наиболее популярные среди потенциальных потребителей товары.
Второй этап – это составление коммерческого прогноза. Иными словами, менеджеры считают, какое количество продукта определенного типа можно будет реализовать. Исходя из этих цифр, ведется обсуждение, хватит ли для осуществления поставленных целей имеющегося в распоряжении оборудования. Если нет, то принимается решение о целесообразности приобретения дополнительных единиц техники. Их требуется перечислить в ПП. Кроме того, указать нужно сумму, потраченную на оплату труда, штат работников и затраты на хозяйственные нужды.

Отображение в документе текущего планирования производства
Перед выпуском товаров необходимо установить, каким способом он будет осуществляться. Для этого сотрудникам организации стоит провести глубокий анализ обеспечения компании машинами и кадрами. После выбирается наиболее эффективный, с коммерческой точки зрения, вариант. При этом сотрудники делают выбор между:
- низким и высоким уровнем автоматизации;
- использованием стандартной или персонализированной технологии;
- производительной или гибкой системой.
Важно учитывать специфику функционирования предприятия. Если изготавливается продукт для массового рынка, то рекомендуется прибегнуть к конвейерному методу. Он простой и обеспечивает минимальные издержки. Такой подход приемлем для большей части фирм. Однако если предстоит выполнять спецзаказы, то придется задействовать альтернативные решения. Эти аспекты нужно зафиксировать в ПП.
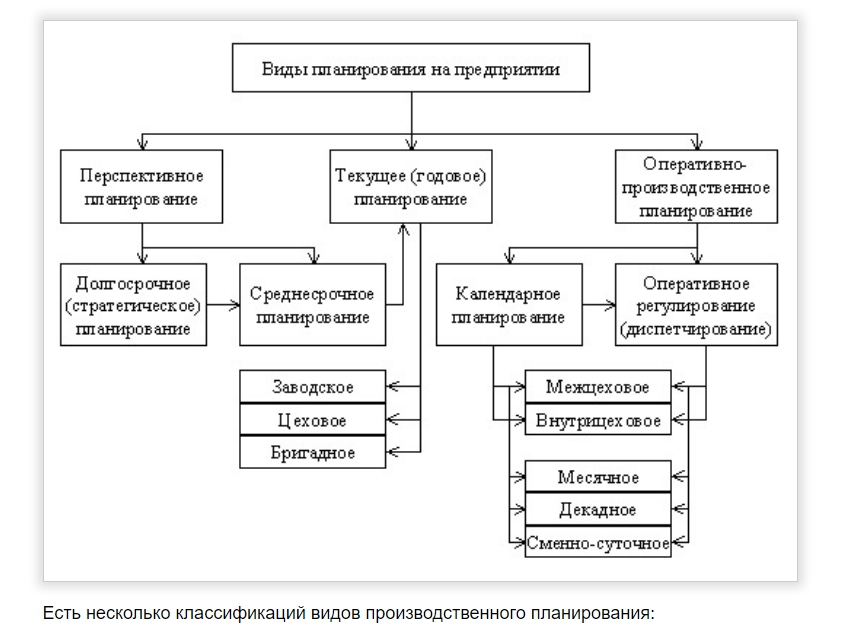
Виды планирования и организации работ производственного участка
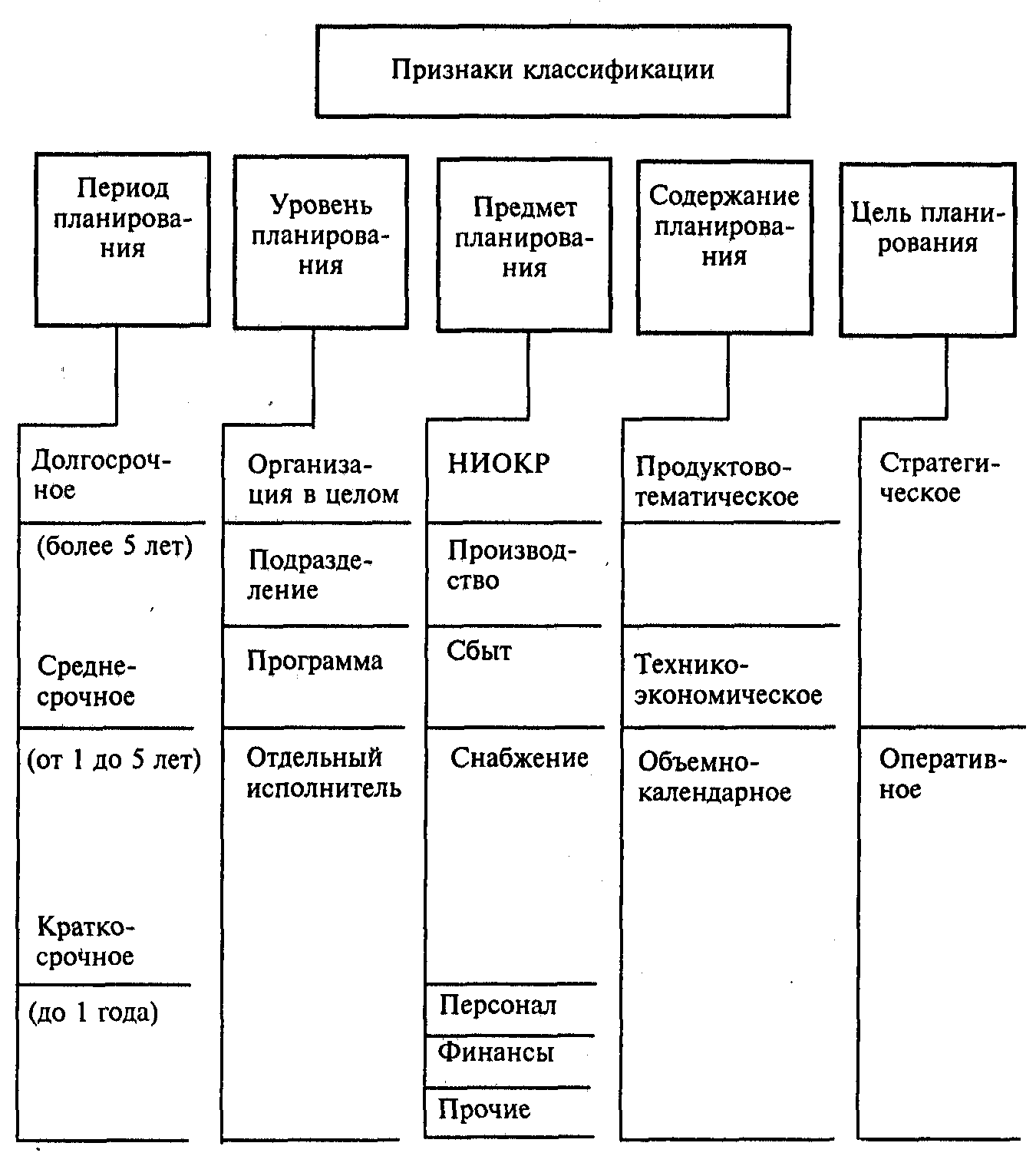
Существует несколько классификаций этого типа деятельности по различным признакам. Прежде всего, это сроки выполнения. От потраченного времени напрямую зависит и глубина производимых расчетов. По данному критерию разделяют:
- перспективное;
- текущее;
- оперативное.
Первая разновидность отличается тем, что сотрудники учитывают период действия выработки товара, который можно прогнозировать. Вторая характеризуется составлением программы на один год. Задачи распределяются по кварталам. Последний вид задействуется в условиях, когда необходимо выпустить нужное количество продукции в достаточном ассортименте и в прописанные сроки. При этом используется наименьший цикл.
Следующий критерий – это перспективы, а также цели и задачи производственного планирования. Стратегическое используется для того, чтобы открыть для организации новые пути и возможности. При этом во внимание принимаются глобальные стремления компании.
Тактическое служит для реализации установок, разработанных на предыдущем этапе. Еще одна функция – это создание возможностей для увеличения объемов выработки и производительности мощностей, сокращения издержек, повышения качества продукции.
Третий тип – бизнес-план. Он необходим, чтобы оценить целесообразность внедрения проектов или привлечения капиталовложений со стороны.
Также программы производственных участков классифицируют по степени обязательности заданий. Различают директивные и индикативные.

Цели, которые ставятся при первом типе планирования, подлежат беспрекословной реализации в установленные сроки. При этом второй вид включает в себя задачи, которые носят рекомендательный характер. Они служат только для того, чтобы задавать нужное направление функционирования компании. Неотложные предписания допускаются, но их количество не должно быть большим.
Еще один используемый параметр – это особенности структуры. По уровням управления производственные планы бывают:
- корпоративные – разрабатываются для холдинга или концерна;
- для самостоятельных субъектов – фирмы или филиала;
- для подразделений – рабочее место, цех, участок.
Стратегия и тактика
Этот пункт необходимо разобрать, чтобы более детально изучить структуру процесса. Это два вида программ, которые служат для конкретных целей. Первая должна реализовываться в соответствии с выбранным направлением деятельности организации, объемами выпуска товаров, количеством трудовых ресурсов, а также планами реализации продукции. Важно отметить, что в основе стратегии производственного планирования должны быть прогнозы в долгосрочной перспективе.
Чтобы выполнять цели, намеченные на первом этапе, необходимо прибегнуть к тактике. В производственном плане следует подробно указать информацию о состоянии предприятия. В частности, наличие сырья в нужном объеме, степень укомплектованности штата работников, транспортные средства, которыми располагает компания. Кроме того, требуются данные о мероприятиях, которые предстоит провести для осуществления программы, и их сроки. В качестве дополнений прикладываются сведения о себестоимости единицы продукции.
Что является основным методом планирования производственных ресурсов и какие факторы учитываются
Существует несколько методик. Первая – балансовая. Ее суть заключается в сопоставлении потребностей фирмы и оснащенность. При этом учитывается количество сотрудников, наличие материалов, техники и финансов. При отсутствии равновесия специалисты ищут способы его достичь. Такой подход дает руководству возможность оценить уровень мощностей, которым располагает организация, их динамику в будущем и степень загрузки. Также можно провести мониторинг рынка. С этой целью составляют план выработки.
Второй метод, который хорошо зарекомендовал себя, — это техническое расчетное планирование. Его задействуют при нужде в расчетах экономической эффективности деятельности компании, целесообразность привлечения инвестиций и выпуска ценных бумаг. Основа способа – использование системы групп норм. К ним относятся:
- необходимый уровень затрат труда;
- средства, находящиеся в обороте;
- качество товаров;
- другие.
Еще один распространенный подход к системе планирования производства – расчетно-аналитический. Его суть заключается во всесторонней оценке состояния фирмы за выбранный период. Во внимание принимается также его потенциальные изменения и факторы, которые могут оказать на это влияние.

Готовые решения для всех направлений
Ускорьте работу сотрудников склада при помощи мобильной автоматизации. Навсегда устраните ошибки при приёмке, отгрузке, инвентаризации и перемещении товара.
Узнать больше
Мобильность, точность и скорость пересчёта товара в торговом зале и на складе, позволят вам не потерять дни продаж во время проведения инвентаризации и при приёмке товара.
Узнать больше
Обязательная маркировка товаров — это возможность для каждой организации на 100% исключить приёмку на свой склад контрафактного товара и отследить цепочку поставок от производителя
Узнать больше
Скорость, точность приёмки и отгрузки товаров на складе — краеугольный камень в E-commerce бизнесе. Начни использовать современные, более эффективные мобильные инструменты.
Узнать больше
Повысьте точность учета имущества организации, уровень контроля сохранности и перемещения каждой единицы. Мобильный учет снизит вероятность краж и естественных потерь.
Узнать больше
Повысьте эффективность деятельности производственного предприятия за счет внедрения мобильной автоматизации для учёта товарно-материальных ценностей.
Узнать больше
Первое в России готовое решение для учёта товара по RFID-меткам на каждом из этапов цепочки поставок.
Узнать больше
Исключи ошибки сопоставления и считывания акцизных марок алкогольной продукции при помощи мобильных инструментов учёта.
Узнать больше
Получение сертифицированного статуса партнёра «Клеверенс» позволит вашей компании выйти на новый уровень решения задач на предприятиях ваших клиентов..
Узнать больше
Используй современные мобильные инструменты для проведения инвентаризации товара. Повысь скорость и точность бизнес-процесса.
Узнать больше
Показать все решения по автоматизации
Последовательность действий
Разработка программы осуществляется в несколько этапов. На каждом из них специалисты решают определенный набор задач.
1. Подготовка
Прежде всего, нужно собрать данные о необходимых объемах выработки и качестве товаров. Их получают исходя из спроса на рынке и запросов клиентов. Кроме того, нужно собрать подробную информацию об имеющихся мощностях и ресурсах.
Качественная работа на этой стадии позволяет избежать ошибок и обеспечить максимальную загруженность оборудования.
2. Составление ПП
Далее необходимо детально описать в документе процесс планирования производства. Обязательно указание: последовательности движения ресурсов по операциям и видам оборудования, имена ответственных лиц, порядок действий.
На таком уровне стоит описаться на эксплуатационные данные. Это, к примеру, технологическая карта. На ее основе устанавливается алгоритм действий и требуемые для его реализации машины. Дополнительно обозначается класс оборудования и уровень квалификации сотрудников, которые будут на нем работать. При отсутствии нужного количества станков определяется альтернативный путь.
3. Составление графика планирования производства
Расписание служит для того, чтобы облегчить распределение времени на каждой стадии выработки. Оно должно содержать сроки начала и завершения конкретной операции. Как правило, они определяются заключенными договорами поставок. Стоит указывать в документе детальные данные и конкретизировать дату старта, прогресс, объем работы.
4. Выдача заказов
Другое название – диспетчеризация. Она включает в себя в контроль перемещения сырья, следования заданному маршруту, оптимального расположения инструментов.
Этот этап планирования производства нужен для того, чтобы сделать рабочий процесс максимально согласованным. При его реализации выдаются наряды на осуществление ряда задач. В них нужно тщательно указывать основные сведения.
5. Контроль
Это финальная стадия, суть которой в обеспечении правильного выполнения заданий. Также мониторинг подразумевает отслеживания временных рамок – насколько сотрудники уложились в отведенные сроки. После ответственные лица формируют отчет для руководителей. В этой бумаге указываются все обнаруженные нарушения регламента.
Предпосылки
Производственное планирование – это важный процесс, вне зависимости от масштабов бизнеса. Выделяют факторы, которые определяют необходимость в такой программе. Среди них:
- коррективы в существующем ассортименте продукции;
- появление нового продукта или услуги;
- устранение выявленной проблемы;
- задействование оборудования;
- исполнение требований законодательства.

Распространенные ошибки
Существует ряд оплошностей, которые могут сделать ПП неактуальным. Наиболее популярные:
- Избыточные запасы. При чрезмерном количестве сырья на складе часть остается незадействованной.
- Неправильное применение ресурсов. Это может привести к перебоям в обеспечении.
- Приостановка выработки из-за срочных заказов. Последствия – прерывания рабочего процесса.
Чтобы не возникало таких ситуаций, стоит тщательно придерживаться стандартов и регламента планирования производства.
Количество показов: 88601
Качественное планирование и контроль исполнения планов — залог успешного функционирования промышленного предприятия.
В большинстве случаев обязанность и ответственность за производственное планирование и контроль за его исполнением возлагают на планово-производственный или производственно-диспетчерский отдел. Основные задачи этих отделов:
- организация и проведение планово-экономической работы, оперативного планирования и диспетчирования производства;
- обеспечение бесперебойной и ритмичной работы цехов и участков по выпуску продукции;
- разработка и своевременное доведение до цехов (производственных участков) и отделов годовых, квартальных и месячных планов производства;
- контроль за ходом производства, обеспечением производства материалами, запасными частями, инструментами, принятие мер по устранению задержек в производстве;
- оперативный учет выполнения программы цехами и предприятием в целом по объему, номенклатуре.
Любое планирование осуществляют на календарный год, а затем формируют планы с разбивкой по месяцам. Месячные планы можно отнести к категории оперативных. Такие планы позволяют дисциплинировать деятельность предприятия в короткий промежуток времени, провести анализ за каждый отдельно взятый период (месяц).
Планирования в целом по предприятию недостаточно, чтобы отобразить полную, детализированную картину, поэтому необходимо осуществлять планирование и контроль за его исполнением ежемесячно по каждому цеху, производственному участку.
ПЛАНИРОВАНИЕ ПРОИЗВОДСТВЕННОЙ ПРОГРАММЫ НА ПРОМЫШЛЕННОМ ПРЕДПРИЯТИИ
В основе планирования деятельности предприятия лежат два основных (годовых) плана — план продаж и план производства (производственная программа).
План продаж представляет собой объемы реализации каждого месяца (квартала) по всем видам продукции на протяжении отчетного периода (как правило, календарного года).
На этапе прогнозирования объемов реализации тщательно анализируют рынок, его конъюнктуру, конкурентов и их ценовую политику, конкурентоспособность своего предприятия, а также оценивают потенциальных покупателей, их возможности по приобретению конкретного товара.
Производственная программа представляет собой плановое задание по выпуску продукции в натуральном и стоимостном выражении.
План производства и план продаж в количественном выражении никогда не идентичны. Они отличаются на количество запасов готовой продукции (ГП) и/или незавершенного производства (НЗП), которое необходимо, чтобы обеспечить бесперебойность производственного процесса. Значит, план производства должен учитывать данные по запасам готовой продукции на планируемый период.
Данные по запасам готовой продукции определяют на начало и конец каждого месяца в течение отчетного периода (года). Здесь учитывают:
- фактические остатки готовой продукции на складе на конец предшествующего отчетного периода (это старт отсчета для нового отчетного периода);
- прогнозируемые остатки готовой продукции на складе из месяца в месяц в течение отчетного периода.
Для прогнозирования готовой продукции следует заложить страховой запас, который обеспечит бесперебойность производственного процесса (как правило, не более 15 %).
Для более детального планирования нужно оценить производственную мощность, то есть рассчитать, какое количество продукции предприятие может выпустить в каждый месяц при имеющейся численности работников.
План производства может представлять собой развернутый график с разбивкой по месяцам, отражающий планируемый фонд оплаты труда основных производственных рабочих, затраты на материалы, прогнозируемый объем продаж и производства, прогноз незавершенного производства, прогноз запасов готовой продукции и др.
Чтобы не загружать один отчет всей необходимой информацией, стоит разработать систему планов, каждый из которых будет отвечать за конкретную сферу деятельности.
В таком случае план производства на календарный год в упрощенном виде (табл. 1) будет включать сведения исключительно о планируемом объеме производства и запасах готовой продукции на начало и конец отчетного периода (дополнительно для сравнения можно включить данные о прогнозируемом объеме реализации).
На основании годовой производственной программы формируют планы по цехам на календарный год, а затем осуществляют разбивку по месяцам.
В начале месяца план производства выдают каждому производственному цеху или участку, работники которых заполняют фактические показатели.
Из производственного плана мы видим движение готовой продукции с учетом формирования запасов, а также объемы продаж и производства в динамике.
Объем производства превышает объем продаж, что является нормальной ситуацией при формировании страхового запаса. Однако нужно отметить следующее: если объемы производства во много раз превышают объемы продаж, у предприятия вырастут расходы на содержание складов готовой продукции.
В задачи производственного планирования входит контроль за обеспечением материальными ресурсами, необходимыми для производства. В данном случае под материальными ресурсами подразумевают материалы, сырье, комплектующие изделия, полуфабрикаты, запасные части и др., непосредственно участвующие в процессе изготовления продукции.
ЭТО ВАЖНО
Чтобы производственный процесс был ритмичным и бесперебойным, он должен быть обеспечен необходимым количеством материальных ресурсов.
Планированием количества материалов, необходимых для обеспечения производственной программы, графиками поступления материалов на склад и т. д. занимаются специалисты отдела снабжения (материально-технического обеспечения). Однако контроль за ритмичностью и бесперебойностью производственного процесса возложен на специалистов отделов, занимающихся производственным планированием, поэтому в их задачи входит и контроль за обеспеченностью производства материалами.
На предприятиях, где есть несколько производственных цехов, назначаются должностные лица (например, производственные диспетчеры), которые несут ответственность за производственное планирование и обеспечение бесперебойности производственного процесса конкретного цеха. При этом совместно с руководящим составом цеха диспетчер контролирует выполнение планов по выпуску продукции.
Замечания
- Потребности предприятия в материальных ресурсах планируют исходя из нормативов расходования материалов на изготовление единицы продукции и планируемого объема производства.
- На основании этих показателей рассчитывают общую потребность предприятия в сырье и материалах, формируют графики затрат на материалы (включают информацию о запасах материалов на складах) и графики оплаты сырья и материалов.
|
Таблица 1. Производственная программа, ед. |
||||||||||||||
|
Показатель |
Конец предшествующего отчетного периода |
Месяц |
Итого |
|||||||||||
|
январь |
февраль |
март |
апрель |
май |
июнь |
июль |
август |
сентябрь |
октябрь |
ноябрь |
декабрь |
|||
|
Прогноз продаж |
х |
80 |
80 |
120 |
120 |
120 |
120 |
120 |
120 |
80 |
80 |
80 |
80 |
1200 |
|
Запас ГП на начало периода |
х |
10 |
12 |
18 |
18 |
18 |
18 |
18 |
18 |
12 |
12 |
12 |
12 |
х |
|
Запас ГП на конец периода |
10 |
12 |
18 |
18 |
18 |
18 |
18 |
18 |
12 |
12 |
12 |
12 |
18 |
х |
|
Объем производства |
х |
82 |
86 |
120 |
120 |
120 |
120 |
120 |
114 |
80 |
80 |
80 |
86 |
1208 |
Специалисты планово-экономического или финансового отдела на основании сформированной производственной программы рассчитывают суммарные затраты, которые предприятие планирует понести для производства запланированного количества продукции. При этом учитывают:
- расходы на оплату труда, включая страховые взносы;
- расходы на материалы по данным отделов снабжения и нормативов списания материалов на единицу продукции;
- накладные расходы (аренда, оплата труда вспомогательного, инженерного и управленческого персонала, канцелярские расходы, расходы на охрану труда, услуги связи и др.).
Таким образом формируется план полной себестоимости с привязкой к планируемому объему производства продукции. Обладая сведениями о стоимости реализации продукции и планируемом объеме продаж, на этом этапе дополнительно составляют бюджет доходов и расходов, который позволяет оценить доходность предприятия в целом.
ПРОИЗВОДСТВЕННОЕ ПЛАНИРОВАНИЕ ПО ЦЕХАМ И КОНТРОЛЬ ЗА ЕГО ИСПОЛНЕНИЕМ
Если у предприятия есть несколько производственных участков или цехов, нужно осуществлять планирование для каждого из них. Особенно это актуально, когда работа цехов взаимосвязана. В таком случае годовой производственной программы, отражающей исключительно количество готовой продукции, будет недостаточно.
Для цехов чаще всего формируют отдельную производственную программу, выраженную в номенклатуре выпускаемой продукции (работ), включающую следующие сведения:
- показатели товарной продукции, выраженные в трудоемкости (нормо-часах). Важная деталь: товарная продукция цеха не всегда является товарной продукцией всего предприятия. Например, для производственного цеха предприятия, занимающегося демонтажными работами (сфера работы — ремонт автомобилей), товарной продукцией будет завершенный цикл демонтажных работ, для предприятия — отремонтированный автомобиль;
- показатели по труду и заработной плате (численность по категориям, фонд заработной платы, выработка на одного работающего и др.);
- материальные расходы на производственную программу.
Дополнительно в цеховые планы можно включать информацию о качестве выпускаемой продукции, ритмичности производства, состоянии технологической и трудовой дисциплины, соблюдении правил по охране труда, технике безопасности и др.
Материал публикуется частично. Полностью его можно прочитать в журнале «Планово-экономический отдел» № 4, 2018.
Технологическая подготовка производства (ТПП) изделий начинается с поэтапного планирования сроков окончания работ. Оформляется этот план в виде общего графика подготовки производства, который после утверждения становится единым исходным документом для развертывания подготовки производства по каждому этапу и каждому изделию. Всякие изменения как по номенклатуре изделий, так и по срокам окончания этапов подготовки производства должны непременно находить свое отражение в графике. Все его экземпляры должны быть учтенными. [c.48]
На основании общего графика разрабатываются рабочие графики подготовки производства по каждому изделию. Форма рабочего графика может быть различной (координатной, сетевой), но важно, чтобы в них было все учтено, поставлены конкретные сроки (по датам) и назначены ответственные исполнители. [c.49]
| Рис. 5.1. Сводный график подготовки производства новой машины (пример) | 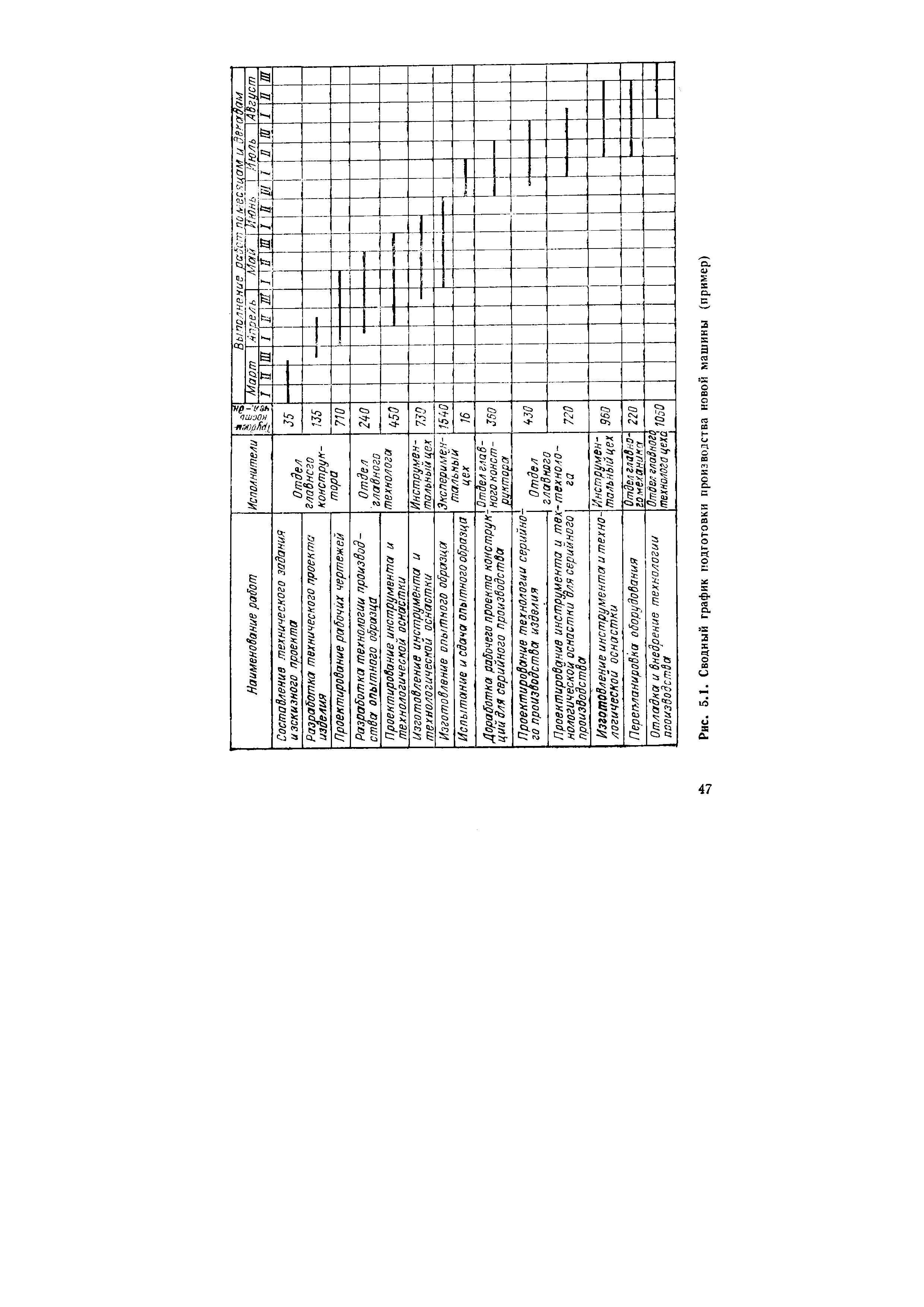 |
Так, на Воронежском станкостроительном заводе им. 50-летия ВЛКСМ при запуске в производство новых станков создаются временные комплексные бригады (группы) работников различных специальностей (конструкторов, технологов, производственников), осуществляющих работы по подготовке производства конкретных видов станков. В производственном объединении Минский тракторный завод им. В. И. Ленина при переходе на выпуск трактора МТЗ-80 были созданы временные комплексные бригады и группы. По количественному составу они были разными. В расширенном составе создавались группы по отдельным наиболее трудным проблемам, возникающим в период освоения производства новой конструкции и технологии. Весьма представительными были комплексные бригады, разрабатывающие планировочные решения. Такие бригады были созданы во всех цехах, где шло освоение нового трактора. Они состояли из опытных технологов, энергетиков, металлургов, специалистов по научной организации труда и технике безопасности. В своей деятельности бригады руководствовались единым для объединения графиком подготовки производства. [c.37]
Одной из основных форм плана подготовки производства конкретного вида новой продукции является календарный план-график. На основе перспективного плана освоения новых изделий разрабатываются генеральные графики подготовки производства. В эти графики вклю- [c.199]
| Таблица 7.1. Комплексный план-график подготовки производства автомобилей. | 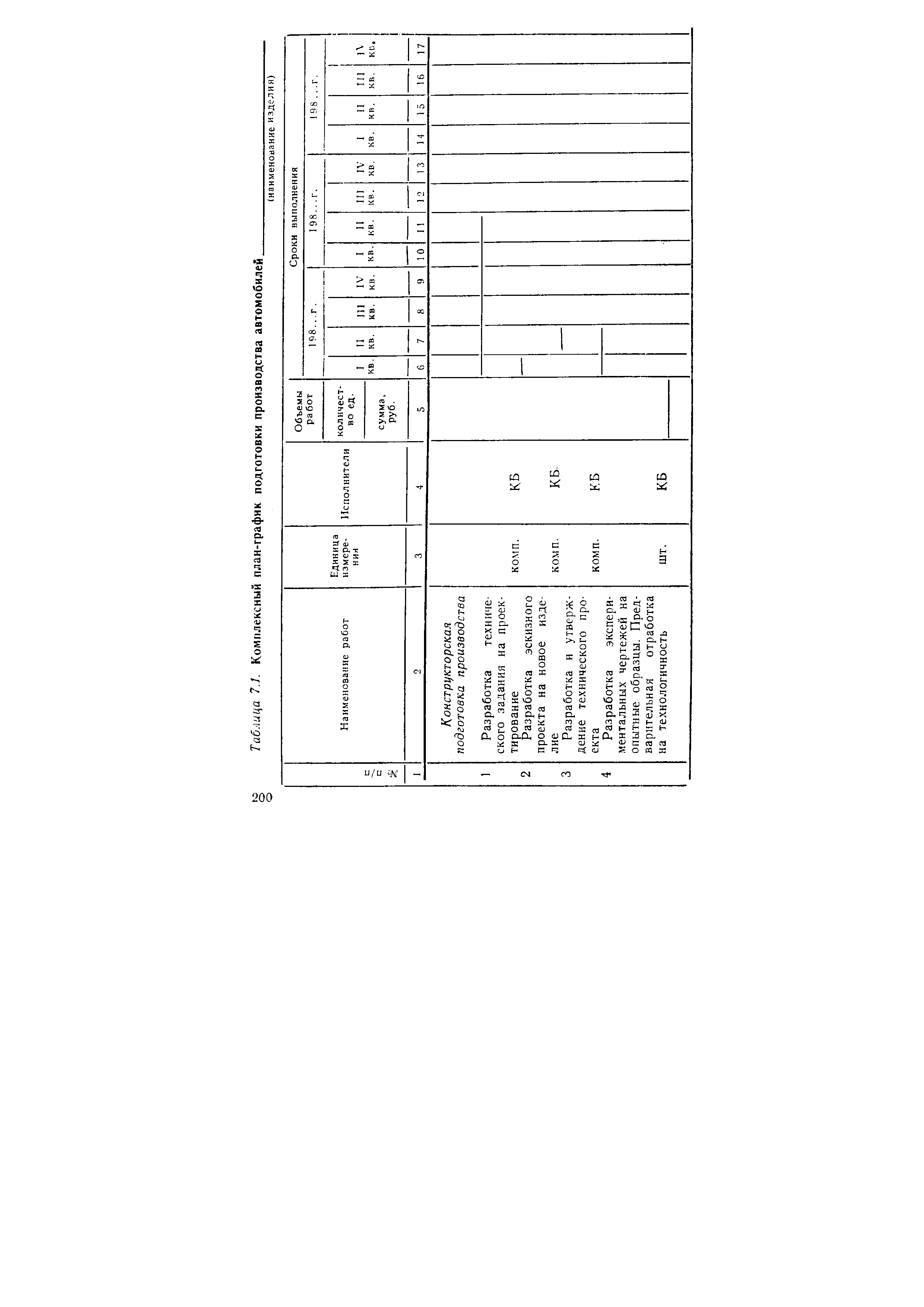 |
Комплексный график подготовки производства нового автомобиля приводится в табл. 7.1. В графике дан укрупненный перечень типовых работ, выполняемых в определенной последовательности. Он охватывает конструкторскую, технологическую и организационную подготовку производства. Продолжительность работ, указанных в графике, определяется с использованием нормативов трудоемкости и длительности циклов подготовки производства с применением расчетных формул, приведенных в гл. П. Очередность выполнения работ и возможность совмещения устанавливается руководителями работ и специалистами на основе анализа содержания процессов подготовки и логики проектных работ. [c.206]
Комплексный план-график подготовки производства может быть представлен в виде как ленточного графика (см. табл. 7.1), так и сетевой модели. Сетевой график является основным элементом метода сетевого планирования и управления процессами создания новой техники. Метод позволяет моделировать ход процесса нового изделия, выявляя все объективно существующие взаимосвязи между отдельными работами и характеризуя общую картину разработки. Вопросы организации сетевого планирования и управления рассмотрены в п. 7.2. данной главы. [c.206]
Формирование и расчет детализированного сетевого графика подготовки производства нового изделия и его оптимизация с выделением локальных графиков по отдельным направлениям и подразделениям [c.250]
Оперативный учет выполнения графиков подготовки производства [c.250]
Централизованная система ТПП предусматривает создание единой для предприятия технологической службы — ОГТ, которая осуществляет весь комплекс работ по ТПП разрабатывает технологическую документацию, чертежи технологического оснащения, нормативы, осуществляет разработку и ведет контроль за графиком подготовки производства, решает текущие вопросы технологии изготовления деталей, узлов, заготовок непосредственно в цехе. Цехи при этой системе имеют только небольшие технологические бюро. Такая организация применяется обычно на заводах серийного и массового производства, а иногда и на опытных предприятиях. Цеховым технологическим бюро поручаются внедрение и корректировка спроектированных технологических процессов. [c.72]
Разработка календарных планов — выполнение работ ведется в направлении составления календарных графиков подготовки производства и разработки сетевых графиков. [c.105]
Менеджеры контролируют выполнение графика подготовки производства. [c.156]
Расчет сметы производится по приведенной на стр. 184 номенклатуре на основании утвержденного графика подготовки производства вновь осваиваемого изделия и календарного графика работ. [c.197]
Ускорение запуска в серию модернизированного тягача ГАЗ-3403-П Получение установочной серии. Прирост объемов продаж 1. Приказ о запуске в серию. 2. График подготовки производства 01.09.97 Главный технолог [c.221]
Та б л и ц а 3 Комплексный план-график подготовки производства [c.56]
В соответствии с требованиями к ОПП, каждая система оперативного планирования должна обеспечивать ритмичную согласованную работу всех производственных подразделений по сводному цикловому графику подготовки производства, изготовлению и выпуску изделий максимальную непрерывность процессов производства максимальную надежность и устойчивость оперативных планов, минимальную трудоемкость плановых работ высокую гибкость в реализации целей ОПП при возникновении различных организационно-технических возмущений в ходе производства непрерывность планового руководства соответствие системы ОПП типу и характеру конкретного производства. [c.167]
Для того чтобы предотвратить снижение заработной платы у рабочих за период, пока на предприятии не будут созданы условия, соответствующие введенным новым технически обоснованным нормам, к сдельным расценкам устанавливаются доплаты, исходя из графика подготовки производства. По мере освоения норм переходят к премированию за их выполнение и перевыполнение. [c.163]
Представляет комплекты чертежей с подетальными спецификациями сведения о выполнении графика подготовки производства новых изделий извещения об изменениях в чертежах проекты годовых, квартальных и месячных планов технической подготовки изделий сводные спецификации деталей и узлов на изделия завода. [c.34]
Представляет графики подготовки производства новых изделий заказы на инструментарий на новые изделия, на изменения согласно приказам заявки на покупной инструмент, заказываемый вновь на новые изделия чертежи на вновь заказываемый инструментарий заполненные паспорта на штампы и пресс-формы извещения об изменениях чертежей на технологическую оснастку. [c.40]
Получает планы-графики подготовки производства и выпуска изделий. [c.40]
Планирование работы инструментального цеха в соответствии с графиком подготовки производства. [c.54]
Получает заявки для расчета мощностей отдельных участков или цехов план-график подготовки производства и выпуска изделий. [c.84]
С отделами главного технолога, главного конструктора Получает графики подготовки производства новых изделий [c.50]
Независимо от принятого метода оснащения технологического процесса — метода полного комплектного оснащения или метода оснащения по очередям — работа органов подготовки производства должна вестись по времени параллельно-последовательно с учетом сроков, предусмотренных соответствующими графиками подготовки производства. Так, при методе полного комплектного оснащения процесса планирование сроков проектирования и изготовления оснастки должно производиться исходя из директивного графика освоения агрегатов. При методе оснащения технологического процесса по очередям конструирование оснастки нулевой очереди следует производить в соответствии с комплексным графиком технологической подготовки проектирование некоторых видов оснастки начинают еще до начала разработки технологических процессов, так как основная часть номенклатуры оснастки нулевой очереди может быть выявлена непосредственно по чертежам изделия. [c.19]
Все экономически целесообразные и принятые предложения по изменениям конструкции изделия на технологичность должны быть внесены в чертежи машины. Изменение чертежей и последующее их оформление производится в предусмотренные графиком подготовки производства сроки. [c.75]
Контроль за соблюдением технологической дисциплины производится во всех звеньях производства (непосредственно на рабочих местах, складах и других службах) по специальному плану-графику (форма 20), разрабатываемому на годовой период руководителями технологических подразделений завода. Сводный план-график проверки технологической дисциплины, который должен охватывать все наиболее ответственные заготовки, детали и сборочные единицы, составляется по той же форме 20, согласовывается с отделом технического контроля завода и утверждается главным технологом (металлургом) по принадлежности. В этом плане-графике учитывают и годовой график подготовки производства новых изделий, с тем чтобы обеспечить нормальную и равномерную загрузку технологического аппарата в течение всего года как по подготовке производства новых изделий, так и по проверке соблюдения технологической дисциплины. [c.187]
График подготовки и освоения агрегатов и изделия является исходным документом для последующей разработки комплексного графика подготовки производства и освоения узлов изделия (форма 25) уточняющего и детализирующего генеральный график подготовки производства изделия. [c.220]
Комплексный график подготовки производства и освоения узлов изделия составляется на изделия сложной конструкции, 220 [c.220]
В квартальные планы заносятся основные укрупненные темы из годовых графиков подготовки производства изделий, комплексного плана повышенич эффективности производства и текущие вопросы, например разработка технологического процесса на определенное изделие. Для удобства форма плана (форма 1 ) совмещена с отчетом, который утверждается после окончания квартала. [c.13]
Этапы, рекомендуемые для включения в рабочий график подготовки производства нового изделия, примерно следующие обеспечение конструкторской и нормативно-технической документацией проектирование технологических процессов составление норм расхода материалов нормирование технологических процессов проектирование специальной оснастки (по очередности) выдача технических заданий на проектирование нестандартного оборудования и заявок на приобретение стандартного оборудования проектирование стендового и нестандартного оборудования обеспечение материалами и комплектующими изделиями для изготовления специальной оснастки, стендового и нестандартного оборудования реализация заявок на стандартное оборудование изготовление специальной оснастки (по очередности) изготовление стендового и нестандартного оборудования испытание и доводка специальной оснастки разработка планировок на установку оборудования монтаж оборудования испытание и отладка оборудования обеспечение материалами для изготовления изделий заключение договоров на выполнение работ по кооперации утверждение цены на изделие обучение цехового персонала изготовление установочной серии изделий корректирование конструкторской документации корректирование технологической документации изготов- [c.49]
Рабочий график проектирования и изготовления специальной оснастки (форма  составляется в порядке расположения чертежей в комплекте конструкторской документации и в соответствии со стадиями разработки изделия по ГОСТ 2.103—68 ЕСКД. Рабочий график разработки технологической документации приведен в форме 9. Окончательные сроки во всех рабочих графиках должны соответствовать срокам окончания этапов работ общего графика подготовки производства. Рабочие графики утверждаются в установленном порядке и выдаются исполнителям под расписку. Один экземпляр рабочих графиков находится у ведущего технолога для контроля. [c.50]
составляется в порядке расположения чертежей в комплекте конструкторской документации и в соответствии со стадиями разработки изделия по ГОСТ 2.103—68 ЕСКД. Рабочий график разработки технологической документации приведен в форме 9. Окончательные сроки во всех рабочих графиках должны соответствовать срокам окончания этапов работ общего графика подготовки производства. Рабочие графики утверждаются в установленном порядке и выдаются исполнителям под расписку. Один экземпляр рабочих графиков находится у ведущего технолога для контроля. [c.50]
Поэтому график цикла исследование — производство как элемент системы планирования и управления и в то же время как модель цикла СОНТ должен отражать те стороны выполняемых работ, которые являются существенными в отношении достижения конечных целей. Кроме того, график подготовки производства в соответствии с требованиями адекватности модели моделируемой системе должен учитывать все возможные состояния комплекса соответствующих работ, выполнение их в намеченные сроки, возможные нарушения этих сроков, последствия этого и т. п. [c.34]
Общий объем расходов на освоение производства изделий данного типоразмера Сосв. определяется путем составления сметы затрат на базе графика подготовки производства изделий. Данные расходы погашаются с момента перехода на серийный или массовый выпуск, исходя из периода погашения. [c.44]
Центральной задачей, сердцем всей маршрутной системы ОПП (МСОПП) является формирование сводного объемно-циклового графика подготовки производства и изготовления изделий. И наиболее сложно это сделать в условиях единичного и мелкосерийного производства, при высокой обновляемое выпускаемой продукции, когда согласование процессов подготовки производства и изготовления изделий (заказов) состоит из согласования противоречивых требований учета динамизма реального хода производства своевременности выполнения заказов непрерывной и полной загрузки. производственных участков минимизации уровня комплектного незавершенного производства. Эта задача неразрешима с позиции статичного представления о ходе производства, она решается с помощью объемно-динамического метода, причем динамизм производственного процесса здесь не препятствует, а, наоборот, способствует стабилизации производственного процесса в рамках сводного объемного плана-графика (рис. 7). [c.168]
В производственном объединении Электровыпрямитель (г. Саранск) премии техническим службам начисляются ежеквартально за внедрение прогрессивной техники, освоение новой продукции, экономию материалов и высвобождение численности. На Топкин-ском механическом заводе (i. Топки Кемеровской обл.) в службе главного технолога работников поощряют за рост производительности труда, соблюдение графиков подготовки производства, выполнение плана снижения трудоемкости и технического перевооружения. За выполнение плана поставок продукции предприятием служба главного технолога получает до 40% поощрения. [c.99]
В соответствии с графиком подготовки производства на основании цеховых планово-учетных единиц разработку бригадокомплектов ведут бюро подготовки производства, планово-распределительное бюро и бюро организации труда и заработной платы цехов в контакте с производственными бригадами. Разработанный бригадо-комплект утверждается начальником цеха. Изменение специализации бригады и корректировка бригадокомплектов производятся только на основании приказа начальника цеха. Эти изменения предварительно обсуждаются на совете бригадиров цеха. Важно отметить, что основная номенклатура для бригад, как правило, не превышает 75% от установленного ей объема работ. Это обеспечивает мобильность бригады при выполнении ею срочных (или внеплановых) работ с одновременным изготовлением обязательной номенклатуры изделий. [c.175]
Основанием для составления генеральных графиков подготовки производства служат данные пояснительной технической записки по новому объекту, составляемой отделом главного конструктора на основе технического проекта конструкции этого изделия. Пояснительная записка должна дать полную техническую характеристику нового изделия — преемственность конструктивных элементов уже освоенных типов изделий, сущность предполагаемой модернизации используемых существующих деталей и узлов, наименования и количество предполагаемых к проектированию оригинальных деталей и узлов, количество наме- [c.212]
Планирование
подготовки новой машины состоит в
планировании отдельных этапов, взаимной
увязке этапов во времени, определении
затрат, связанных с её осуществлением
и непрерывном контроле за выполнением
этапов. Правильная организация подготовки
нового изделия и её планирование имеют
большое значение, так как они обеспечивают
сокращение сроков подготовки производства,
снижение затрат на её осуществление,
повышение экономических показателей
предприятий-изготовителей и потребителей
данной продукции.
Большой
объем работ по технической подготовке
нового производства в значительной
степени обусловлен тем, что современные
машины состоят из нескольких тысяч
деталей, различных по размерам и точности
изготовления, велика и стоимость работ
по технической подготовке новых изделий.
Планирование
каждого этапа технической подготовки
производства заключается:
в
определении трудоемкости работ и числа
одновременно участвующих исполнителей;
в
установлении календарных сроков начала
и окончания;
в
составлении сметы расходов;
в
учете и контроле выполнения этих
показателей.
Исходные
данные для планирования технической
подготовки нового производства:
перспективный
план предприятия;
производственная
программа планового периода;
сроки
подготовки;
нормативы
трудоемкости в часах отдельных работ
по технической подготовке производства;
объемные
нормативы, которые используются для
определения объема работ в натуральном
выражении, например, количество чертежей
и технологической документации.
Различают
укрупненные и дифференцированные
нормативы трудоемкости технической
подготовки. Укрупненные применяются
для расчета трудоемкости по всему этапу
в целом, для разработки календарных
графиков технической подготовки.
Дифференцированные нормативы применяются
для планирования загрузки конструкторского,
технологического и других отделов.
Существуют
следующие способы определения трудоемкости
технической подготовки производства:
-
прямой;
-
экспертных
оценок; -
укрупненный;
-
уточненный;
-
метод
сравнения.
Расчет
по укрупненным измерителям применяется
лишь тогда, когда имеется общая техническая
характеристика нового изделия, а объем
работ по подготовке производства можно
установить приблизительно.
При
изучении технической характеристики
изделия устанавливают степень его
сложности. Степень сложности определяется
количеством и составом узлов; количеством
деталей, образующих узлы; производственной
характеристикой деталей (идут
непосредственно на сборку, требуют
механической обработки и др.).
В
соответствии с классификатором определяют
группу сложности новой машины, трудоемкость
отдельных этапов технической подготовки
производства, используя укрупненные
нормативы. Нормативы трудоемкости работ
по этапам технической подготовки
разрабатываются по группам однородных
машин и применяются главным образом в
серийном и массовом производствах.
Если,
кроме технической характеристики
машины, имеется технологический маршрут
её изготовления, то объем работ по
подготовке определяется по каждой
детали или по группе деталей. В этом
случае трудоемкость работ по конструированию
определяется по нормам трудоемкости
конструкторской разработки, т. е. по
группам сложности деталей. Например,
группа деталей, не требующих специального
технического расчета; детали, требующие
расчета (шестерни, валы); простые литые
детали и др.
Если
на новую машину нет полной технической
характеристики, то объем работы по
технической подготовке определяется
исходя из зависимости между параметрами
новой машины и аналогичной, которая
прошла все этапы технической подготовки
производства, с учетом переводного
коэффициента трудоемкости.
Трудоемкость
работ по проектированию технологических
процессов определяется на основании
распределения оригинальных деталей
нового изделия по группам технологической
оснастки и трудоемкости разработки
процесса на одну деталь. Детали на группы
технологической сложности распределяются
в зависимости от факторов: характера
заготовок; обработки; количества
деталеопераций; чистоты и точности
обрабатываемой поверхности.
Трудоемкость
работ по проектированию и изготовлению
оснастки определяется исходя из степени
технологической оснащенности
(коэффициента), сложности и трудоемкости
процессов. Коэффициент технологической
оснащенности определяется отношением
количества специальной оснастки к числу
оригинальных деталей, подлежащих
изготовлению при помощи данной оснастки.
Общий коэффициент характеризует общую
оснащенность технологического процесса,
частные – по отдельным видам производства
(кузнечное, сварочное и др.) и видам
оснастки (штампы, режущий инструмент и
др.).
Зная
нормативные коэффициенты оснащенности,
количество оригинальных деталей в
изделии, устанавливается общее число
единиц оснастки, а затем по опытным
данным – количество оснастки по её
видам.
Календарное
планирование технической подготовки
производства осуществляется на основании
графика. Свободный график составляется
по основным этапам подготовки производства
с указанием отделов и цехов исполнителей,
сроков начала и окончания работ. Графики
технической подготовки производства
необходимо строить с учетом максимального
совмещения времени выполнения следующих
этапов:
-
разработка
рабочих чертежей должна начинаться по
мере окончания конструирования узлов
в техническом проекте; -
проектирование
технологических процессов – после
готовности первых рабочих чертежей
деталей; -
конструирование
специальной оснастки – после разработки
первых технологических процессов; -
изготовление
специальной оснастки – после готовности
первых чертежей оснастки; -
изготовление
моделей – после выполнения чертежей
на литые детали, которые разрабатываются
в первую очередь; -
изготовление
деталей – после готовности рабочих
чертежей на первые 10-15 деталей; -
корректировка
чертежей изделия, технологических
процессов оснастки параллельно с
изготовлением опытного образца.
При
планировании технической подготовки
производства сложных объектов применяются
методы сетевого планирования и управления
(СПУ). Различают генеральный график,
который содержит сроки начала и окончания
отдельных этапов и частные графики
работ по этапам, например, график
конструкторской и технологической
подготовки. Частные графики служат для
разработки календарных (например,
месячных, квартальных) планов работы
соответствующих отделов и цехов
предприятия, которые заняты технической
подготовкой производства.
Вопросы
для самопроверки
-
Какие
стадии включает жизненный цикл изделия. -
Основные
пути сокращения цикла создания и
освоения новой техники и экономическое
значение уменьшения продолжительности
данного цикла. -
Содержание
технической подготовки производства
и её задачи. -
Какие
виды работ включает техническая
подготовка производства. -
Значение
конструкторской подготовки производства
в повышении эффективности производства. -
Содержание
конструкторской подготовки производства
(КПП). -
Стадии
КПП и их содержание. -
Мероприятия,
обеспечивающие сокращение работ при
КПП. -
Какие
показатели используются для экономического
обоснования проектируемой конструкции
машины? -
Методы
определения себестоимости проектируемой
машины. -
Назначение
технологической подготовки производства
(ТПП). -
Этапы
ТПП. -
Роль
ТПП в повышении эффективности производства -
Пути
сокращения длительности ТПП. -
Методы
и варианты перехода на выпуск нового
изделия. -
Содержание
планирования технической подготовки
производства нового изделия. -
Методы
определения трудоемкости технической
подготовки производства. -
Календарное
планирование технической подготовки
производства. -
Значение
технической подготовки производства
в условиях рыночных отношений. -
Влияние
технической подготовки производства
на содержание разделов плана
социально-экономического развития
предприятий.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
Межцеховой уровень в 1С:ERP осуществляет управление выполнением графика
производства, исполнителями которого являются отдельные подразделения.
Обеспечивается координация процессов передачи результатов этапов между
подразделениями.
Доступно три методики планирования производства (выбор определяется
функциональной опцией
НСИ и администрирование – Настройка НСИ и разделов – Производство –
Методика управления производством):
- Без планирования графика производства;
- Планирование по материальным ресурсам;
- Планирование по материальным и производственным ресурсам.

Рисунок 1 — Выбор методики управления производством
Каждый вариант предполагает регистрацию потребности к производству заказами на
производство и управление ходом производства с использованием этапов. Варианты
отличаются степенью детализации планирования этапов и регистрации выполнения.
Без планирования графика производства
Наиболее простой вариант управления ходом производства. Данный вариант
устанавливается по умолчанию при включении опции
Использовать производство. Последовательность и срок исполнения этапов
определяются вручную в рамках рабочего места
Производство – Межцеховое управление – Диспетчирование этапов.
Возможность планирования времени исполнения этапов отсутствует, в документах
Этап производства можно указать только общую длительность этапа. Факт
выполнения и состав использованных ресурсов отмечаются непосредственно для
этапа.
Планирование по материальным ресурсам
Сроки исполнения этапов рассчитываются только с учетом обеспечения
производства материальными ресурсами. В ресурсных спецификациях для этапов
нельзя указать загружаемые виды рабочих центров (ВРЦ). В документах
Этап производства отсутствует вариант планирования
по доступности ВРЦ.
Планирование по материальным и производственным ресурсам
Сроки исполнения этапов рассчитываются с учетом обеспечения производства
материальными ресурсами и доступности производственных ресурсов. Это самый
богатый по функциональным возможностям вариант использования прикладного
решения.
Управление очередью заказов
Данное рабочее место предназначено для управления списком заказов на
производство, переданных к производству, и осуществления действий по
исполнению этих заказов: определение очередности исполнения, формирование
этапов производства, контроль обеспечения материалами, планирование графика
производства.

Рисунок 2 — Доступ к рабочему месту — Управление очередью заказов
Список заказов содержит 3 колонки индикаторов состояний заказа: состояние
выполнения этапов, обеспеченность материалами, состояние выпуска.

Рисунок 3 — Управление очередью заказов
-
Состояние выполнения этапов производства
Колонка содержит индикаторы необходимых действий над этапами заказа. При
двойном щелчке по индикаторы производится действие, соответствующее
отображаемой проблеме. Возможные индикаторы в этой колонке:-
Требуется сформировать этапы — по заказу не сформированы все
необходимые этапы производства. Либо по заказу еще не формировались
этапы, либо есть необходимость доформировать. Двойным щелчком по такому
индикатору выполняется команда формирования этапов по заказу. -
Требуется проверить этапы — среди этапов заказа есть те, которые
не удалось провести в статусе Сформирован, они находятся в
статусе Формируется. Такие этапы может потребоваться дозаполнить
и отметить сформированными. Двойным щелчком по такому индикатору
открывается Диспетчирование этапов с отбором по выбранному заказу. -
Требуется планировать график производства — некоторым или всем
этапам заказа требуется расчет графика. Такой индикатор показывает, что
график производства по этому заказу либо вообще не рассчитывался, либо
стал неактуальным и требует перепланирования. По этому индикатору
открывается форма планирования графика по заказу. -
Требуется передать этапы к выполнению — индикация наличия по
заказу этапов, готовых к выполнению, но не переданных к выполнению.
Готовыми к выполнению считаются этапы, у которых нет невыполненных
предшественников. Двойным щелчком по индикатору всем готовым к
выполнению этапам будет поставлен статус К выполнению.
-
Требуется сформировать этапы — по заказу не сформированы все
-
Обеспеченность материалами
В колонке может содержаться индикатор, показывающий наличие этапов, для
которых все еще не обеспечены все необходимые материалы. При
необособленном обеспечении проблемными являются такие материалы, у которых
в этапе стоит действие К обеспечению. При обособленном обеспечении
те материалы, по которым все еще не созданы обеспечивающие заказы. Двойным
щелчком по индикатору открывается форма диспетчирования этапов с отбором
по заказу и необходимости обеспечения. Из этой формы можно найти, в каких
именно этапах есть проблемы. -
Состояние выпуска
Может содержать индикаторы:
-
Нарушена дата потребности — индикатор появляется в том случае,
если по графику ожидается опоздание производства всей или части
продукции относительно желаемой даты выпуска в заказе. -
Все произведено — индикатор появляется у тех заказов, по которым
произведена вся продукция. Такие заказы можно перевести в статус
Закрыт.
-
Нарушена дата потребности — индикатор появляется в том случае,
Диспетчеризация этапов производства
Рабочее место предназначено для контроля за ходом выполнения производства.
Основу рабочего места составляет список этапов производства, содержащий
разнообразную индикацию и отборы, позволяющие акцентировать внимание на важных
моментах.
Для диспетчеризации оформленных этапов производства используется рабочее место
Производство – Межцеховое управление – Диспетчирование этапов.

Рисунок 4 — Доступ к рабочему месту — Диспетчирование этапов
-
обеспечение этапов материалами – вариант действий по обеспечению этапа
материалами устанавливается непосредственно в документах
Этап производства. По кнопке Состояние обеспечения доступна
типовая форма контроля обеспечения; -
перепланирование заказа – частичный расчет графика производства по
выбранному заказу на производство, выполняется по кнопке
Действия – Планировать заказ; -
перепланирование этапов – частичный расчет графика производства только по
выбранным этапам, выполняется по кнопке
Действия – Планировать выбранные этапы; -
передача этапов к выполнению – этапы в статусе Сформирован передаются
к исполнению в производство с установкой статуса К выполнению,
выполняется по кнопке Действия – Передать к выполнению; -
положение в графике – в поле пиктограммами показывается влияние этапа на
исполнение производственного процесса изготовления продукции:-
На критическом пути – этап находится на критическом пути,
соблюдение сроков его исполнения наиболее важно; -
Задерживает заказ – этапы, рассчитанное положение которых в
графике производства ухудшает срок исполнения заказа. Оптимизацию сроков
исполнения заказа необходимо начинать именно с них.
-
На критическом пути – этап находится на критическом пути,
-
исполнение этапов – начинается выполнение этапов, находящихся в статусе
К выполнению, им задается статус Начат по кнопке
Действия – Отметить начало исполнения . Завершение исполнения этапов
(с установкой статуса Завершен) доступно по кнопке
Действия – Отметить выполненным.
В рамках указанного рабочего места решаются следующие задачи:
Отражение статуса этапа дополняется указанием состояния его исполнения.
Возможны следующие значения поля Состояние (совокупность
Статус этапа, Состояние исполнения):
-
Формируется, Требует уточнения – отсутствует часть данных для
корректного создания документов Этап производства. Недостающие данные
требуется указать вручную; -
Сформирован – полноценно заполненный этап, может обеспечиваться
материалами, планироваться в графике, но у него есть незавершенные
предшествующие этапы; -
Сформирован, Готов к выполнению – сформированный этап, у которого нет
незавершенных предшествующих этапов; -
К выполнению, Ожидает предшественников – этап передан к выполнению,
но предшествующие ему этапы еще не завершены; -
К выполнению, Ожидает начала – этап передан к выполнению,
предшествующие ему этапы завершены, но отметка о начале выполнения не
установлена; - Начат, Ожидает завершения – этап выполняется;
- Завершен – этап завершен.

Рисунок 5 — Диспетчирование этапов
Формирование графика производства
График производства отражает совокупность этапов производства, расставленных
по времени планируемого исполнения. Расчет графика выполняется по интервалам
планирования с уменьшением доступности в них загружаемых видов рабочих
центров.
Для расчета графика предназначена форма
Планирование графика производства заказа.
Расчет графика производства запускается по кнопке Планировать.

Рисунок 6 — Планирование графика производства
Настройки поделены на 3 группы: планирование графика, планирование модели,
прочие настройки.
-
Настройки планирования графика
-
Планировать график — при включенной настройке будет планироваться
рабочий график, учитывающий все действующие ограничения, описанные в
системе. -
Задействовать резерв доступности — при размещении занятости видов
РЦ будет при необходимости использоваться резерв доступности вида РЦ.
-
Планировать график — при включенной настройке будет планироваться
-
Настройки планирования модели
-
Планировать модель — при включении этой настройки будет
планироваться модель графика. Прочие настройки группы недоступны без
включения этой настройки. -
Задействовать резерв доступности — при размещении занятости видов
РЦ будет при необходимости использоваться резерв доступности вида РЦ.
Действует идентично одноименной настройке планирования графика.
Позволяет оценить, повлияет ли на заказ использование резерва.
Недоступна при включении неограниченного парка оборудования. -
Все материалы в наличии — подразумевается отсутствие каких-либо
ограничений по материалам, необходимым заказу: все необходимое
количество доступно заказу немедленно. -
Неограниченный парк оборудования — подразумевается, что в любом
виде РЦ имеется неограниченное количество рабочих центров, которые могут
справиться с любым объемом работ. При этом важно понимать, что
неограниченный парк оборудования позволяет сократить срок производства
большого количества партий, но не может ускорить обработку единичного
изделия. С этой настройкой недоступны
Задействовать резерв доступности и
Отсутствие прочих заказов. -
Круглосуточная работа без выходных (24/7) — моделирование работы
имеющегося оборудования без учета расписания. Допущение, что все виды РЦ
работают по схеме 24/7. -
Отсутствие прочих заказов — моделирование «на пустой завод».
Игнорирование загрузки прочими заказами.
-
Планировать модель — при включении этой настройки будет
-
Прочие настройки
-
Полное перепланирование — при включении этой настройки система
безусловно перепланирует график для всех этапов производства, которые
могут быть перепланированы. Если настройку выключить, то перепланируются
только те этапы, график которых стал неактуален. При перепланировании
больших заказов следует с осторожностью пользоваться этой настройкой,
так как ее включение в некоторых случаях может существенно увеличить
время перепланирования. Настройка может быть полезна, чтобы подвинуть
заказ на производство на более ранее время при освободившихся ресурсах,
которые ранее были заняты. -
Отменить ручные изменения графика — по умолчанию этапа, у которых
вручную задано размещение в графике, не перепланируются. При изменении
условий может оказаться целесообразнее вернуть этапам автоматическое
планирование. Чтобы не заходить в каждый такой этап, включение этой
настройки позволяет сразу у всех этапов заказа отменить ручные изменения
и вернуть их к автоматическому планированию.
Рисунок 7 — Настройки планирования графика
После успешного планирования на форме появляется информация,
позволяющая проанализировать результат планирования. Информация
размещена по 3 вкладкам, расположенным в порядке от общего к частному:
сводная информация по планированию заказа, продукция с датами
запуска/выпуска, этапы с датами выполнения.
-
Полное перепланирование — при включении этой настройки система

Сводная информация
На вкладке отображается общая информация о результатах планирования заказа.
В табличном виде сопоставлены даты запуска/выпуска требующиеся по заказу,
получившиеся по графику и по модели для сравнения. Та же самая информация, но
в наглядном графическом виде представлена в диаграмме Сроки выполнения.
Элементы диаграммы расшифровываются двойным щелчком по полосам. По полосе
требуется открывается заказ на производства, по полосам график и модель
открываются диаграммы Гантта, показывающие результирующий график в разных
разрезах.
Загрузка оборудования, % (модель) — мини-диаграмма показывает по модели
загрузку нескольких самых загруженных видов РЦ. Попавшие туда виды РЦ являются
потенциальными причинами отличия рабочего графика от модели. Двойным щелчком
по диаграмме открывается отчет, дающий более подробную информацию о том, в
какие периоды и как получается загружено оборудование по модели.
Задержка в обеспечении, дн. (модель) — в этой диаграмме показывается
список материалов, обеспечение которых задерживается относительно модели
графика. Эти материалы являются потенциальными причинами задержки рабочего
графика относительно модели. Двойным щелчком по диаграмме открывается отчет,
дающий более подробную информацию о потребности в материалах по модели и о
доступном обеспечении.

Рисунок 8 — График производства. Вкладка «Сводная информация»
Продукция
На вкладке представлен список продукции заказа с указанием дат запуска,
выпуска, расчетом длительности производства и опоздания как по рабочему
графику, так и по модели.

Рисунок 9 — График производства. Вкладка «Продукция»
Этапы
На вкладке представлен список этапов заказа с указанием дат выполнения по
рабочему графику. В списке есть колонка с признаком задерживающих заказ этапов
и возможностью отобрать только задерживающие заказ.

Рисунок 10 — График производства. Вкладка «Этапы»
По любому этапу можно вызвать диагностику его графика и диаграмму Ганта,
показывающую этап и смежные с ним этапы.

Рисунок 11 — Диагностика графика и График смежных этапов
Ошибки
Вкладка появляется в том случае, если при планировании графика возникли
какие-либо ошибки. Если при повторном планировании ошибок нет, вкладка
скрывается.