На чтение 19 мин Просмотров 1к. Опубликовано 25.06.2021
Содержание
- Назначение документа
- Содержание
- Правила оформления
Маршрутная карта – это документ, предназначенный для маршрутного или маршрутно-операционного описания технологического процесса или указания полного состава технологических операций.
При операционном описании изготовления или ремонта изделия (составных частей изделия), включая контроль и перемещения по всем операциям различных технологических методов в технологической последовательности с указанием данных об оборудовании, технологической оснастке, материальных нормативах и трудовых затратах
Формы и правила оформления МК приведены в ГОСТ 3.1118-82.
Общие требования к комплектности приведены в ГОСТ 3.1119-83.
Нормативно-техническая информация общего назначения, включаемая в формы технологических документов приведена в ГОСТ 3.1901-74.
Маршрутная карта (МК) является основным и обязательным
документом любого технологического процесса. Формы и правила
оформления маршрутных карт, применяемых при отработке технологических процессов изготовления или ремонта изделий в основном и
вспомогательном производствах, регламентированы согласно
ГОСТЗЛ118-82 (Формы и правила оформления маршрутных карт).
К заполнению граф технологических документов предъявляются следующие требования:
1. Каждая строка мысленно делится по горизонтали пополам и
информацию записывают в нижней ее части, оставляя верхнюю часть
свободной для внесения изменений.
2. Для граф, выделенных утолщенными линиями, существует
три варианта заполнения:
а) графы заполняются кодами и обозначениями по соответствующим классификаторам и стандартам. Вариант используется разработчиками, внедрившими автоматизированную систему управления производством;
б) информация записывается в раскодированном виде;
в) информация дается в виде кодов с их расшифровкой;
Для изложения технологических процессов в маршрутной карте используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ. Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки формы документа, и предназначены для обработки содержащейся информации средствами механизации и автоматизации. Простановка служебных символов является обязательной в любом случае.
В качестве обозначения служебных символов приняты прописные буквы русского алфавита, проставляемые перед номером соответствующей строки. Указание соответствующих служебных символов для типов строк в зависимости от размещаемого состава информации, в графах маршрутной карты следует выполнять в соответствии с табл. 9.
При заполнении информации на строках, имеющих служебный символ “О”, следует руководствоваться требованиями, которые устанавливают правила записи операций и переходов.
При операционном описании технологического процесса на
маршрутной карте номер перехода следует проставлять в начале строки.
При заполнении информации на строках, имеющих служебный символ «Т», следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки.
Информацию о применяемой на операции технологической оснастке записывают в следующей последовательности:
2) вспомогательный инструмент;
3) режущий инструмент;
4) слесарно-монтажный инструмент;
5) специальный инструмент;
6) средства измерения.
Разделение информации по каждому средству технологической
оснастки следует выполнять через знак «;» .Сведения, вносимые в отдельные графы и строки маршрутной карты, выбираются из табл. 10. Для
удобства поиска соответствующих граф карты номера пунктов таблицы
продублированы выносными линиями на полях рис. 21
Таблица 9 Сведения, вносимые в графы, расположенные
на строке маршрутной карты
| Обозначение служебного символа | Содержание информации, вносимой в графы, расположенные на строке |
| А | Номер цеха, участка, рабочего места, где выполняется операция; код и наименование операции |
| Б | Код, наименование оборудования и информация по трудозатратам |
| К | Информация о комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц, их обозначений, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода |
| М | Информация о применяемом основном материале и исходной заготовке, о применяемых исходных и комплектующих материалах, кодах единицы величины, единицы нормирования, количестве на изделие и нормы расхода |
| О | Содержание операции (перехода) |
| Т | Информация о применяемой при выполнении операции технологической оснастке |
| Р | Информация о режимах обработки |
Примечание: согласно ГОСТ 3.1118-82 литеры «А»,«Б»,«К», применяются только при заполнении форм с горизонтальным расположением поля подшивки), при «вертикальном расположением поля подшивки используются литеры «В»,«Г»,«Д»,«Е», «Л», «Н». Значение которых в данных методических указаниях не рассматривается.
Сведения, вносимые в отдельные графы и строки маршрутной карты приведены в таблице 10.
Сведения, вносимые в отдельные графы и строки маршрутной карты
| Номер пункта поиска | Наименование (условное обозначение графы) | Служебный символ | Содержание информации | |
| — | — | Наименование изделия (детали, сборочной единицы) по основному конструкторскому документу | ||
| — | — | Обозначение изделия по основному конструкторскому документу или код ступени классификации по конструкторскому класси-фикатору | ||
| — | — | Код классификационных группировок технологических признаков для типовых и групповых технологических процессов по технологическому классификатору | ||
| — | — | Обозначение документа по ГОСТ 3.1201-85 (Система обозначения технологической документации)* | ||
| — | — | Общее количество листов документа | ||
| — | — | Порядковый номер листа документа | ||
| — | — | Литера, присвоенная технологическому документу. При дипломном проектировании записывать «ДП’при курсовом – «КП» Практичская работа – «ПР» | ||
| — | — | Графа для особых указаний | ||
| Обозначение документа | А | Обозначение документов, применяемых при выполнении данной операции, например, ИОТ- инструкция по охране труда | ||
| Тшт | Б | Норма штучного времени на операцию, мин. | ||
| Тпз | Б | Норма подготовительно-заключительного времени на операцию, мин | ||
| Кшт | Б | Коэффициент штучного времени при много-станочном обслуживании, зависящий от количества обслуживаемых станков: | ||
| Кол. станков ков | ||||
| Кшт | 0,65 | 0,48 | 0,39 | 0,35 |
| ОП | Б | Объем производственной партии, штуки | ||
| ЕН | М02, Б, К,М | Единица нормирования, на которую установлена норма расхода материала, или норма времени, например, 1,10,100 |
| продолжение таблицы 10 | ||
| КОИД | Б | Количество одновременно обрабатываемых заготовок при выполнении одной операции |
| КР | Б | Количество исполнителей, занятых при выполнении операции |
| УТ | Б | Код условий труда; Включает в себя цифру – условия труда: 1 – нормальные; 2 – тяжелые и вредные; 3 – особо тяжелые, особо вредные; и букву, указывающую вид нормы времени: Р – аналитически-расчётная; И – аналитически-исследовательская; X – хронометражная; О – опытно-статистическая |
| Р | Б | Разряд работы, необходимый для выполнения операции. Код включает три цифры: первая – разряд работы по тарифно-квалификационному справочнику, две следующие – код формы и системы оплаты труда: 10 – сдельная форма оплаты труда; 11 – сдельная система оплаты труда прямая; 12 – сдельная система оплаты труда премиальная; 13 – сдельная система оплаты труда прогрессивная; 20 – повременная форма оплаты труда; 21 – повременная система оплаты труда простая; 22 – повременная система оплаты труда премиальная |
| ПРОФ | Б | Код профессии согласно классификатору |
| СМ | Б | Код степени механизации труда. Указывается цифрой: 1 – наблюдение за работой автоматов; 2 – работа с помощью машин и автоматов; 3 – вручную при машинах и автоматах: 4 – вручную без машин и автоматов; 5 – вручную при наладке машин |
| Код, наименование оборудования | Б | Код оборудования. Включает в себя высшую (шесть первых цифр) и низшую (четыре цифры после точки) классификационные группировки. Низшая группировка в курсовом проекте условно указывается знаком «ХХХХ» |
| продолжение Таблицы 10 | ||
| Код, наименование операции | А | Код операции согласно классификатору технологических операций. При наличии операции, выполняемой на станке с ПУ, к коду операции добавляется код 4103″. После кода операции записывается её наименование |
| Цех | А | Номер цеха, в котором выполняется операция |
| Уч | А | Номер участка |
| РМ | А | Номер рабочего места (В курсовом проекте позиции 23, 24, 25 заполняются условно кодом «ХХ») |
| Опер | А | Номер операции в технологической последова-тельности изготовления, контроля и перемеще-ния. Рекомендуемая нумерация операций: 000,005,010 и т.д. |
| Код | М02 | Код материала. Графа не заполняется, ставится прочерк |
| ЕВ | М02, К,М | Код единицы величины – массы, длины, площади и т. п. детали или заготовки. Для массы, указанной в «кг» – код 166; в «г» – 163; в «т»-168. Допускается вместо кода указывать единицы измерения величины |
| мд | М02 | Масса детали по конструкторскому документу |
| ЕН | М02,Б, К,М | Единица нормирования, на которую устано-влена норма расхода материала или норма времени, например, 1, 10,100 |
| Нрасх | MО2,КМ | Норма расхода материала |
| КИМ | М02 | Коэффициент использования материала |
| Код заготовки | М02 | Код заготовки по классификатору (табл. 6). Допускается указывать вид заготовки (отливка, прокат, штамповка и т.д.) |
| — | М01 | Наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий. Запись выполняется на уровне одной строки с применением разделительного знака дроби «/», например, Лист БОН-2,5x1000x2500 ГОСТ 19903-74/Ш-1У В ст.З ГОСТ 14637-79 |
| Профиль и размеры | М02 | Обозначение профиля и размера заготовок. Рекомендуется указывать толщину, ширину и длину, сторону квадрата или диаметр и длину, например, 20x50x300, Ǿ 35. Профиль допускается не указывать |
| кд | М02 | Количество деталей, изготавливаемых из одной заготовки |
| М3 | М02 | Масса заготовки |
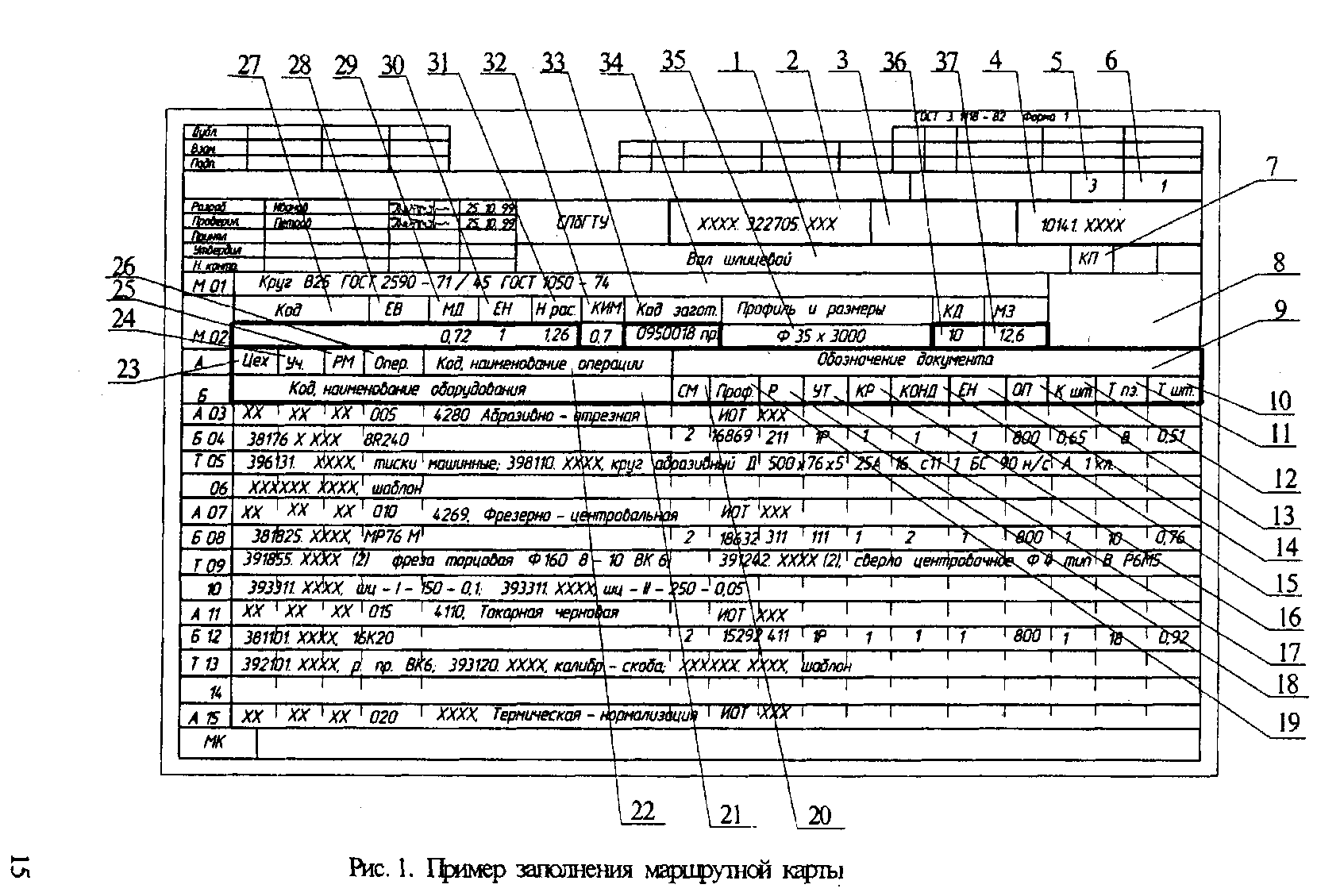
Рис. 21 Пример заполнения маршрутной карты
Ход выполнения работы:
Тема: Заполнение маршрутной карты.
Цель работы: Приобрести навыки составления маршрутных карт.
1. Описать назначение маршрутной карты.
2. Привести таблицу с примером заполнения блоков информации.
3. Заполнить маршрутную карту на примере процесса подкатки и выкатки тележек локомотива (Допускается оформление маршрутной карты на любую другую тему, связанную с ремонтной тематикой, железнодорожного транспорта, выданную преподавателем).
Примечание: Маршрутную карту выполнять на бланке по форме 2.
При описании процесса необходимо учитывать требования нормативно – технической документации, предъявляемые к конкретному технологическому процессу.
1. Титульный лист
2. Пояснительная записка
3. Заполненная маршрутная карта на выбранный технологический процесс.
Практическая работа №2.


Папиллярные узоры пальцев рук – маркер спортивных способностей: дерматоглифические признаки формируются на 3-5 месяце беременности, не изменяются в течение жизни.

Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰).

Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ – конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.
Маршрутная карта (МК) является одним из основных документов, в котором описывается весь процесс в технологической последовательности выполнения операций. Формы МК, установленные ГОСТ 3.1118–82, являются унифицированными и их следует применять независимо от типа производства и степени детализации описания ТП.
По степени детализации и полноты информации применяют три вида описания ТП, которые предусматривают различные изложение содержания операций и комплектность документации.
При маршрутном описании ТП содержание операций излагается только в маршрутной карте без указания переходов (допускается включать режимы обработки, т.е. строку со служебным символом “Р”). Применяется в опытном и мелкосерийном типах производства, которые характеризуются применением в основном универсальных средств техоснащения и рабочих высокой квалификации, что позволяет пользоваться упрощенной документацией.
При операционном описании ТП маршрутная карта содержит только наименование всех операций в технологической последовательности, включая контроль и перемещение, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты. Для описания операций в этом случае применяют операционные карты. Применяется в серийном и массовом типах производства.
Маршрутно-операционное описание ТП характерно для предприятий опытного и мелкосерийного типов производства. При этом предусматривается краткое описание содержания отдельных операций в маршрутной карте (обычно – наиболее простых, которые можно кратко описать текстом, без эскизов). См. пример оформления МК для операций 005…020 (приложение 6). Остальные операции оформляются на операционных картах (для таких операций в МК дается обозначение разработанных на них операционных карт).
Информацию в МК вносят построчно несколькими типами строк. Каждому типу строки присваивается свой служебный символ, который условно выражает состав информации, размещаемой в графах данного типа строки. Постановка служебных символов обязательна.
Допускается не проставлять служебный символ на последующих строках, несущих ту же информацию, при описании одной и той же операции на данном листе документа.
Для описания технологических процессов и операций используются следующие служебные символы и соответствующее им содержание информации в строках:
“М 01”- наименование, сортамент, размер, марка материала, ГОСТ (ТУ); Запись выполняют в одну строку с применением разделительного знака дроби “ / ” например, “Круг 80 –В–h12 ГОСТ 7417–75/45–6–2 ГОСТ 1050–88”;
“М 02” – строка для указания данных по заготовке и детали, в соответствии с графами в этой строке;
“Код” – код материала по Технологическому/классификатору деталей машиностроения и приборостроения (приложение 7);
“ЕВ” – код единицы величины (массы, длины, площади и т.п.) детали, заготовки, материала по классификатору. Допускается указывать единицы измерения величины (кг, кв. м.);
“МД” – масса детали по рабочему чертежу;
“ЕН” – единица нормирования, на которую установлена норма расхода материала или времени (1, 10, 100 и т.д.);
“Н. расх.” – норма расхода материала;
“КИМ” – коэффициент использования материала;
“Код заготовки” – код заготовки по Технологическому классификатору.
Допускается указывать вид заготовки (отливка, прокат, поковка и т.д.); “Профиль и размеры” – профиль и размеры исходной заготовки.
Информацию по размерам следует указывать исходя из имеющихся габаритов заготовок в соответствии с действующими стандартами (диаметр, длина, ширина, высота).
Например, “ 22х105” мм. Для отливок и поковок сложной формы графу допускается не заполнять;
“КД” – количество деталей, изготовляемых из одной заготовки;
“МЗ” – масса заготовки.
Служебный символ “А” присвоен строкам, в графы которых вносится следующая информация:
“Цех”, “Уч.”, “РМ” – номера цеха, участка и рабочего места, на которых выполняется операция. В учебных проектах допускается не заполнять;
“Опер.” – номер операции в технологической последовательности изготовления детали;
“Код, наименование операции” – код операции по Технологическому классификатору и ее наименование (см. приложение 8). Между кодом и наименованием операции следует оставлять 3. 4 знака. По ГОСТ 3.1129–93 запись кода операции следует выполнять только в случаях, когда информация в документах обрабатывается средствами вычислительной техники;
“Обозначение документа” – графа для ссылок на обозначение ОК, инструкций по охране труда (ИОТ), применяемых при выполнении указанной операции.
Документы указывают через разделительный знак “ ; ”.
В строке со служебным символом “Б” последовательно заносится следующая информация:
“Код, наименование оборудования” – код, наименование и инвентарный номер оборудования. По ГОСТ 3.1129–93 запись кода оборудования следует выполнять только для документов, обрабатываемых средствами вычислительной техники. В проекте указываются наименование оборудования (в соответствии с паспортом) и его модель. Допускается применять наименование оборудования в сокращенном виде, например: “Ток. винторез. ст-к 16К20”; “Ток. ст-к” или не указывать наименование оборудования при указании его модели;
“СМ” – степень механизации (см. приложение 9 );
“Проф.” – указывается код профессии (см. приложение 9);
“Р” – разряд работы, необходимый для выполнения операции; его можно определить по приложению 9;
“УТ” – код условий труда и код вида нормы по классификатору ОКДПТР (см. приложение 9);
“КР” – количество исполнителей, занятых при выполнении операции;
“КОИД” – количество одновременно изготавливаемых деталей при выполнении одной операции. При перемещении следует указывать объем грузовой единицы (количество деталей в таре);
“ОП” – объем производственной партии в штуках. Заполняется для серийного производства. При перемещении указывают объем транспортной партии (количество грузовых единиц, перемещаемых одновременно). В проектах допускается не заполнять;
“Кшт” – коэффициент штучного времени при многостаночном обслуживании, который учитывает оплату рабочего при многостаночном обслуживании:
На сегодняшний день можно встретить просто огромное количество различных продуктов, которые производятся путем механической обработки заготовок. За длительный период формирования промышленной деятельности были разработаны различные методы. Они позволяют существенно повысить качество конечного продукта, исключить вероятность допущения ошибок, снизить затраты и достигнуть многие другие результаты.
Своеобразным стандартом можно назвать применение маршрутной карты технологического процесса. Она представлена особым документом, который применяется при непосредственном производстве того или иного изделия.
Маршрутная карта технологического процесса должна составляться и заполняться в соответствии с установленными стандартами. Рассмотрим подробнее все особенности составления маршрутной карты, а также многие другие моменты подробнее.
Назначение документа
Применяемая маршрутная технологическая карта несет с собой довольно большое количество разных функций. Указываемые данные во многом описывает техпроцесс, определяя его особенности. Среди особенностей назначения отметим следующие моменты:
- Указываются основные рекомендации по выбору оборудования и оснастки. На сегодняшний день встречаются станки самого разного типа. Примером можно назвать станки токарные или фрезерные, сверлильные. Есть и ручные инструменты, которые весьма широко распространены. Кроме этого, оснастка также может существенно отличаться, к примеру, резцы или фрезеры. Мастер должен получить полную информацию для того, чтобы провести работу. Маршрутная карта технологического процесса весьма сложная в чтении, тип оборудования и оснастки часто указывается сокращенным кодом.
- Определяются основные параметры проводимой работы. Снятие материала с поверхности может выполняться механическим или другим путем. При этом каждый процесс можно охарактеризовать самыми различными параметрами, к примеру, скоростью резания, величиной подачи и некоторыми другими.
- В некоторых случаях прилагается чертеж. Он позволяет определить форму и основные размеры изделия.

Как правило, разработка маршрутной карты технологического процесса проводится специалистом. Также подобный документ часто составляется на утилизацию оборудования или некоторых других технологических операций, которые не связаны с производством продукта.
Содержание
Во многом область применения карты технологического процесса зависит от содержания. При этом документ составляется с учетом установленных стандартов. Рассматривая содержание отметим несколько моментов:
- Проводится указание номера участка или рабочего цеха. Кроме этого, указывается код и наименование проводимой операции. Эти данные считаются важным, указываются во всех документах.
- Также уделяется внимание наименованию оборудования. Для обработки заготовок могут применяться самые разные станки и ручные инструменты, выбор проводится в зависимости от поставленных задач и некоторых других моментов.
- Информация о комплектации изделия, так как оно может быть представлено сочетанием нескольких составных частей. При этом могут указываться различные данные, все элементы проходят соответствующую нумерацию, по которой проводится сборка.
- Данные о том, какие материалы и заготовка используются в качестве основы при изготовлении детали. На то, каким образом будет выполняться обработка во многом оказывает влияние типа материала, из которого изготовлена заготовка. Примером можно назвать различные характеристики углеродистых, легированных и цветных сплавов, пластика и дерева. Кроме этого, перед непосредственной механической обработкой часто проводится закалка поверхностного слоя, за счет чего повышаются эксплуатационные характеристики, но существенно снижается степень обрабатываемости. Наиболее важным показателем можно назвать твердость поверхностного слоя.
- Содержание операции. Этот раздел расписывается подробно, так как используется в качестве инструкции по выполняемой обработке.
- Информация, касающаяся типа применяемой оснастки при проведении операций. Оснастка может существенно отличаться по области применения и тому, какого результата можно достигнуть. Большая часть предназначается для фиксации заготовки, больше всего трудностей возникает в случае цилиндрической и другой формы. Оснастка должна обеспечить надежную фиксацию разных изделий, так как даже их незначительное смещение относительно базовой поверхности становится причиной появления дефектов.
- Данные о конкретных режимах обработки. При применении определенного оборудования могут задаваться самые различные режимы резания. Наиболее важными параметрами можно назвать скорость, глубину врезания инструмента и некоторые другие. Отсутствие подобной информации не позволяет провести создание качественного изделия.

Технологический процесс может составляться самым различным образом. Последовательность записывающейся информации следующая:
- Указывается приспособление. В эту категорию относят станки, а также другие приспособления. Примером можно назвать станки: токарные, фрезеровальные, универсальные и многие другие. На сегодняшний день в производственных помещениях устанавливается просто огромное количество различных моделей, все они характеризуются определенными свойствами.
- Отмечается вспомогательный инструмент. Он требуется для нанесения разметок, а также фиксации заготовки или для достижения других целей. Примером можно назвать струбцины.
- Указывается режущий инструмент. Он может быть самым разным, к примеру, для токарного оборудования выбирается подходящий резец. Встречается просто огромное количество различных вариантов исполнения резцов, все они характеризуются определенными особенностями. К примеру, для отрезки части заготовки используется отрезной. Все разновидности стандартизированы, каждому типу присваивается определенный номер.
- Отмечается слесарно-монтажный. Он также отвечает за базирование заготовки, а также ее надежную фиксацию. Слесарно-монтажная группа весьма распространена на сегодняшний день при проведении ручной и механизированной обработки.
- Уделяется внимание тому, какие могут применяться измерительные приборы. Практически все производственные процессы предусматривают определение основных размеров. Для этого применяются разные приборы, большое распространение получили штангенциркули и микрометры.
В целом можно сказать, что есть довольно большое количество информации, которая указывается в маршрутной карте разрабатываемого технологического процесса. Для того чтобы обеспечить хорошую читаемость всех данных она должна заполняться в зависимости от установленных рекомендаций.
Правила оформления
Маршрутная карта является обязательным документом, который должен составляться для технологического процесса. Заполнение должно проводиться по разработанной схеме, регламентируемая в ГОСТ 3.1118-82. Основными моментами можно назвать следующее:
- Каждая строка создаваемой таблицы мысленно делится на две части, запись информации проводится в нижней. За счет этого обеспечиваются условия для внесения различных корректировок в верхней части.
- Некоторые графы отмечены утолщенным видом. При их заполнении учитываются особые правила. Основная информация представлена кодами, которые выбираются в зависимости от классификаций и стандартов. В некоторых случаях данные вводятся в расшифрованном виде. Также встречается комбинированный вариант исполнения внесения информации.
- Уделяется также внимание тому, каким шрифтом проводится указание данных в маршрутной карте технологического процесса. Не стоит забывать о том, что все внесенное в таблицу должно читаться хорошо.
- Допускается внесение некоторых изменений. Подобная ситуация встречается крайне часто, так как некоторые параметры могут корректироваться в зависимости от конкретного случая обработки.
- Технологический процесс может существенно отличаться, от этого зависит и то, каким образом проводится заполнение маршрутной карты. Не стоит забывать о том, что выполняется распечатывание ранее уже готовых таблиц с полями, в которые проводится внесение основной информации. Первый или титульный лист отличается от других, также есть специальные варианты исполнения, которые предназначены для указания некоторой другой информации. За счет их применения существенно упрощается поставленная задача по составлению технической документации.
В интернете можно встретить пример оформления маршрутной карты, который используется в качестве образца. Кроме этого, не стоит забывать о том, что встречается довольно большое количество различных таблиц, которые применяются в качестве стандартов.
Часто встречается ситуация, когда основные данные указываются в сокращенном виде. Это связано с тем, что некоторые графы имеют небольшой размер. Стандарты по применению сокращений указываются в специальной технической документации. В некоторых случаях применяются специальные символы.
Встречается просто огромное количество служебных символов, которые позволяют указывать в сокращенном виде наиболее важную информацию. Они встречаются в специальной технической документации.
Как правило, оформление маршрутной карты проводится специалистом, который занимается непосредственной разработкой технологии обработки.
При этом в качестве основы применяется пример заполнения.
Правильно составленная маршрутная карта технологического процесса обеспечивает требуемые условия для выполнения качественной обработки. Недостаточное количество данных может привести к ошибкам, которые станут причиной допущения ошибок.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Оформление маршрутной карты
Маршрутная
карта (МК) является одним из основных
документов, в котором описывается весь
процесс в технологической последовательности
выполнения операций. Формы МК, установленные
ГОСТ 3.1118–82, являются унифицированными
и их следует применять независимо от
типа производства и степени детализации
описания ТП.
По степени
детализации и полноты информации
применяют три вида описания ТП, которые
предусматривают различные изложение
содержания операций и комплектность
документации.
При
маршрутном
описании ТП содержание операций
излагается только в маршрутной карте
без указания переходов (допускается
включать режимы обработки, т.е. строку
со служебным символом “Р”). Применяется
в опытном и мелкосерийном типах
производства, которые характеризуются
применением в основном универсальных
средств техоснащения и рабочих высокой
квалификации, что позволяет пользоваться
упрощенной документацией.
При
операционном
описании ТП
маршрутная карта содержит только
наименование всех операций в технологической
последовательности, включая контроль
и перемещение, перечень документов,
применяемых при выполнении операции,
технологическое оборудование и
трудозатраты. Для описания операций в
этом случае применяют операционные
карты. Применяется в серийном и массовом
типах производства.
Маршрутно-операционное
описание ТП характерно для предприятий
опытного и мелкосерийного типов
производства. При этом предусматривается
краткое описание содержания отдельных
операций в маршрутной карте (обычно –
наиболее простых, которые можно кратко
описать текстом, без эскизов). См. пример
оформления МК для операций 005…020
(приложение 6). Остальные операции
оформляются на операционных картах
(для таких операций в МК дается обозначение
разработанных на них операционных
карт).
Информацию
в МК вносят построчно несколькими типами
строк. Каждому типу строки присваивается
свой служебный символ, который условно
выражает состав информации, размещаемой
в графах данного типа строки.
Постановка служебных символов обязательна.
Допускается не
проставлять служебный символ на
последующих строках, несущих ту же
информацию, при описании одной и той же
операции на данном листе документа.
Для
описания технологических процессов и
операций используются следующие
служебные символы и соответствующее
им содержание информации в строках:
“М
01”-
наименование, сортамент, размер, марка
материала, ГОСТ (ТУ); Запись выполняют
в одну строку с применением разделительного
знака дроби “ / ” например, “Круг
80 –В–h12
ГОСТ 7417–75/45–6–2 ГОСТ 1050–88”;
“М
02” — строка
для указания данных по заготовке и
детали, в соответствии с графами в этой
строке;
“Код” — код
материала по Технологическому/классификатору
деталей машиностроения и приборостроения
(приложение 7);
“ЕВ”
— код единицы величины (массы, длины,
площади и т.п.) детали, заготовки, материала
по классификатору. Допускается указывать
единицы измерения величины (кг, кв. м.);
“МД”
— масса детали по рабочему чертежу;
“ЕН”
— единица нормирования, на которую
установлена норма расхода материала
или времени (1, 10, 100 и т.д.);
“Н.
расх.” —
норма расхода материала;
“КИМ”
— коэффициент использования материала;
“Код
заготовки”
— код заготовки по Технологическому
классификатору.
Допускается
указывать вид заготовки (отливка, прокат,
поковка и т.д.); “Профиль
и размеры”
— профиль и размеры исходной заготовки.
Информацию
по размерам следует указывать исходя
из имеющихся габаритов заготовок в
соответствии с действующими стандартами
(диаметр, длина, ширина, высота).
Например,
“
22х105” мм. Для отливок и поковок сложной
формы графу допускается не заполнять;
“КД”
— количество деталей, изготовляемых из
одной заготовки;
“МЗ”
— масса заготовки.
Служебный символ
“А” присвоен строкам, в графы которых
вносится следующая информация:
“Цех”,
“Уч.”,
“РМ”
— номера цеха, участка и рабочего места,
на которых выполняется операция. В
учебных проектах допускается не
заполнять;
“Опер.” — номер
операции в технологической последовательности
изготовления детали;
“Код,
наименование операции”
— код операции по Технологическому
классификатору и ее наименование (см.
приложение 8). Между кодом и наименованием
операции следует оставлять 3…4
знака. По ГОСТ 3.1129–93 запись кода операции
следует выполнять только в случаях,
когда информация в документах
обрабатывается средствами вычислительной
техники;
“Обозначение
документа”
— графа для ссылок на обозначение ОК,
инструкций по охране труда (ИОТ),
применяемых при выполнении указанной
операции.
Документы
указывают через разделительный знак “
; ”.
В
строке со служебным символом “Б”
последовательно заносится следующая
информация:
“Код,
наименование оборудования”
— код, наименование и инвентарный номер
оборудования. По ГОСТ 3.1129–93 запись кода
оборудования следует выполнять только
для документов, обрабатываемых средствами
вычислительной техники. В проекте
указываются наименование оборудования
(в соответствии с паспортом) и его модель.
Допускается применять наименование
оборудования в сокращенном виде,
например: “Ток. винторез. ст-к 16К20”;
“Ток. ст-к” или не указывать наименование
оборудования при указании его модели;
“СМ”
— степень механизации (см. приложение 9
);
“Проф.”
— указывается код профессии (см. приложение
9);
“Р”
— разряд работы, необходимый для выполнения
операции; его можно определить по
приложению 9;
“УТ”
— код условий труда и код вида нормы по
классификатору ОКДПТР (см. приложение
9);
“КР”
— количество исполнителей, занятых при
выполнении операции;
“КОИД” — количество
одновременно изготавливаемых деталей
при выполнении одной операции. При
перемещении следует указывать объем
грузовой единицы (количество деталей
в таре);
“ОП” — объем
производственной партии в штуках.
Заполняется для серийного производства.
При перемещении указывают объем
транспортной партии (количество грузовых
единиц, перемещаемых одновременно). В
проектах допускается не заполнять;
“Кшт” — коэффициент
штучного времени при многостаночном
обслуживании, который учитывает оплату
рабочего при многостаночном обслуживании:
|
Число обслуживаемых |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
Кшт |
1 |
0,65 |
0,48 |
0,39 |
0,35 |
0,32 |
0,3 |
“Тпз”,
“Тшт”
— соответственно нормы
подготовительно-заключительного (для
серийного производства) и штучного
времени на операцию.
По
ГОСТ 3.1129–93 информацию о трудозатратах
(СМ, Проф.,
… Тпз,
Тшт)
допускается
в документы на ТП не вносить (по
согласованию с руководителем проекта).
Эту информацию на производстве указывают
в дополнительно вводимый в комплект
лист ссылочных данных (МК/ЛСД), т. к. она
может изменяться, не меняя сущности
процесса.
Оформление
операционных карт
Графы
“Наименование
операции”,
“ЕВ”,
“МД”,
“Профиль и
размеры”,
“МЗ”,
“КОИД”
заполняются так же, как и в маршрутной
карте. Остальные графы содержат следующую
информацию:
“Материал”
— краткая форма записи наименования и
марка материала. По ГОСТ 3.1129–93 если в
маршрутной карте записан код материала,
соответствующий условному обозначению
по стандарту, например, “Круг
80–B–h12
ГОСТ 7417–75/45–3–2 ГОСТ 1050–88”,
то в графах “Материал” всех технологических
документов комплекта следует записывать
“Сталь 45–3–2”.
“Твердость” — твердость
материала заготовки, поступившей для
обработки;
“Оборудование,
устройство ЧПУ” — для
универсальных станков указывают модель
станка, устройства ЧПУ. Для специальных
станков приводится также краткое
наименование станка;
“Обозначение
программы” — заполняется
для станков с ЧПУ в соответствии с
требованиями отраслевых НТД. Рекомендуется
составлять из регистрационного номера
комплекта документов ТП, номера операции
и УЧПУ, для которых составлена управляющая
программа (УП), например,
“УП
31708–025/2Р22”;
“То” — норма
основного времени; основное (машинное)
время подсчитывается для каждого
технологического перехода, а в графе
указывается суммарное время на операцию;
“Тв”
— норма вспомогательного времени на
операцию, подсчитанное, как и То,
по
всем вспомогательным технологическим
переходам;
“Тпз”
и “Тшт”
содержат те же данные, что и в МК;
“СОЖ” — информация
по применяемой смазочно-охлаждающей
жидкости (приложение 17).
Описание содержания
операции, технологической оснастки и
режимов
выполняется
построчно с привязкой строк к
соответствующему служебному
символу.
В
строках со служебным
символом
“О”
содержится описание операции или
перехода в технологической
последовательности. Информация
размещается по всей длине строк с
возможностью переноса текста на
последующие строки. В начале строки
указывается номер перехода.
Переходы
нумеруют числами натурального ряда с
точкой (1, 2, 3 и т.д.). “Установы”
— прописными буквами русского алфавита
(А,
Б,
В
и т.д.). Запись информации в строке в
соответствии с приложением 13 по форме:
1) ключевое слово,
характеризующее метод обработки, в
неопределенной форме (точить, сверлить,
фрезеровать, нарезать, расточить и
т.п.);
2)
наименование обрабатываемой поверхности,
конструктивных элементов или предметов
производства (цилиндр, канавку, поверхность
и т.п.);
3) информация по
размерам или их условное обозначение;
4)
дополнительная информация (предварительно,
одновременно, по контуру и т.п.).
Допускается
полная и сокращенная формы записи.
Первая характерна при отсутствии
графических изображений для промежуточных
переходов. При наличии эскизов выполняется
сокращенная форма записи со ссылкой на
условные обозначения размеров,
конструктивных элементов (см. приложение
10).
Содержание перехода
следует всегда записывать в краткой
форме и исключать дублирование
содержащейся информации в операции.
В
двух последних графах строки “О”,
на которых заканчивается описание
технологического перехода, приводится
информация по вспомогательному и
основному времени на переход (Тв
и То).
В
последующие строки со служебным символом
“Т”
записывается по всей длине строки
информация о применяемой технологической
оснастке в следующей последовательности:
приспособления (ПР);
вспомогательный инструмент (ВИ);
режущий инструмент (РИ);
средства измерения (СИ).
Обозначение
и наименование оснастки следует указывать
в соответствии со стандартами и другими
НТД. Для специальной оснастки следует
делать запись: ее обозначение по чертежу
и название, например, “приспособление
специальное”. Разделение информации
выполняют через знак “ ;
”.
В
переходе, где впервые применен данный
инструмент, допускается указывать
номера последующих переходов, в которых
этот инструмент применяется, например,
“РИ сверло
20 Р6М5 2301–0069 ГОСТ 10903–77 (пер. 3, 5)”.
Количество
одновременно применяемых единиц оснастки
следует указывать после ее кода
(обозначения), заключая в скобки. Например,
“Втулка
6100–0144 (2) ГОСТ 13598–85”.
В
целях оптимизации записи текстовой
информации рекомендуется применять
допускаемые сокращения слов (см.
приложение 11).
В
строке со
служебным символом
“Р”
записываются расчетные размеры и режимы
обработки, вспомогательное и основное
время в соответствии с графами карты:
“ПИ”
— номер позиции инструментальной наладки
станка с ЧПУ;
“Д
или В” — наибольший
диаметр или ширина обработки, или длина
рабочего хода в направлении ширины,
принятые в расчетах режимов резания и
при нормировании, мм;
“L” — расчетная
длина рабочего хода (мм) в направлении
траектории обработки. При контурной
обработке длина перемещения инструмента
или детали с рабочей подачей;
В
графах “В”
и “L”
размеры указываются с учетом величины
врезания и перебега;
“t” — глубина
резания, соответствующая данному
переходу или наибольшая при контурной
обработке, мм;
“i”
— число рабочих ходов, необходимое для
снятия припуска в данном
переходе;
“S”
— подача. В зависимости от вида обработки
и типа станка подачу указывают: для
токарных, сверлильных, расточных и т.п.
работ – в мм/об; при фрезеровании –
мм/зуб и мм/мин (запись выполняется в
виде дроби в одну строку, например,
0,1/100);
“n”
— принятая (паспортная) частота вращения
шпинделя станка, мин –1;
“V”
— скорость резания, м/мин (при расчете
скорости резания во внимание всегда
принимается наибольший диаметр
обрабатываемой поверхности или
инструмента).
В
качестве последнего технологического
перехода в
строке “О”
записывают “Контроль
исполнителем”,
а также процент контроля, исходя из
способа достижения заданных размеров,
требуемой точности обработки и размеров
обрабатываемых поверхностей.
В
двух последних графах этой строки, так
же, как для всех технологи-ческих
переходов, приводятся данные по Тв,
То
и на контроль, за исключением, когда
контроль производится в течение основного
(машинного) времени, т.е. во время работы
станка.
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
На сегодняшний день можно встретить просто огромное количество различных продуктов, которые производятся путем механической обработки заготовок. За длительный период формирования промышленной деятельности были разработаны различные методы. Они позволяют существенно повысить качество конечного продукта, исключить вероятность допущения ошибок, снизить затраты и достигнуть многие другие результаты.
Своеобразным стандартом можно назвать применение маршрутной карты технологического процесса. Она представлена особым документом, который применяется при непосредственном производстве того или иного изделия.
Маршрутная карта технологического процесса должна составляться и заполняться в соответствии с установленными стандартами. Рассмотрим подробнее все особенности составления маршрутной карты, а также многие другие моменты подробнее.

Назначение документа
Применяемая маршрутная технологическая карта несет с собой довольно большое количество разных функций. Указываемые данные во многом описывает техпроцесс, определяя его особенности. Среди особенностей назначения отметим следующие моменты:
- Указываются основные рекомендации по выбору оборудования и оснастки. На сегодняшний день встречаются станки самого разного типа. Примером можно назвать станки токарные или фрезерные, сверлильные. Есть и ручные инструменты, которые весьма широко распространены. Кроме этого, оснастка также может существенно отличаться, к примеру, резцы или фрезеры. Мастер должен получить полную информацию для того, чтобы провести работу. Маршрутная карта технологического процесса весьма сложная в чтении, тип оборудования и оснастки часто указывается сокращенным кодом.
- Определяются основные параметры проводимой работы. Снятие материала с поверхности может выполняться механическим или другим путем. При этом каждый процесс можно охарактеризовать самыми различными параметрами, к примеру, скоростью резания, величиной подачи и некоторыми другими.
- В некоторых случаях прилагается чертеж. Он позволяет определить форму и основные размеры изделия.

Как правило, разработка маршрутной карты технологического процесса проводится специалистом. Также подобный документ часто составляется на утилизацию оборудования или некоторых других технологических операций, которые не связаны с производством продукта.
Скачать бланк маршрутной карты
Содержание
Во многом область применения карты технологического процесса зависит от содержания. При этом документ составляется с учетом установленных стандартов. Рассматривая содержание отметим несколько моментов:
- Проводится указание номера участка или рабочего цеха. Кроме этого, указывается код и наименование проводимой операции. Эти данные считаются важным, указываются во всех документах.
- Также уделяется внимание наименованию оборудования. Для обработки заготовок могут применяться самые разные станки и ручные инструменты, выбор проводится в зависимости от поставленных задач и некоторых других моментов.
- Информация о комплектации изделия, так как оно может быть представлено сочетанием нескольких составных частей. При этом могут указываться различные данные, все элементы проходят соответствующую нумерацию, по которой проводится сборка.
- Данные о том, какие материалы и заготовка используются в качестве основы при изготовлении детали. На то, каким образом будет выполняться обработка во многом оказывает влияние типа материала, из которого изготовлена заготовка. Примером можно назвать различные характеристики углеродистых, легированных и цветных сплавов, пластика и дерева. Кроме этого, перед непосредственной механической обработкой часто проводится закалка поверхностного слоя, за счет чего повышаются эксплуатационные характеристики, но существенно снижается степень обрабатываемости. Наиболее важным показателем можно назвать твердость поверхностного слоя.
- Содержание операции. Этот раздел расписывается подробно, так как используется в качестве инструкции по выполняемой обработке.
- Информация, касающаяся типа применяемой оснастки при проведении операций. Оснастка может существенно отличаться по области применения и тому, какого результата можно достигнуть. Большая часть предназначается для фиксации заготовки, больше всего трудностей возникает в случае цилиндрической и другой формы. Оснастка должна обеспечить надежную фиксацию разных изделий, так как даже их незначительное смещение относительно базовой поверхности становится причиной появления дефектов.
- Данные о конкретных режимах обработки. При применении определенного оборудования могут задаваться самые различные режимы резания. Наиболее важными параметрами можно назвать скорость, глубину врезания инструмента и некоторые другие. Отсутствие подобной информации не позволяет провести создание качественного изделия.

Технологический процесс может составляться самым различным образом. Последовательность записывающейся информации следующая:
- Указывается приспособление. В эту категорию относят станки, а также другие приспособления. Примером можно назвать станки: токарные, фрезеровальные, универсальные и многие другие. На сегодняшний день в производственных помещениях устанавливается просто огромное количество различных моделей, все они характеризуются определенными свойствами.
- Отмечается вспомогательный инструмент. Он требуется для нанесения разметок, а также фиксации заготовки или для достижения других целей. Примером можно назвать струбцины.
- Указывается режущий инструмент. Он может быть самым разным, к примеру, для токарного оборудования выбирается подходящий резец. Встречается просто огромное количество различных вариантов исполнения резцов, все они характеризуются определенными особенностями. К примеру, для отрезки части заготовки используется отрезной. Все разновидности стандартизированы, каждому типу присваивается определенный номер.
- Отмечается слесарно-монтажный. Он также отвечает за базирование заготовки, а также ее надежную фиксацию. Слесарно-монтажная группа весьма распространена на сегодняшний день при проведении ручной и механизированной обработки.
- Уделяется внимание тому, какие могут применяться измерительные приборы. Практически все производственные процессы предусматривают определение основных размеров. Для этого применяются разные приборы, большое распространение получили штангенциркули и микрометры.
В целом можно сказать, что есть довольно большое количество информации, которая указывается в маршрутной карте разрабатываемого технологического процесса. Для того чтобы обеспечить хорошую читаемость всех данных она должна заполняться в зависимости от установленных рекомендаций.
Правила оформления
Маршрутная карта является обязательным документом, который должен составляться для технологического процесса. Заполнение должно проводиться по разработанной схеме, регламентируемая в ГОСТ 3.1118-82. Основными моментами можно назвать следующее:
- Каждая строка создаваемой таблицы мысленно делится на две части, запись информации проводится в нижней. За счет этого обеспечиваются условия для внесения различных корректировок в верхней части.
- Некоторые графы отмечены утолщенным видом. При их заполнении учитываются особые правила. Основная информация представлена кодами, которые выбираются в зависимости от классификаций и стандартов. В некоторых случаях данные вводятся в расшифрованном виде. Также встречается комбинированный вариант исполнения внесения информации.
- Уделяется также внимание тому, каким шрифтом проводится указание данных в маршрутной карте технологического процесса. Не стоит забывать о том, что все внесенное в таблицу должно читаться хорошо.
- Допускается внесение некоторых изменений. Подобная ситуация встречается крайне часто, так как некоторые параметры могут корректироваться в зависимости от конкретного случая обработки.
- Технологический процесс может существенно отличаться, от этого зависит и то, каким образом проводится заполнение маршрутной карты. Не стоит забывать о том, что выполняется распечатывание ранее уже готовых таблиц с полями, в которые проводится внесение основной информации. Первый или титульный лист отличается от других, также есть специальные варианты исполнения, которые предназначены для указания некоторой другой информации. За счет их применения существенно упрощается поставленная задача по составлению технической документации.
Скачать ГОСТ 3.1118-82
В интернете можно встретить пример оформления маршрутной карты, который используется в качестве образца. Кроме этого, не стоит забывать о том, что встречается довольно большое количество различных таблиц, которые применяются в качестве стандартов.
Часто встречается ситуация, когда основные данные указываются в сокращенном виде. Это связано с тем, что некоторые графы имеют небольшой размер. Стандарты по применению сокращений указываются в специальной технической документации. В некоторых случаях применяются специальные символы. Встречается просто огромное количество служебных символов, которые позволяют указывать в сокращенном виде наиболее важную информацию. Они встречаются в специальной технической документации.
Как правило, оформление маршрутной карты проводится специалистом, который занимается непосредственной разработкой технологии обработки.
При этом в качестве основы применяется пример заполнения.

Правильно составленная маршрутная карта технологического процесса обеспечивает требуемые условия для выполнения качественной обработки. Недостаточное количество данных может привести к ошибкам, которые станут причиной допущения ошибок.
Маршрутные карты в 1С:ERP используются для ведения детальных схем технологических операций, выполняемых на одном этапе производства (по ресурсной спецификации).
Перейти к маршрутным картам можно через раздел Производство – Нормативно-справочная информация – Маршрутные карты:

Рисунок 1 — Доступ к списку Маршрутных карт
При создании маршрутной карты указываем производственное подразделение, которое будет использоваться для пооперационного планирования. Нажав на ссылку Настроить состав маршрутной карты, можно произвести настройку содержания маршрутной карты и включить или выключить следующие разделы: операции; выходные изделия; материалы и работы; трудозатраты.
Вкладка Основное

Рисунок 2 — Настройка состава маршрутной карты
Вкладка Выходное изделие
В табличной части указываются изделия, для производства которых составлена маршрутная карта. Первая строчка является основным изделием и выделяется жирным шрифтом.
Все, что описано в выходных изделиях, является минимальной неделимой партией производства по этой маршрутной карте.
Если основное выходное изделие имеет характеристики, но в маршрутной карте характеристика не указана, то такая маршрутная карта будет подходить для таких изделий с любой характеристикой. Для прочих выходных изделий при наличии характеристик их нужно обязательно указывать.

Рисунок 3 — Маршрутная карта. Вкладка «Выходное изделие»
Вкладка Материалы и работы
На вкладке материалы и работы в табличной части представлен перечень материалов и работ, необходимых для производства выходных изделий.

Рисунок 4 — Маршрутная карта. Вкладка «Материалы и работы»
Вкладка Операции
Производственный процесс в маршрутной карте описывается в виде списка операций.
Последовательность выполнения операций задается при помощи нумерации. В каждой операции указывается ее номер и номер следующей операции. Для завершающего операции указывается номер следующей операции — 0.
Для исключения зацикливания необходимо, чтобы следующая операция всегда имела номер больше, чем предыдущая.

Рисунок 5 — Маршрутная карта. Вкладка «Операции»
Процесс создания новой операции
На вкладке определяются основные реквизиты технологической операции:
- Количество — количественный измеритель выполнения операции. Может быть задан в физических единицах. По умолчанию без указания единицы измерения выполнение измеряется в количестве выполненных операций;
- Время штучное — время выполнения операции;
- Время ПЗ — подготовительно-заключительное время;
- Флаг Непрерывная взводится для технологических операций, выполнение которых не может прерываться интервалами недоступности.
- Реквизит Передаточная партия определяет размер партии, передаваемой на следующую операцию этапа производства. Если передаточная партия равна нулю, на следующую операцию передается вся партия этапа.
Вкладка Вспомогательные рабочие центры
На вкладке определяется перечень рабочих центров, загрузка которых планируется совместно с основным рабочим центром. В качестве вспомогательных рабочих центров могут выступать такие виды ресурсов как технологическая оснастка и бригада рабочих.

Рисунок 6 — Добавление новой операции для маршрутной карты
После заполнения всех нужных закладок необходимо установить статус маршрутной карты в состояние «Действует», также можно указать дату, начиная с которой будет действовать данная маршрутная карта.

Рисунок 7 — Установка статуса маршрутной карты
Далее создаем ресурсную спецификацию на основании маршрутной карты. Раздел Производство – Ресурсные спецификации.
Вкладка Производственный процесс
На вкладке в производственном этапе маршрутная карта привязывается к ресурсной спецификации и ее данные детализируются до момента, когда она будет исполняться.
При создании этапа подвязываем маршрутную карту, далее переходим на вкладку Виды рабочих центров и заполняем по маршрутной карте:

Рисунок 8 — Заполнение этапа ресурсной спецификации по маршрутной карте
Далее через меню Еще заполняем остальные вкладки ресурсной спецификации согласно маршрутной карте:

Рисунок 9 — Заполнение вкладок Материалы и работы, Трудозатраты по маршрутной карте
Устанавливаем статус действует, также если спецификация одна, то ее можно назначить основной:

Рисунок 10 — Установка статуса ресурсной спецификации
Настройки 1C:ERP мы осуществляем в рамках услуги Аренда 1С:ERP или осуществляем отдельно поддержку 1С:ERP с привлечением квалифицированных консультантов 1С:ERP.