Бизнес-процессы: категории и особенности
Технологический процесса основного производства
Порядок калькуляции себестоимости продукции
Оценка результатов деятельности предприятия
Бизнес-процесс — это совокупность действий (операций, мероприятий), которые выполняются в определенной последовательности и направлены на получение конечного результата.
Базовые категории бизнес-процессов:
- бизнес-процессы операционные (производство, продажи и пр.). Это основа бизнеса, все остальные бизнес-процессы являются вспомогательными;
- бизнес-процессы управления (планирование, выработка стратегии, корпоративное управление и пр.);
- обслуживающие бизнес-процессы. предназначена для обеспечения работоспособности всего предприятия в целом, которая обеспечивает функционирования основного бизнес процесса (подбор персонала, работа финансовой службы, отдела закупок, бухгалтерии, инженерно-технического состава и пр.).
Бизнес-процесс «Основное производство» (относится к категории основных) — это комплекс действий (операций, мероприятий), выполняемых в определенной последовательности и направленных на изготовление конечной продукции (услуги, товара) для удовлетворения потребностей покупателей. Основное производство — это фундамент функционирования предприятия, основа его денежных потоков.
Для выполнения основного производства как бизнес-процесса используется совокупность разнообразных ресурсов: кадровых, материальных, технических, финансовых и др. Результат бизнес процесса «Основное производство» — прибыль за счет реализации продукции (товара, услуги).
В первую очередь при изучении основного производства нужно разобраться в процессе изготовления продукции, т. е. изучить все стадии от приобретения сырья до продажи товара покупателю (часто первой ступенью считают не приобретение сырья и материалов, а получение заявки от заказчика на приобретение продукции или выполнения работ (услуг)).
Мы будем это делать на примере производственного предприятия ООО «Альфа», которое производит деревянные стулья.
Представим процесс основного производства в виде схемы:
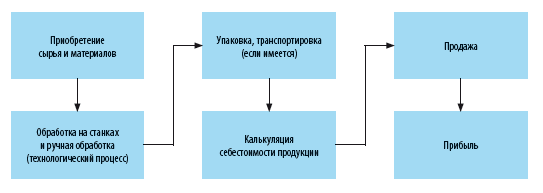
Приобретение сырья и материалов
Материальные расходы включают в себя затраты на сырье и основные материалы, комплектующие изделия, транспортно-заготовительные и другие расходы, связанные с производством и изготовлением продукции.
В эту категорию не входят расходы на материалы на хозяйственные нужды цехов и офисных помещений (мыло, швабры, веники, салфетки, бумажные полотенца, канцелярия, материалы для оргтехники и т. п.).
Таким образом, материальные расходы — это сырье и материалы, необходимые исключительно для основного производства.
Прежде чем заключать договоры поставки на сырье и материалы для производства продукции, необходимо детально проанализировать всех потенциальных поставщиков, чтобы выбрать наиболее выгодные условия поставки, наиболее приемлемые цены и наименьшую удаленность от склада предприятия для сокращения транспортных расходов.
В зависимости от количества производимых стульев будет варьироваться уровень материальных расходов.
Какие материалы и в каком количестве необходимы для изготовления одного стула — в табл. 1.
Таблица 1
Расшифровка расходов по статье «Сырье и материалы» на единицу продукции
|
Наименование |
Ед. изм. |
Кол-во |
Цена, руб.коп. на ед. изм. без учета НДС |
Затраты, руб. коп. без учета НДС |
|
Брус 40×60 мм |
шт. |
2 |
100 |
200 |
|
Обрезная доска 400×480 мм |
шт. |
1 |
200 |
200 |
|
Обрезная доска 100×420 мм |
шт. |
1 |
200 |
200 |
|
Поролон мебельный |
лист |
5 |
350 |
1750 |
|
Ткань |
м2 |
3 |
590 |
1770 |
|
Саморезы |
шт. |
15 |
10 |
150 |
|
Клей |
шт. |
2 |
87 |
174 |
|
Лак |
л |
0,14 |
500 |
70 |
|
Краска |
кг |
0,24 |
1700,00 |
408 |
|
Наждачная бумага |
м2 |
0,7 |
114 |
79,8 |
|
Всего затраты на материалы на один стул |
х |
х |
х |
5001,8 |
Так как основная цель предприятия — получить прибыль, а это напрямую связано с сокращением уровня себестоимости, необходимо рассматривать различные варианты оптимизации затрат. При этом не стоит недооценивать расходы на сырье и материалы — один из основополагающих элементов затрат на промышленных предприятиях.
Чтобы снизить затраты по этой статье, следует пересмотреть контракты с поставщиками и контрагентами или найти новых поставщиков — с более выгодными условиями доставки, оплаты и, конечно, ценами. Для этого, как правило, чаще всего:
- заключают контракты с предприятиями-изготовителями напрямую, минуя посредников или сокращая их количество до минимума, чтобы уменьшить закупочную стоимость сырья;
- заключают контракты с поставщиками на закупку большой партии материалов. В этом случае можно договориться с поставщиками о предоставлении скидок, но не стоит забывать и о росте расходов на хранение больших партий;
- самостоятельно производят сырье и материалы. Не всегда самостоятельное производство дешевле, чем приобретение готового материала у поставщиков.
- закупают более дешевое сырье (самый распространенный сейчас способ).
Мы рекомендуем
Прежде чем закупать более дешевое сырье, проанализируйте, не упадет ли качество выпускаемой продукции, а как следствие — сохранится ли спрос на продукции в случае снижения ее качества.
Технологический процесс
Технологический процесс производства деревянных стульев начинается с нарезки древесины на определенные основные и дополнительные заготовки. Для этого используют специальные станки или пилы (круглопильные, сверлильные, универсальные станки, ленточную пилу и пр.).
Затем идет процесс фрезерования, зачистки и шлифования заготовок. Чаще всего на производстве для этих целей используется многофункциональный станок, позволяющий одновременно выполнять несколько действий.
После проверки заготовки (и пазы крепления при необходимости) проходят частичную ручную зачистку и чистовое шлифование, что позволяет добиться наиболее гладкой поверхности для ровного нанесения краски. Для этих целей применяют шлифовальные станки, ручные шлифмашины, рубанки и наждачную бумагу.
В заключении стул собирается из всех заготовок, выравнивается длина ножек, после чего идет процесс окрашивания и окончательной упаковки готовой продукции для сдачи на склад.
Кроме того, предприятие под заказ изготавливает стулья ручной работы.
Все используемое для производства стульев оборудования является механизированным (подача и обработка заготовок механизирована, но процесс обработки управляется вручную) либо полумеханизированным (подача заготовок осуществляется вручную работниками цеха, но процесс обработки автоматизирован).
Для производства деревянных стульев необходимо следующее оборудование (табл. 2).
Таблица 2
Перечень необходимого оборудования для производства деревянных стульев
|
Наименование |
Кол-во |
Цена за ед., руб. |
Сумма, руб. |
|
|
Круглопильный станок |
1 |
104 700 |
104 700 |
|
|
Ленточная пила |
1 |
21 300 |
21 300 |
|
|
Сверлильно-присадочный станок |
1 |
107 000 |
107 000 |
|
|
Форматно-раскроечный станок |
1 |
112 000 |
112 000 |
|
|
Многофункциональный шлифовальный станок |
1 |
163 200 |
163 200 |
|
|
Электродрель |
1 |
1800 |
1800 |
|
|
Электролобзик |
1 |
2300 |
2300 |
|
|
Электропила |
1 |
7200 |
7200 |
|
|
Шлифовальная машинка |
1 |
2700 |
2700 |
|
|
Струбцины |
1 |
1000 |
1000 |
|
|
Шуруповерт |
1 |
2600 |
2600 |
|
|
Перфоратор |
1 |
4700 |
4700 |
|
|
Промышленный фен |
1 |
1600 |
1600 |
|
|
Фрезер |
1 |
3200 |
3200 |
|
|
Итого |
535 300 |
Калькуляция себестоимости продукции
Себестоимость на каждом предприятии калькулируется в соответствии с определенными принципами, основной из них — обоснованность отнесения статей затрат на себестоимость.
Важно!
В себестоимость должны быть включены все расходы — и те, которые напрямую влияют на ее размер, и оказывающие косвенное влияние.
Для формирования себестоимости продукции основного производства используется бухгалтерский счет 20 «Основное производство», на котором аккумулируется все виды расходов производственного процесса.
Таблица 3
Анализ счета 20 «Основное производство» на единицу продукции
|
Счет |
Кор. счет |
Кредит |
Дебет |
|
Нач. сальдо |
0,00 |
||
|
Материалы |
Нач. сальдо |
0,00 |
|
|
10 |
5001,80 |
||
|
Оборот |
5001,80 |
||
|
Кон. сальдо |
5001,80 |
||
|
Оплата труда |
Нач. сальдо |
0,00 |
|
|
70 |
8195,49 |
||
|
Оборот |
8195,49 |
||
|
Кон. сальдо |
8195,49 |
||
|
Страховые взносы |
Нач. сальдо |
0,00 |
|
|
69 |
2458,65 |
||
|
Оборот |
2458,65 |
||
|
Кон. сальдо |
2458,65 |
||
|
Общепроизводственные расходы |
Нач. сальдо |
0,00 |
|
|
25 |
1298,03 |
||
|
Оборот |
1298,03 |
||
|
Кон. сальдо |
1298,03 |
||
|
Общехозяйственные расходы |
Нач. сальдо |
0,00 |
|
|
26 |
2410,63 |
||
|
Оборот |
2410,63 |
||
|
Кон. сальдо |
2410,63 |
||
|
Итого |
Оборот |
19 364,60 |
|
|
Кон. сальдо |
19 364,60 |
Расходы на сырье и материалы (счет 10 «Материалы»)
Для контроля за расходованием материалов на предприятиях утверждают нормы расходования, в которых указывается максимально допустимое количество материалов, необходимое на изготовление единицы продукции (аналогично табл. 1).
Детализацию по расходованию материалов можно узнать из аналитики счета 10 «Материалы» (пример — в табл. 4).
Таблица 4
Карточка счета 10 «Материалы»
|
Период |
Документ |
Аналитика Дт |
Аналитика Кт |
Дебет |
Кредит |
||
|
Счет |
Сумма |
Счет |
Сумма |
||||
|
17.01.2017 |
Требование-накладная 00001-000001 от 17.01.2017 12:20:00 Списание материалов в производство |
Основные материальные расходы |
Брус 40×60 мм |
20 |
10 |
200 |
|
|
18.01.2017 |
Требование-накладная 00001-000002 от 18.01.2017 17:14:00 Списание материалов в производство |
Основные материальные расходы |
Обрезная доска 400×480 мм |
20 |
10 |
200 |
|
|
18.01.2017 |
Требование-накладная 00001-000002 от 18.01.2017 17:14:00 Списание материалов в производство |
Основные материальные расходы |
Обрезная доска 100×420 мм |
20 |
10 |
200 |
|
|
18.01.2017 |
Требование-накладная 00001-000002 от 18.01.2017 17:14:00 Списание материалов в производство |
Основные материальные расходы |
Поролон мебельный |
20 |
10 |
1750 |
|
|
18.01.2017 |
Требование-накладная 00001-000002 от 18.01.2017 17:14:00 Списание материалов в производство |
Основные материальные расходы |
Ткань |
20 |
10 |
1770 |
|
|
18.01.2017 |
Требование-накладная 00001-000002 от 18.01.2017 17:14:00 Списание материалов в производство |
Основные материальные расходы |
Саморезы |
20 |
10 |
150 |
|
|
18.01.2017 |
Требование-накладная 00001-000002 от 18.01.2017 17:14:00 Списание материалов в производство |
Основные материальные расходы |
Клей |
20 |
10 |
174 |
|
|
18.01.2017 |
Требование-накладная 00001-000002 от 18.01.2017 17:14:00 Списание материалов в производство |
Основные материальные расходы |
Лак |
20 |
10 |
70 |
|
|
18.01.2017 |
Требование-накладная 00001-000002 от 18.01.2017 17:14:00 Списание материалов в производство |
Основные материальные расходы |
Краска |
20 |
10 |
408 |
|
|
18.01.2017 |
Требование-накладная 00001-000002 от 18.01.2017 17:14:00 Списание материалов в производство |
Основные материальные расходы |
Наждачная бумага |
20 |
10 |
79,8 |
|
|
Обороты за период и сальдо на конец |
0 |
5001,8 |
Затраты на оплату труда основных производственных рабочих
В состав этой статьи затрат входят основная и дополнительная заработная плата только производственных рабочих, которые непосредственно занимаются производством, изготовлением продукции или оказанием услуг.
Основная заработная плата — это затраты на оплату труда, начисляемую за выполнение работ конкретным категориям работников, непосредственно принимающим участие в процессе производства или оказания услуг, начисления стимулирующего характера и оплата труда в условиях, отклоняющихся от нормальных в соответствии с трудовым законодательством Российской Федерации.
Дополнительная заработная плата — это начисления, установленные коллективным договором предприятия и/или иными локальными нормативными актами в соответствии с трудовым законодательством Российской Федерации.
Формы оплаты труда устанавливаются индивидуально на каждом предприятия для различных категорий работников и закрепляются в коллективном договоре, положении об оплате труда или иных локальных нормативных актах.
Оплата труда может быть:
- повременной. Зависит от фактически отработанного времени (фиксируется в табеле отработанного времени) и тарифной ставки работника или должного оклада. Тарифные ставки и должностные оклады работников в зависимости от занимаемой должности утверждаются руководителем предприятия в штатном расписании;
- сдельной. Зависит от количества выпущенной продукции (выполненной работы или оказанной услуги) по утвержденным внутри предприятия сдельным расценкам за единицу выпущенной продукции (работы, услуги).
Для основных производственных рабочих ООО «Альфа» установлена сдельная форма оплаты труда. Детальная расшифровка статьи затрат по оплате труда по счету 70 «Расчеты с персоналом по оплате труда» представлена в табл. 5.
Таблица 5
Расшифровка статьи затрат «Оплата труда основных производственных работников»
|
Вид работ |
Разряд работ |
Трудоемкость и заработная плата |
||
|
Трудоемкость, чел.-ч |
Стоимость одного часа, руб., коп. |
Оплата труда, руб., коп. |
||
|
Нарезка древесины |
4 |
6,00 |
210,40 |
1262,40 |
|
5 |
7,00 |
217,76 |
1524,32 |
|
|
Фрезерование, зачистка, шлифование |
5 |
6,00 |
217,76 |
1306,56 |
|
6 |
6,00 |
236,99 |
1421,94 |
|
|
Сборка |
5 |
5,00 |
217,76 |
1088,80 |
|
Покраска |
3 |
3,00 |
202,61 |
607,83 |
|
4 |
4,00 |
210,40 |
841,60 |
|
|
Упаковка |
4 |
0,675 |
210,40 |
142,04 |
|
Итого |
х |
37,68 |
х |
8195,49 |
Страховые взносы
Организации обязаны уплачивать взносы:
- в Пенсионный фонд Российской Федерации (22 % от фонда оплаты труда);
- на обязательное пенсионное страхование в Фонд социального страхования Российской Федерации (2,9 % от фонда оплаты труда);
- в Федеральный фонд обязательного медицинского страхования (5,1 % от фонда оплаты труда).
Рассчитаем сумму страховых взносов ООО «Альфа»:
8195,49 × 22 % + 8195,49 × 2,9 % + 8 195,49 × 5,1 % = 2458,65 руб.
Страховые взносы отображаются по счету 69 «Расчеты по социальному страхованию и обеспечению» (см. табл. 3).
Общепроизводственные расходы
К общепроизводственным расходам (ОПР) относят издержки на обслуживание и управление производством, в том числе затраты на:
- амортизацию зданий, сооружений, производственного оборудования, транспортных средств, ремонт зданий и сооружений производственного назначения, содержание и эксплуатацию имущества;
- заработную плата аппарата управления цеха и страховые взносы с нее;
- содержание транспортных средств, занятых перемещением грузов;
- арендные платежи на основные средства цехового назначения и пр.
В соответствии с учетной политикой ООО «Альфа» (локальным нормативным актом, регулирующим особенности ведения бухгалтерского учета) общепроизводственные расходы распределяются между отдельными изделиями (услугами, работами) пропорционально заработной плате основных производственных работников.
Эти затраты отражаются на счете 25 «Общепроизводственные расходы» (табл. 6).
Таблица 6
Анализ счета 25 «Общепроизводственные расходы»
|
Статьи затрат |
Кор. счет |
Кредит |
Дебет |
|
Амортизация основных средств |
Начальное сальдо |
||
|
02 |
110 967,63 |
||
|
Оборот |
110 967,63 |
||
|
Конечное сальдо |
|||
|
Аренда имущества |
Начальное сальдо |
||
|
60 |
47 000,00 |
||
|
Оборот |
47 000,00 |
||
|
Конечное сальдо |
|||
|
Оплата труда |
Начальное сальдо |
||
|
70 |
708 457,61 |
||
|
Оборот |
708 457,61 |
||
|
Конечное сальдо |
|||
|
Охрана и безопасность труда |
Начальное сальдо |
||
|
10 |
14 943,91 |
||
|
60 |
1694,92 |
||
|
Оборот |
16 638,83 |
||
|
Конечное сальдо |
|||
|
Содержание и эксплуатация транспорта |
Начальное сальдо |
||
|
10 |
4380,87 |
||
|
60 |
31 485,05 |
||
|
Оборот |
35 865,92 |
||
|
Конечное сальдо |
|||
|
Содержание и эксплуатация зданий, помещений, территории |
Начальное сальдо |
||
|
10 |
624,26 |
||
|
Оборот |
624,26 |
||
|
Конечное сальдо |
|||
|
Страховые взносы |
Начальное сальдо |
||
|
69 |
212 537,28 |
||
|
Оборот |
212 537,28 |
||
|
Конечное сальдо |
|||
|
Транспортные расходы |
Начальное сальдо |
||
|
60 |
45 250,00 |
||
|
Оборот |
45 250,00 |
||
|
Конечное сальдо |
|||
|
Оборот |
1 177 341,53 |
Сумма общепроизводственных расходов (в нашем примере — 1 177 341,53 руб.) распределяется между всеми работами (товарами, услугами) анализируемого периода и попадают в дебет счета 20 «Основное производство» (табл. 3). В данном случае после распределения на себестоимость выпуска одного деревянного стула приходится 1298,03 руб.
Общехозяйственные расходы
В эту статью затрат включаются расходы по управлению и обслуживанию производства, а именно:
- затраты по оплате труда административно-управленческого аппарата (бухгалтерия, экономисты, юристы, менеджеры, маркетологи, инженеры и др.) и страховые взносы с нее;
- командировочные расходы;
- почтовые расходы;
- расходы на приобретение канцелярских товаров;
- информационные и консультационные расходы;
- услуги телефонии, интернет-провайдеров;
- аренда помещений, не связанных с непосредственным производством и пр.
Как и общепроизводственные, общехозяйственные расходы согласно учетной политике ООО «Альфа» распределяются пропорционально фонду оплаты труда основных производственных рабочих.
Для отображения этой категории расходов используется счет 26 «Общехозяйственные расходы» (табл. 7).
Таблица 7
Анализ счета 26 «Общехозяйственные расходы» за месяц
|
Статьи затрат |
Кор. счет |
Кредит |
Дебет |
|
Аренда имущества |
Начальное сальдо |
||
|
60 |
87 000,00 |
||
|
Оборот |
87 000,00 |
||
|
Конечное сальдо |
|||
|
Амортизация |
Начальное сальдо |
||
|
02 |
52 000,00 |
||
|
Оборот |
52 000,00 |
||
|
Конечное сальдо |
|||
|
Интернет |
Начальное сальдо |
||
|
60 |
7770,44 |
||
|
Оборот |
7770,44 |
||
|
Конечное сальдо |
|||
|
Канцелярские расходы |
Начальное сальдо |
||
|
10 |
14 831,36 |
||
|
Оборот |
14 831,36 |
||
|
Конечное сальдо |
|||
|
Командировочные расходы |
Начальное сальдо |
||
|
60 |
23 668,90 |
||
|
71 |
46 931,00 |
||
|
Оборот |
70 599,90 |
||
|
Конечное сальдо |
|||
|
Оплата труда |
Начальное сальдо |
||
|
70 |
1 494 957,37 |
||
|
Оборот |
1 494 957,37 |
||
|
Конечное сальдо |
|||
|
Сотовая связь |
Начальное сальдо |
||
|
60 |
10 860,00 |
||
|
Оборот |
10 860,00 |
||
|
Конечное сальдо |
|||
|
Страховые взносы |
Начальное сальдо |
||
|
69 |
448 487,21 |
||
|
Оборот |
448 487,21 |
||
|
Конечное сальдо |
|||
|
Оборот |
2 186 506,28 |
Затем все общехозяйственные расходы (2 186 506,28 руб.) распределяются между всеми работами (товарами, услугами) анализируемого периода и попадают в дебет счета 20 «Основное производство» (см. табл. 3). В данном случае после распределения на себестоимость выпуска одного деревянного стула приходится 2410,63 руб.
В итоге после распределения мы должны получить одинаковый процент распределения расходов на единицу продукции:
- общехозяйственные: 2410,63 / 2 186 506,28 = 0,11 %;
- общепроизводственные 1298,03 / 1 177 341,53 = 0,11 %.
Какие еще расходы надо включать в себестоимость?
Рассмотренный перечень статей затрат, включаемыехв себестоимость продукции, не является окончательным и полным. Для каждого рода деятельности присущи свойственные им особенные статьи расходования средств. Рассмотрим некоторые из них:
- затраты на освоение производства: расходы на обеспечение готовности цехов и агрегатов к производству нового вида продукции, проектирование нового изделия, разработка технологического процесса, проектирование инструментальной оснастки, оснащение новым оборудование, информационные и консультационные услуги, перепланировка цехов и др.;
- затраты на специальную технологическую оснастку — на изготовление, приобретение, ремонт и поддержание в рабочем состоянии технологической оснастки целевого назначения, непосредственно связанной с производством конкретной продукции;
- затраты на услуги сторонних организаций (отображаются по счету 60 «Расчеты с поставщиками и подрядчиками») возникают в случае, если предприятие прибегают к помощи сторонних организаций (нет возможности выполнить работы самостоятельно, нет специалистов или их не хватает, срочные работы, низкая квалификация рабочих, загружено оборудование и др.);
- командировочные расходы основных производственных работников. Командировочные расходы основных рабочих, если они имеют большой удельный вес в составе себестоимости, могут быть выведены из накладных расходов в отдельную статью, например в случае выполнения работ не в стационарном цехе, а на выезде. В бухгалтерском учете эта категория расходов отображается по счету 60 «Расчеты с поставщиками и подрядчиками» (при приобретении билетов на проезд или оплате гостиницы через организацию-посредника и оплате по безналичному расчету) и счету 71 «Расчеты с подотчетными лицами» (формируются по авансовым отчетам за суточные, проживание и проезд в случае наличной оплаты командируемым сотрудником);
- прочие производственные расходы — на опытные работы, стандартизацию, на оплату за загрязнение окружающей среды в пределах установленных нормативов и др. Распределяются на себестоимость всех производимых на предприятии видов продукции пропорционально сумме всех предыдущих статей затрат;
- расходы на амортизационные отчисления. Из состава косвенных расходов также можно выделить и отнести к прямым расходам и амортизацию по основным средствам, непосредственно используемым при основном производстве. В бухгалтерском учете учитывается по счету 02 «Амортизация основных средств»;
- потери от брака (брак — изделия или полуфабрикаты, которые не соответствуют качеству или техническим условиям и не могут быть в последствии реализованы или могут быть реализованы только после исправления). В бухгалтерском учете отображаются по счету 28 «Брак в производстве»;
- транспортные расходы. Расходы на доставку готовой продукции также могут быть выделены в отдельную самостоятельную статью затрат;
- затраты, связанные с совершенствованием технологии и организации производства, осуществляемым в ходе производственного процесса, улучшением качества продукции, повышением ее надежности, долговечности и других эксплуатационных свойств;
- затраты на улучшение условий труда и техники безопасности, повышение квалификации работников производства.
Все рассмотренные категории затрат, будь то основные, напрямую связанные с производством продукции, или накладные, косвенно связанные с производством, формируют производственную себестоимость, т. е. текущие затраты в денежном выражении, обусловленные использованием природных, трудовых, материальных и финансовых ресурсов на производство продукции (работ, услуг), рассчитанные как сумма всех рассмотренных статей затрат.
Но существуют еще и внепроизводственные (коммерческие) расходы — категория расходов, которые связаны с отгрузкой, хранением и реализацией продукции, а также расходы на рекламу, маркетинговые исследования и др.
Сумма производственной себестоимости и внепроизводственных расходов и есть полная себестоимость продукции.
Продажа и получение прибыли
Готовую продукцию реализуют — либо продают в магазине, либо поставляют заказчику, в результате чего предприятие получает выручку от реализации.
Стоимость продажи одного стула — 24 000,00 руб. Совокупные издержки на изготовление этого изделия составили 19 364,60 руб. Прибыль от продажи стула — 4635,40 руб.
Чтобы оценить интенсивность и эффективность производства, рассчитывают показатели рентабельности.
Рентабельность продукции (ROM) — это отношение прибыли к полной себестоимости. Показывает, сколько получено прибыли на 1 руб. текущих затрат:
ROM = (Прибыль / Себестоимость) × 100 %.
Рентабельность продаж (NPM) — отношение прибыли к выручке. Этот показатель характеризует степень прибыльности работы предприятия и правильность установления цены продажи, отражая долю прибыли в выручке от продажи. Рентабельность продаж показывает, сколько прибыли имеет предприятие с 1 руб. продажи:
NPM = (Прибыль / Выручка) × 100 %.
Рассчитаем эти показатели для ООО «Альфа»:
ROM = (4635,40 / 19 364,60) × 100% = 23,94 %;
NPM = (4635,40 / 24 000,00) × 100 % = 19,31 %.
Как такового нормативного значения для показателей рентабельности не существует. Принято считать, что чем более высокие показатели рентабельности у предприятия, тем более эффективно оно осуществляет свою финансово-хозяйственную деятельность и тем правильнее оно выбирает стратегию ценообразования. Некоторые источники отмечают, что значение показателей рентабельности не должны падать ниже значения 5 %.
Выводы
Описав бизнес-процесс основного производства, вы сможете проанализировать все этапы функционирования предприятия.
Для анализа результатов основного производства предприятия необходимо изучить структуру себестоимости продукции (или партии), сравнить себестоимости с выручкой и прибылью, рассчитать показатели рентабельности.
Чтобы увеличить прибыль, необходимо детально рассмотреть каждый этап бизнес-процесса и принять оптимальное решение, например: сократить закупочную стоимость сырья и материалов, оптимизировать технологический процесс, сократить себестоимость продукции, нарастить объемы производства или увеличить стоимость единицы продукции.
Статья опубликована в журнале «Справочник экономиста» № 2, 2017.
Для
краткого описания производственного
процесса необходимо в понятной форме
показать, какие основные технологические
операции лежат в основе процесса
изготовления продукции.
Общая схема
организации производственного процесса
должна отражать:
— производственные
операции;
— производственные
потоки (движение сырья и материалов,
промежуточных и конечных продуктов).
По
тем операциям, которые будут выполняться
силами самого предприятия, необходимо
представить краткие сведения о
характеристиках производственного
процесса. Если выполнение некоторых
операций предполагается поручить
субподрядчикам, то необходимо объяснить
какие именно и почему. Требуется указать
каким образом это отразится на результатах
(например, в виде экономии на затратах,
уменьшение длительности технологического
цикла, повышение качества продукции
или услуг и пр.).
Основные
технологические операции укрупненно
могут быть представлены в форме таблицы.
Таблица 8 —
Характеристика производственных
операций
|
№ п/п |
Наименование |
Наименование |
Используемые |
Объем продукции |
Кол-во занятых |
Нормы работчего |
Нормы выработки |
|
1 |
1.1. Операция А |
||||||
|
1.2. Операция Б |
|||||||
|
2 |
…. и т.д. |
||||||
|
ВСЕГО |
Показатель
нормы выработки выражается в натуральном
измерении количеством единиц продукции
(работ, операций), производимых за единицу
времени:
Вн
= (Фс*Р)/tн,
где
Фс
— продолжительность времени, на которое
устанавливается норма выработки (час,
смена, декада, месяц и т. д.) час, мин.;
Р — количество
работников, участвующих в выполнении
рассматриваемой работы (операции);
tн
— норма времени на выполнение работы
(операции), чел/ч.
Для
оборудования указывается его
производственная мощность — максимально
возможный объем выпуска продукции в
натуральном выражении, который может
быть изготовлен в течение определенного
периода времени.
Различают:
достижимую производственную мощность
— объем производства продукции, который
может быть произведен в плановом периоде
при нормальных условиях эксплуатации
оборудования (без простоев, поломок и
пр.); номинальную производственную
мощность — технически достижимая
мощность в соответствии с мощностью,
установленной производителем оборудования
в его спецификации. Очевидно, что
коэффициенты использования производственной
мощности в плановом периоде не могут
превышать 100%.
Соседние файлы в предмете Коммерциализация научно-исследовательской работы
- #
- #
03.02.202157.79 Кб78бизнес-план-ку.xlsx
- #
- #
- #
- #
- #
Содержание:
- Теоретические и методологические аспекты организации производственных процессов
- Концепция, виды и принципы организации производственного процесса
- Формы организации производства
- Методы организации производства
- Организация производственного процесса на предприятии
- Концепция производственного цикла
- Методы расчета производственного цикла
- Экономическая функция производственного цикла, пути повышения его эффективности
- Анализ производственного процесса на ОАО «Победит»
- Эффективность организации производства в ОАО «Победит»
- Вывод:
| Предмет: | Экономика |
| Тип работы: | Реферат |
| Язык: | Русский |
| Дата добавления: | 15.09.2020 |
- Данный тип работы не является научным трудом, не является готовой выпускной квалификационной работой!
- Данный тип работы представляет собой готовый результат обработки, структурирования и форматирования собранной информации, предназначенной для использования в качестве источника материала для самостоятельной подготовки учебной работы.
Если вам тяжело разобраться в данной теме напишите мне в whatsapp разберём вашу тему, согласуем сроки и я вам помогу!

Если вы хотите научиться сами правильно выполнять и писать рефераты по любым предметам, то на странице «что такое реферат и как его сделать» я подробно написала.
Посмотрите похожие темы рефератов возможно они вам могут быть полезны:
Введение:
Современное предприятие, где усилия большого количества работников сочетаются с усилиями различных отраслей промышленности, может эффективно осуществлять свою деятельность только при рациональной организации производства.
Предприятие — в условиях развития рыночной экономики цель экономической деятельности. Это важнейшая структурная часть и основное звено в экономике.
На предприятии решаются вопросы: — выпуск объема и ассортимента продукции; выбор поставщиков и покупателей; формирование цен; контроль за экономическим потреблением ресурсов; применение персонала; применение высокопроизводительного оборудования и технологий.
Актуальность данной темы заключается в том, что улучшение организации производства на предприятии в связи с тем, что: переориентация государственной экономики на рыночные отношения в значительной степени затронула предприятия. В этой связи особенно остро стоит проблема управления переходом на производство различных видов продукции на предприятиях Российской Федерации. В новых экономических условиях большинство предприятий вынуждены обновлять номенклатуру выпускаемой продукции для сохранения своих рыночных позиций и экономической стабильности. Теперь способность предприятия быстро адаптироваться к изменяющимся внешним условиям в конечном итоге определяет его конкурентоспособность. Не познакомившись с сущностью организаций и не поняв закономерностей их развития, невозможно ни управлять ими, ни использовать их на благо каждого человека и в интересах всех, ни перейти в своей деятельности на современные технологии.
Целью организации производственного процесса в пространстве является обеспечение его рационального построения во времени.
Под организацией производства следует понимать систему научно обоснованных мероприятий, направленных на создание наиболее рациональной структуры предприятия и его подразделений, на целесообразное сочетание и увязку во времени и пространстве трудовых и технологических процессов, а также средств производства с целью эффективного выполнения запланированных задач и достижения наилучших конечных результатов. Таким образом, в рамках предприятия организуется единый производственный процесс, представляющий собой систему взаимосвязанных, целенаправленных технологических и трудовых процессов.
Целью данной работы является изучение основных характеристик производственного процесса и его организации.
Мы хотели бы осветить задачи, стоящие перед курсовой работой:
- рассмотрение отдельных компонентов концепции «производственного процесса»;
- Раскрытие основных принципов организации производственного процесса;
- рассмотрение форм организации производства;
- изучение различных видов продукции и их характеристик;
- анализ структуры производства предприятия, производственного цикла и его продолжительности.
Предмет работы — принципы организации производственного процесса.
Объектом работы является предприятие.
Эффективность предприятия зависит от выбора форм организации производственного процесса. Производственный процесс — это организация использования всех факторов производства с целью производства продукции (работ, услуг), необходимой для удовлетворения потребностей рынка. Курсовая работа имеет следующую структуру: введение, основная часть (две главы), заключение и список литературы.
Теоретические и методологические аспекты организации производственных процессов
Концепция, виды и принципы организации производственного процесса
Задача предприятия — воспринимать факторы производства (затраты) «на входе», обрабатывать их и «на выходе» производить продукт (результат). Такой процесс трансформации называют «производством». Его цель — в конечном итоге усовершенствовать существующий, чтобы увеличить запас ресурсов, пригодных для нужд.
Производственный процесс заключается в преобразовании затрат («затраты») в результат («выход»).
Многочисленные действия происходят как между «входными» и «выходными» затратами, так и параллельно внутри предприятия, которые только в своем единстве полностью описывают производственный процесс. Кратко рассмотрим здесь отдельные задачи производственного процесса.
Производственный процесс состоит из частных задач по обеспечению, складированию, производству продукции, продажам, финансированию, обучению персонала и внедрению новых технологий, а также управлению.
Задача снабжения предприятия включает в себя покупку или аренду (лизинг) средств производства, закупку сырья, найм работников.
Задача складирования включает в себя все производственные работы, которые возникают до фактического процесса производства (изготовления) продукции в связи со складированием производственных помещений, сырья и материалов, а после него — со складированием и хранением готовой продукции. В задачи производства входит проведение производственных работ в рамках производственного процесса. На предприятиях, производящих материальную продукцию, она во многом определяется технологической составляющей. В частности, необходимо определить, когда, какую продукцию, в каком месте, используя какие факторы производства необходимо изготовить.
Задача продажи продукции связана с исследованием рынка сбыта, влияния на него (например, через рекламу), а также с продажей или арендой продукции предприятия.
Задача финансирования находится между продажей и поставкой: за счет продажи продукции или результата производственного процесса зарабатываются деньги, а в случае поставки (или поддержки производства) деньги расходуются. Однако часто отток и приток денег не совпадают. Например, крупные инвестиции могут не компенсироваться выручкой от продаж. Поэтому типичными задачами финансирования являются временная нехватка средств для оплаты просроченных кредитов и излишние денежные средства, расходуемые на кредиты (лизинг, аренда). Доходы (прибыль), а также капитальные вложения в другие предприятия через рынок капитала также включены в «финансовое управление».
Обучение персонала и внедрение новых технологий должно позволить работникам постоянно повышать свою квалификацию, и таким образом они смогут внедрять и развивать новейшие технологии во всех сферах деятельности предприятия, и особенно в новых изделиях и технологиях производства.
Управленческая задача (управление) включает в себя работы, которые охватывают подготовку и принятие управленческих решений с целью управления и администрирования всех других производственных работ на предприятии. В этой связи особую важность приобретает бухгалтерский учет на предприятии (включая годовой бухгалтерский баланс, анализ затрат, производственную статистику, финансирование). Бухгалтерский учет должен полностью включать и оценивать все текущие документы, характеризующие производственный процесс.
Частные задачи производственного процесса («Вход» — «Выход») и их связь с процессом создания стоимости можно рассматривать как «цепочку создания стоимости», соединяющую звенья (поставщиков и потребителей), расположенные до и после непосредственного процесса производства (производственного процесса).
Включая вышеизложенное — производственный процесс — это процесс воспроизводства материальных благ и производственных отношений.
Как процесс воспроизводства материальных благ производственный процесс представляет собой совокупность трудовых и природных процессов, необходимых для производства определенного вида продукции.
Основными элементами, определяющими трудовой процесс и, следовательно, производственный процесс, являются разумная деятельность (или сам труд), объекты труда и средства труда.
Разумную деятельность (или саму работу) выполняет человек, который использует нервно-мышечную энергию для выполнения различных механических движений, для наблюдения и контроля за воздействием орудий труда на объекты труда.
Предметы работ определяются продукцией, производимой предприятием. Основной продукцией машиностроительных заводов являются различные виды продукции.
Основная продукция включает в себя продукцию, предназначенную для товарной продукции. К продукции вспомогательного производства следует относить продукцию, предназначенную только для собственных нужд производящего ее предприятия (например, инструмент собственного производства). Продукция, предназначенная для продажи, но одновременно используемая для собственных нужд предприятия, должна классифицироваться как вспомогательная продукция в той части, где она используется для собственных нужд.
Существуют следующие виды продукции: детали, сборочные единицы, комплекты и комплекты.
Характеристики продукции во многом определяют организацию производственного процесса в пространстве и времени.
Таким образом, количество обрабатывающих и сборочных цехов или секций и соотношение между ними зависит от конструктивной сложности изделий.
Чем сложнее продукт, тем больше в структуре предприятия доля сборочных работ и сборочных участков и цехов. Размеры, вес и количество изделий влияют на организацию их сборки, создание того или иного вида поточного производства, организацию транспортировки деталей, сборочных единиц и изделий по рабочим местам, участкам и цехам, во многом определяют вид перемещения на рабочем месте (операции) и продолжительность производственного цикла.
Для больших и тяжелых продуктов используются стационарные линии с периодическим движением конвейеров. Для их транспортировки используются подъемные краны и специальные транспортные средства. Их движение по операциям организовано в основном параллельно, по форме. Цикл производства таких изделий длинный, иногда измеряется годами.
Иногда в механических цехах приходится организовывать участки больших, малых и средних деталей.
Трудовые средства включают в себя производственные инструменты, землю, здания и сооружения, транспортные средства. В рамках средств труда определяющая роль принадлежит оборудованию, особенно рабочим машинам.
На каждую единицу оборудования завод-изготовитель должен составить паспорт, в котором должна быть указана дата изготовления оборудования и полный перечень его технических характеристик (скорость обработки, мощность двигателя, допустимые усилия, правила обслуживания и эксплуатации и т.д.).
Производственный процесс — это совокупность всех действий людей и средств производства, направленных на изготовление продукции. Производственный процесс состоит из следующих процессов.
В автоматизированной, автоматической и гибкой интегрированной производственной среде вспомогательные и сервисные процессы в разной степени сочетаются с основными и становятся неотъемлемой частью процессов производства продукции, которые будут рассмотрены более подробно позже.
Технологические процессы, в свою очередь, разделены на фазы.
Фаза — комплекс работ, выполнение которого характеризует завершение определенной части технологического процесса и связано с переходом субъекта труда из одного качественного состояния в другое.
В машиностроении и приборостроении технологические процессы в основном разделены на три этапа:
- препаратор;
- обработка;
- сборка.
Технологический процесс состоит из технологических действий — операций, последовательно выполняемых по данному предмету работ.
Операция — это часть технологического процесса, выполняемая на одном рабочем месте (машине, стенде, агрегате и т.д.), состоящая из серии действий над каждым рабочим элементом или группой совместно обработанных элементов.
Операции, не приводящие к изменению геометрических форм, размеров, физико-химических свойств объектов труда, не являются технологическими операциями (транспортировка, погрузка и разгрузка, контроль, испытания, сборка и т.д.).
Операции также различаются в зависимости от используемых средств труда:
- ручной — выполняется без машин, механизмов и механизированного инструмента;
- машинный — выполняется с помощью станков или ручных инструментов при постоянном участии рабочего;
- машина — выполняется на станках, установках, агрегатах с ограниченным участием рабочего (например, установка, крепление, запуск и остановка станка, развязывание и снятие детали и т.д.);
- автоматический — выполняется на автоматическом оборудовании или автоматических линиях.
Аппаратные процессы характеризуются выполнением машинных и автоматических операций в специальных агрегатах (печах, установках, ваннах и т.д.).
Для достижения цели производства с наименьшими затратами и в кратчайшие сроки его организация должна основываться на определенных принципах и методах с использованием прогрессивных форм и видов производства.
Принципы — это исходные положения, на которых строится, эксплуатируется и развивается производственный процесс.
Соблюдение принципов организации производственного процесса является одним из основополагающих условий эффективной деятельности предприятия.
Под принципами организации производственного процесса понимаются научно обоснованные правила, которые должны соблюдаться при построении производственной системы предприятия и ее функционировании. Основными принципами являются пропорциональность, параллельность, прямолинейность, непрерывность, ритмичность, гибкость.
Принцип пропорциональности означает определенное соответствие производительности всех взаимосвязанных звеньев производства, соблюдение пропорций мощности парка оборудования. Принцип обеспечивает равную производительность различных рабочих мест в производственном процессе. Оценка мощности технологической цепочки может быть коэффициентом пропорциональности, равным соотношению ее минимальной мощности к максимальной.
Принцип непрерывности — это принцип рациональной организации производственного процесса, определяемый отношением рабочего времени к общей продолжительности производственного процесса с учетом простоев или отслеживания объектов труда. Он связан как с ликвидацией или уменьшением перерывов в производственном процессе и характеризуется коэффициентом.
Принцип параллелизма — это принцип рациональной организации производственного процесса, который характеризует степень совмещения операций во времени. Примерами могут служить параллельное одновременное производство различных узлов и деталей или одновременное выполнение различных операций при обработке одних и тех же деталей и узлов на параллельном оборудовании.
Принцип прямолинейности — это принцип рациональной организации производственного процесса, который характеризует оптимальность прохождения трудовых объектов. Он оценивается через коэффициент прямолинейности, который равен соотношению оптимальной длины пути, исключая ненужные связи, отдачу и т. д. к фактическому пути.
Принцип ритмичности характеризует однородность производственного процесса во времени. Коэффициент ритмичности показывает отношение фактического объема выполненных работ в рамках плана к планируемому объему за определенный период времени.
Гибкость производственного процесса быстро восстанавливается для производства новой продукции в соответствии с потребностями рынка.
Сочетание всех принципов рациональной организации производственного процесса можно свести к принципу оптимальности, т.е. выполнения всех процессов для производства с наибольшей эффективностью и с наименьшими затратами.
На основании вышеизложенного можно сделать вывод, что производственный процесс — это совокупность всех действий людей и средств производства, направленных на изготовление продукции.
Производственный процесс состоит из следующих процессов: основной, вспомогательный, сервисный. В автоматизированной, автоматической и гибкой интегрированной производственной среде вспомогательные и сервисные процессы в разной степени объединяются с основными и становятся неотъемлемой частью процессов производства продукции.
Для достижения цели производства с наименьшими затратами и в кратчайшие сроки необходимо использовать определенные принципы в качестве основы его организации. Соблюдение принципов организации производственного процесса является одним из основополагающих условий эффективной деятельности предприятия.
Под принципами организации производственного процесса понимаются научно обоснованные правила, которые должны соблюдаться при построении производственной системы предприятия и ее функционировании. Основными принципами являются пропорциональность, параллельность, прямолинейность, непрерывность, ритмичность, гибкость.
Формы организации производства
Использование прогрессивных форм организации производства: концентрация, специализация, кооперация и сочетание имеют большое значение для повышения уровня организации производства. Все формы организации производства взаимосвязаны и часто дополняют друг друга.
Концентрация производства подразумевает концентрацию производства на крупных предприятиях внутри отрасли, на крупных производственных единицах (цехах, участках) внутри предприятия. Эта консолидация определяется в основном ростом единичных мощностей оборудования (машин, приборов, агрегатов) и ростом объемов производства. В отраслях с непрерывным характером производства, таких как черная и цветная металлургия, электроэнергетика, производство цемента и др., основным фактором концентрации производства является увеличение единичных мощностей отдельных единиц, а в отраслях с дискретным характером производства (машиностроение, деревообрабатывающая, текстильная, обувная промышленность) основным фактором является количество единиц машин и оборудования, рациональная организация производства и управления.
Количественная оценка уровня производства зависит от вида отрасли и определяется удельным весом продукции крупных отраслей промышленности в общем объеме выпуска данной продукции за год.
Высокий уровень концентрации производства не всегда отражает высокую экономическую эффективность производства. Преимуществом концентрации производства является способность накапливать средства для развития производства и социальной сферы, а недостатком — неспособность быстро перестраиваться на выпуск нового оборудования и других видов продукции.
Специализация производства — это ограничение номенклатуры выпускаемой продукции (работ, услуг) или ограничение технологических процессов, используемых для изготовления различных изделий.
Специализация производства в промышленности осуществляется в трех основных формах: предметной, лепестковой, технологической.
Под предметной специализацией понимается концентрация производства определенных продуктов конечного потребления, например, автомобильной фабрики, швейной фабрики.
Технологическая (ступенчатая) специализация — это превращение отдельных этапов производства или операций в самостоятельные производства (литейный, прядильный цех, ремонтные фабрики).
В развитии специализации существует противоречие между ростом и обновлением продуктового ряда, с одной стороны, и недостаточным развитием предприятий с детальной и технологической специализацией, с другой. Эта проблема может быть решена путем детальной специализации, основанной на унификации продукции. Основной целью унификации является устранение разнообразия продуктов одного и того же назначения и их составляющих.
Специализация связана с одной из важнейших задач современного развития производства — изменением структуры предприятий путем освобождения их от производства для собственных нужд заготовок, деталей, узлов и их организации на специализированных предприятиях.
Одним из значений, характеризующих уровень специализации, является коэффициент специализации, который представляет собой долю специализированной продукции в общем объеме выпуска предприятия или отрасли в натуральном или стоимостном выражении.
Комбинация производства — это технологическое сочетание взаимосвязанных разнородных производств в рамках одного предприятия-комбинанта. Более 20% промышленной продукции производится в комплексных производствах с использованием одного и того же вида сырья для производства различной продукции. Так, в коксохимической промышленности топливо составляет 8-10% от общей себестоимости извлекаемой продукции, а в химической промышленности побочные продукты превышают основные в 4-5 раз.
Поскольку перерывы между отдельными этапами производства сокращаются на комбинированных производственных мощностях, время производственного цикла также минимально. Это способствует сокращению запасов сырья и полуфабрикатов и, как следствие, ускорению оборота оборотных средств.
Общим показателем экономической эффективности объединения является разница между указанными затратами на некомбинированных и объединенных предприятиях.
Производственная кооперация — это производственные отношения совместных предприятий по производству конечной продукции. Сотрудничество вытекает непосредственно из специализации отраслей и предприятий для выполнения работ для нужд конкретного производства. Уровень кооперации можно определить как удельный вес компонентов и полуфабрикатов, получаемых в результате кооперации, в себестоимости производимой продукции.
Исходя из вышесказанного, можно сделать вывод, что использование прогрессивных форм организации производства: концентрация, специализация, кооперация и сочетание имеют большое значение для повышения уровня организации производства. Все формы организации производства взаимосвязаны и часто дополняют друг друга.
Методы организации производства
В деятельности предприятий имеются некоторые характерные особенности, которые являются общими вне зависимости от вида продукции. Для определения этих признаков устанавливаются общие характеристики типов продукции.
Вид продукции — это комплексная характеристика организационных, технических и экономических особенностей производства, обусловленная номенклатурой, масштабом и регулярностью производства.
В свою очередь, масштаб и номенклатура выпускаемой продукции определяют уровни концентрации, специализации, взаимодействия и сочетания. В зависимости от сочетания этих форм организации производства выделяются три основных вида продукции: единичная, серийная и массовая.
Единое производство характеризуется широким ассортиментом продукции и низкой производительностью. Рабочие места не имеют привязанных к ним операций и загружаются произвольно, без определенного чередования операций.
Серийное производство характеризуется ограниченной номенклатурой продукции, выпускаемой периодически, и относительно большими объемами. Здесь рабочие места загружаются целым рядом операций, выполняемых в определенной последовательности.
Массовое производство характеризуется узостью ассортимента и большим объемом выпускаемой продукции в течение длительного периода времени. Рабочие места нагружаются одной и той же операцией на одних и тех же деталях.
Важнейшей характеристикой вида производства является уровень специализации рабочих мест, который количественно измеряется с помощью коэффициента консолидации операций. Коэффициент консолидации операций показывает отношение количества различных технологических операций, выполненных или подлежащих выполнению в течение определенного периода, к количеству рабочих мест.
Все рабочие места, с точки зрения их специализации, можно разделить на три группы:
- Рабочие места одного вида производства. Различные операции выполняются с деталями, и коэффициент фиксации не регулируется. Kz ≥ 40 . Большое разнообразие выполняемых операций, их сложность, частая смена требуют привлечения высококвалифицированных рабочих.
- Рабочие места серийного производства. Такие рабочие места присваиваются определенному количеству операций над несколькими деталями при определенном чередовании этих операций и деталей. Рабочие места вводятся в производство периодическими повторяющимися сериями (партиями).
Тип продукции определяет способ ее организации.
Метод организации производства — это метод объединения организации производственного процесса во времени и пространстве.
Организация производственного процесса во времени определяется степенью его непрерывности, а в пространстве — расположением оборудования, площадок, мастерских.
Факторы, влияющие на выбор метода организации производства:
- номенклатура выпускаемой продукции;
- масштаб (программа) вывода;
- частота выпуска;
- трудоемкость продукта;
- характер технологии производства.
Различают поточные и непоточные методы производства. Нескользящий метод организации производства характеризуется следующими особенностями.
Рабочие места обрабатывают трудовые объекты, отличающиеся друг от друга по конструкторским и технологическим параметрам, так как их производительность невелика.
Рабочие места располагаются в группах одного типа без определенной привязки к последовательности операций, например, в группах токарных, фрезерных, сверлильных станков и т.д.
Детали перемещаются в процессе производства сложными маршрутами, что приводит к большим перебоям в обработке. После каждой операции детали, как правило, передаются в промежуточный цех, в то время как рабочее пространство для следующей операции доступно.
Непоточный метод в основном используется в однократном и серийном производстве. Иногда отдельные методы организации производственного процесса выделяются в рамках поточного метода.
Единый метод организации производства — метод, при котором производится широкий ассортимент продукции в единичных экземплярах, повторяющихся по истечении определенного периода времени или никогда не повторяющихся
Партийный метод — метод, при котором периодически производится относительно ограниченный ассортимент продукции в количествах, определяемых партиями ее выпуска и запуска. Он характерен для массового производства.
Непоточное производство является организационно сложным и не соответствует принципам рациональной организации процесса. Поэтому актуальной задачей здесь является увеличение серийного производства. Это достигается за счет повышения уровня унификации конструкций изделий, типизации технологических процессов, использования групповых методов обработки деталей. Суть последнего заключается в следующем. Детали группируются по признакам технологического и структурного сходства. От группы выделяется наиболее сложная деталь, несущая в себе все конструктивные и технологические элементы группы. Если выбрать такую деталь невозможно, то она специально сконструирована. Для этого оборудование, оснастка, групповая технология подбираются таким образом, чтобы обеспечить безошибочную обработку всех деталей группы. Групповые методы позволяют увеличить производительность на 30-50%, изготавливать изделия на предметных закрытых участках и поточных линиях.
Поточное производство является высокоэффективным методом организации производственного процесса. В условиях поточного производства производственный процесс осуществляется в максимальном соответствии с принципами его рациональной организации — прямолинейности, непрерывности, пропорциональности и др.
Следующие основные особенности характерны для поточного производства:
- Для обработки или сборки одного наименования или ограниченного числа изделий, имеющих конструктивное и технологическое отношение, назначается группа рабочих мест.
- Рабочие места располагаются в процессе технологического процесса.
- Технологический процесс изготовления продукции разбивается на операции и на каждом рабочем месте выполняется одна или несколько связанных между собой операций.
- Изделия передаются из эксплуатации в эксплуатацию поштучно или небольшими передаточными (транспортными) партиями в соответствии с заданным ритмом работы проточной линии, достигая таким образом высокой степени параллельности и непрерывности.
- Основные и вспомогательные операции благодаря узкой специализации рабочих мест характеризуются высоким уровнем механизации и автоматизации. Широко используется специальный межоперационный транспорт, который выполняет не только функцию перемещения обрабатываемых объектов, но и поддержания ритма производства.
Основным звеном в производственном процессе является поточная линия, представляющая собой группу рабочих мест, для которых производство одного или ограниченного числа наименований продукции, и где производственный процесс характеризуется признаками поточного производства.
В зависимости от номенклатуры выпускаемой продукции, технологические линии делятся на одну предметную и несколько предметных.
Один объект называется строкой, на которой длительное время обрабатывается или собирается объект одного и того же размера. Реорганизация линии необходима для перехода на другой размер. Она используется в массовом производстве.
С точки зрения непрерывности процесса, технологические линии делятся на непрерывные и прерывистые (прямоточные).
На непрерывных линиях объекты перемещаются по всем операциям без межоперационного простоя. Такое перемещение объектов по операциям называется параллельным.
Состояние непрерывной линии равно пропускной способности на всех операциях. Для создания такого условия продолжительность каждой операции на линии должна быть равна или кратна такту операции на линии. Процесс согласования длительности операции с тактовой выходной линии называется синхронизацией операций.
Вид продукции — это комплексная характеристика организационных, технических и экономических особенностей производства, обусловленная номенклатурой, масштабом и регулярностью производства. Важнейшей характеристикой вида производства является уровень специализации рабочих мест. Тип производства определяет способ его организации. Метод организации производства — это метод сочетания организации производственного процесса во времени и пространстве. Существует различие между поточным и не поточным методами производства.
Организация производственного процесса на предприятии
Концепция производственного цикла
Для измерения процесса изготовления продукта во времени используется индикатор — производственный цикл. Производственный цикл является одним из важнейших технико-экономических показателей, на основе которого рассчитываются многие показатели производственно-экономической деятельности предприятия. На его основе, например, устанавливаются сроки запуска продукта в производство, с учетом сроков его выпуска, рассчитывается мощность производственных подразделений, определяется объем незавершенного производства и производятся другие плановые производственные расчеты.
Производственный цикл продукта (партии) — это календарный период его производства от запуска исходных материалов и полуфабрикатов в основное производство до получения готовой продукции (партии).
В условиях производства изделия, состоящего из многих деталей, различают цикл изготовления изделия или изделия и цикл изготовления деталей или группу операций. Уменьшение цикла позволяет каждой производственной единице (цеху, секции) выполнять заданную программу с меньшим объемом выполняемых работ. Это означает, что предприятие имеет возможность ускорить оборачиваемость оборотных средств, выполнить план с меньшими затратами этих средств, высвободить часть оборотных средств.
Производственный цикл состоит из двух частей: рабочего периода, т.е. периода, в течение которого рабочий элемент находится непосредственно в производственном процессе, и времени перерывов в этом процессе.
Рабочий период состоит из времени выполнения технологических и нетехнологических операций, к последним относятся все контрольные и транспортные операции с момента выполнения первой производственной операции до момента поставки готовой продукции.
Время межоперационного слежения за Tmo определяется временем перерывов в парности, перерывов в ожидании Tooj и перерывов в приобретении TKP.
Разрывы Tpar возникают при изготовлении изделий партиями и обусловлены переходом обработанных деталей в готовность всех деталей в партии по технологической операции.
Перерывы в ожидании Tug вызваны нескоординированной длительностью смежных технологических операций.
Разрывы в наладке ТКП происходят при переходе от одной фазы производственного процесса к другой.
При расчете продолжительности производственного цикла учитываются только те затраты времени, которые не покрываются временем технологических операций (например, время, затрачиваемое на контроль, транспортировку продукции).
Перерывы, вызванные организационно-техническими проблемами (несвоевременное обеспечение рабочего места материалами, инструментами, нарушение трудовой дисциплины и др. ) не учитываются при расчете планируемой продолжительности производственного цикла.
Методы расчета производственного цикла
Различают простой (цикл изготовления детали) и сложный (цикл изготовления изделия) производственные циклы. Методы определения продолжительности производственного цикла для этих двух случаев различны.
В простом процессе продолжительность производственного цикла складывается из рабочего цикла и общего времени межоперационных перерывов.
Сложный процесс — процесс изготовления изделия или сборочной единицы — включает в себя простые процессы изготовления заготовок и деталей, процессы сборки отдельных сборочных единиц (узлов), агрегатов (сборочных единиц), всего устройства (общей сборки), а также отделочные, наладочные, наладочные, тестовые операции.
Для производства этих деталей изделия формируются соответствующие наборы параллельных процессов частичного производства с их циклами, которые вместе составляют циклы производственных стадий (заготовка, механическая обработка, сборка и т.д.).
Общая продолжительность этих синхронизированных по времени частичных процессов представляет собой производственный цикл сложного процесса. Целью координации процессов, составляющих сложный процесс, является обеспечение полноты и бесперебойной работы производства с полным использованием оборудования и рабочих.
Составление графика производственного цикла для сложного процесса с большим количеством частичных процессов является сложной задачей. Сложность решения этой задачи возрастает во много раз при планировании производства нескольких изделий в один и тот же период. Одновременно необходимо решить: в каком порядке, в каких цехах и зонах, на каких рабочих местах, в какие сроки запускать, обрабатывать и собирать детали изделия.
Продолжительность производственного цикла в значительной степени зависит от величины межоперационных перерывов. В свою очередь, на продолжительность межоперационных перерывов существенное влияние оказывает способ передачи обрабатываемых деталей между операциями, определяющий степень перекрытия смежных операций по времени при обработке партий деталей. Метод совмещения смежных операций во времени называется видом перемещения объектов труда в процессе производства.
При расчете продолжительности производственного цикла необходимо учитывать особенности перемещения субъекта труда по операциям, существующим на предприятии. Обычно используется один из трех типов: последовательный, параллельный, параллельно-серийный. В случае последовательного движения вся партия из n деталей переходит на последующую операцию после ее обработки на предыдущей операции.
С организационной точки зрения этот вид передвижения имеет ряд преимуществ: нет межоперационных перерывов, не дробят много продукции, поэтому количество планово-расчетных единиц невелико, скорость транспортировки низкая. Однако в случае больших партий, возникающие длительные циклы приводят к ухудшению экономических показателей производства. Трудности возникают при соблюдении жестких сроков окончания и начала соответствующих операций.
Последовательный тип движения используется в единичных и небольших сериях, ограниченных в серийном производстве.
В случае параллельного перемещения передача трудовых объектов на последующую операцию осуществляется поштучно или транспортной партией сразу после обработки на предыдущей операции:
Длительность производственного цикла можно определить как разницу между длительностью цикла последовательного движения и общей экономией времени по сравнению с последовательным движением.
Необходимость выравнивания (синхронизации) длительности отдельных операций существенно ограничивает возможность широкого применения параллельного вида движения, что способствует применению третьего — параллельно-серийного вида движения субъектов труда.
В случае параллельно-серийной формы движения передача объектов между операциями также осуществляется частями или штуками. В этом случае начало обработки объектов на последующей операции сдвигается таким образом, чтобы исключить простои оборудования.
Экономическая функция производственного цикла, пути повышения его эффективности
Без научно обоснованного расчета продолжительности производственного цикла невозможно правильно составить производственную программу предприятия и цехов, определить технико-экономические показатели деятельности. Для расчета цикла всего изделия необходимо иметь данные о циклах производства его элементов. С помощью продолжительности производственного цикла осуществляется оперативное календарное планирование работы предприятия, в том числе распределение производственных заданий по цехам, отделам и рабочим; контроль своевременного выполнения заданий в соответствии с заказами заказчиков.
Длительность производственного цикла влияет на сроки подготовки новой продукции, оборачиваемость оборотных средств, является важной величиной при организации операционного и производственного планирования, логистики и т.д. Сокращение времени производственного цикла приводит к ускорению оборачиваемости этих средств. Чем быстрее производственный процесс (чем короче длительность производственного цикла), который является одним из элементов оборота оборотных средств, тем выше скорость их оборота, тем большее количество оборотов они совершают в течение года.
В результате высвобождаются денежные ресурсы, которые могут быть использованы для расширения производства на этом предприятии. По этой же причине происходит сокращение (абсолютное или относительное) объема незавершенного производства. А это означает высвобождение оборотных средств в их материальной форме, т.е. в виде удельных материальных ресурсов. И все это в конечном счете приводит к увеличению прибыли предприятия.
Производственная мощность завода или цеха напрямую зависит от продолжительности производственного цикла. Под производственной мощностью понимается максимально возможный выпуск продукции в запланированный период. Поэтому понятно, что чем меньше времени тратится на производство одного продукта, тем большее их количество может быть произведено за тот же период времени.
Производительность труда при сокращении продолжительности производственного цикла возрастает в результате увеличения выпуска продукции за счет увеличения производственных мощностей, что приводит к снижению доли вспомогательного труда работников в единице производства, а также доли специалистов и труда работников.
Снижение себестоимости за счет снижения доли общезаводских и цеховых затрат в себестоимости единицы продукции при увеличении производственных мощностей.
Таким образом, сокращение продолжительности производственного цикла является одним из важнейших источников интенсификации и повышения эффективности производства на промышленных предприятиях.
Запасом на сокращение продолжительности производственного цикла является совершенствование техники и технологии, использование непрерывных и комбинированных технологических процессов, углубление специализации и кооперации, внедрение методов научной организации труда и обслуживания рабочих мест, внедрение робототехники.
Организационные мероприятия направлены на улучшение обслуживания рабочих мест инструментами, заготовками, совершенствование работы аппарата управления, внутрицехового транспорта, складских помещений и др.
Реструктуризация производственной структуры завода, цеха, например, организация предметных закрытых производственных участков, что способствует сокращению времени перерывов в производственном процессе за счет сокращения времени межоперационного сопровождения и транспортировки, приводит к сокращению продолжительности производственного цикла; особенно значительный экономический эффект дает внедрение поточной формы организации производственного процесса.
Сокращение времени производственного цикла — одна из важнейших задач организации производства на предприятии, правильное решение которой во многом зависит от его эффективной, прибыльной работы.
Анализ производственного процесса на ОАО «Победит»
Эффективность организации производства в ОАО «Победит»
Открытое акционерное общество «Победит», основанное в 1956 году, одно из крупнейших и наиболее быстрорастущих предприятий РСО — Алания.
Адрес ОАО «Победит»: Владикавказ, ул. Заводская, 5.
Имущество Победита состоит из основных средств и оборотных средств, а также иных ценностей, стоимость которых отражается на самостоятельном балансе Общества.
ОАО «Победит» имеет право продать принадлежащее ему недвижимое имущество на праве хозяйственного ведения, передать его в аренду, залог, внести в качестве взноса в уставный фонд хозяйственных обществ и товариществ или иным образом распорядиться этим имуществом без согласия собственника его имущества.
Администрация предприятия — это орган, на который возложены функции управления предприятием. При оплате труда на предприятии используются следующие формы оплаты: сдельная — надбавка; временная — надбавка. Цены на продукцию прогнозируются на основе текущих рыночных цен, прогнозируемого уровня инфляции на рынках.
Основным покупателем продукции «Победит» является Россия. Значительная часть оборудования поставляется в дальнее зарубежье.
ОАО «Победит» считает своей главной задачей осознание и понимание текущих и будущих потребностей своих клиентов, удовлетворение их потребностей и стремление превзойти их ожидания.
На современном этапе разового производства различных изделий для конкретного заказчика обеспечивается функционирование системы обеспечения качества, разработанной на базе КЦ ПЛК, приведенной в соответствие с международными стандартами ISO серии 9000 версии 1994 года. В соответствии с действующей системой качества, оборудование и оснастка надлежащим образом обслуживаются, а обновленная документация поступает на рабочие места. Установленная процедура контроля качества в процессе производства сводит к минимуму ввод соответствующей продукции в смежное и сборочное производство. 286 работников имеют персональные марки качества.
Победит» производит станки большой номенклатуры с одним видом продукции, который не подлежит обязательной сертификации в России.
Компания накопила определенный производственный опыт:
- Тяжелые и уникальные продольно-обрабатывающие станки различной степени автоматизации, включая ЧПУ, UASI, обрезчики кромок, продольные, токарные, специальные и др.
- Балансировочное оборудование как с горизонтальной осью вращения (для деталей типа роторов, для двух- и трехшарнирных карданных валов), так и с вертикальной осью вращения (для деталей типа дисков); оборудование изготавливается различной степени автоматизации от простых балансировочных стендов до автоматических станков и автоматических линий, оснащенных контроллерами управления для балансировки, например, коленчатых валов двигателей внутреннего сгорания;
- деревообрабатывающее оборудование (ленточные пилы с поперечным сечением обрабатываемого материала до 500 мм и до 700 мм, круглопильные, копировальные и фрезерные станки и т.д.);
- Трехкоординатные станки с ЧПУ для обработки сложных формовочных поверхностей крупных и средних штампов и пресс-форм;
- большие отливки из чугуна.
Анализ эффективности производства начнется с изучения динамики выпуска и продаж, расчета базовых и цепных темпов роста и увеличения.
В течение отчетного года предприятие проделало определенную работу по улучшению качества продукции и повышению ее конкурентоспособности, о чем свидетельствует увеличение удельного веса продукции высшей категории качества и экспортируемой продукции.
Предприятие располагает необходимым технологическим оборудованием в номенклатуре, однако, оборудование характеризуется чрезвычайно высокой степенью физического и морального износа.
Расчет производственных мощностей производится по производственной программе, сформированной в соответствии с портфелем заказов и заключенными договорами.
Для эффективной организации, оперативного учета контроля и управления необходимо разрабатывать планы на более короткие периоды времени посредством оперативного и календарного планирования. Разработка планов должна осуществляться на такие периоды времени, как декада, неделя, день, смена. Бухгалтерский учет, контроль и оперативное управление зависят от того, насколько хорошо организовано операционное календарное планирование (ОКП) и логистика (МТС).
Разработка, учет и контроль выполнения оперативных планов — достаточно сложный процесс, требующий увязки работы различных подразделений (цехов, площадок). Поэтому необходимо создать специальное подразделение или назначить ответственных сотрудников для организации и осуществления оперативного и производственного планирования (OPR).
Реализация мероприятий позволит повысить уровень операционной и производственной работы, в результате чего может быть достигнуто увеличение выпуска продукции, уменьшение количества КАН, снижение брака, повышение производительности труда, улучшение использования основных средств и повышение качества продукции.
Вывод:
Основой деятельности каждого предприятия является производственный процесс, конечной целью которого является производство.
Производственный процесс — это трудовой процесс с определенным техническим и организационным содержанием, направленный на создание конкретных материальных благ и характеризующийся постоянством основного субъекта труда.
Для оценки стоимости отдельных производственных процессов и составных элементов в одном производственном процессе они группируются по следующим основным признакам:
- роль процесса в выпуске готового продукта,
- степени рабочего оборудования и роль человека,
- характер процессов,
- степени воздействия на предмет работы.
С точки зрения роли процесса в выпуске готовой продукции, компания различает основное, вспомогательное и техническое производство.
Основные процессы — это процессы, которые непосредственно направлены на производство основной продукции или на выполнение производственных задач, на которые ориентировано производство.
Вспомогательные процессы предназначены для обеспечения нормального выполнения основных процессов в каждый период времени, т.е. постоянно. Они протекают одновременно и неразрывно связаны с основными процессами.
Сервисные процессы способствуют нормальному выполнению основных и вспомогательных процессов. Обычно на предприятии к сфере услуг относятся центральные ремонтные мастерские, транспортные и складские единицы, объекты культуры и бытового назначения. В зависимости от степени оснащенности рабочего оборудования и роли человека выделяются немеханизированные, частично механизированные, машинные процессы.
Содержание
Введение
Глава 1. Теоретические аспекты производственного и технологического процессов
1.1 Определение понятия производственного и технологического процессов
1.2 Методологические основы организации производственного процесса
1.3. Формы и методы оценки организации производств
Глава 2. Технологический процесс с использованием сварочного оборудования
2.1. Технологические расчёты
2.2. Расчёты режимов сварки
2.3. Расчет нормы времени на все операции технологического процесса
Заключение
Список использованных источников
Введение
Под организацией производственного процесса понимают методы подбора и сочетания его элементов в пространстве и времени в целях достижения эффективного конечного результата. Поэтому изучение основных форм и принципов организации производства на предприятиях различных форм собственности, является необходимым условием обеспеченности эффективного развития предприятий.
Актуальность: важнейшим элементом работы предприятия в современных условиях является организация производства, включающая в себя, прежде всего наиболее целесообразное сочетание основных технологических процессов, вспомогательных служб, а также обслуживающих звеньев, которые обеспечивают эффективное использование средств труда, предметов труда и самого труда с целью удовлетворения общественных потребностей в продукции и получение максимальной прибыли.
Цель курсовой работы: изучить тему «Организация производственного и технологического процессов на предприятии»
Задачи:
- Изучить сущность понятий производственного и технологического процессов.
- Изучить формы и методы оценки организации производств.
- Рассчитать технологический процесс с использованием сварочного оборудования.
Глава I. Теоретические аспекты производственного и технологического процессов.
1.1. Определения понятий производственного и технологического процессов.
Производственный процесс характеризуется совокупностью действий, в результате которых материалы и полуфабрикаты превращаются в готовые изделия в соответствии с их служебным назначением. Для функционирования производственного процесса необходимы соответствующие исходные данные. Так, директивное задание содержит необходимые указания о развертывании производства машин определенного назначения или серии машин с указанием объема годового выпуска.
Прорабатываются вопросы обеспечения данного производства материалами, полуфабрикатами, оценивается возможная система управления производством. В качестве исходных рассматривают также социально -экономические факторы, возможную экологическую обстановку в регионе размещения данного предприятия. Создание производственного процесса является задачей высшего порядка сложности и рассматривается на государственном уровне. Так, в понятие «производственный процесс» будет входить все, что связано, например, с созданием автомобильного завода.
Каждый элемент производственного процесса может представляться соответствующим производственным подразделением, функции которого определяются предельно четко. Одно из подразделений берет на себя функции снабжения материалами, комплектующими изделиями и т.д., а также функции хранения готовой продукции (хотя хранение может быть организовано и в другом подразделении).
Вопросы обслуживания различного рода поручаются второму подразделению, а в третьем — разрабатывается структура управления производственным процессом, формируются органы управления и т.д.
Полезно выделять вспомогательный производственный процесс. Он может предусматривать обеспечение производства технологической оснасткой, различными инструментами, включать систему транспортирования объектов труда, обеспечивать уход за оборудованием и его наладку.
Каждый из элементов вспомогательного производственного процесса в зависимости от масштаба производства может представляться участком, цехом или отдельным заводом.
Нужна помощь в написании курсовой?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Правки вносим бесплатно.
Заказать курсовую
Технологический процесс — часть производственного процесса, включающая в себя последовательное изменение размеров, форм и других свойств предмета производства. Это понятие имеет весьма широкие границы и в различные периоды времени уточняется соответствующими стандартами, однако главным остается понятие о непосредственном изменении состояния объекта труда. Технологический процесс представляется чаще всего совокупностью процессов, основанных на применении различных методов их выполнения. Так, важной составной частью технологического процесса может быть процесс изготовления заготовок (литье, обработка давлением, сварка и др.), процесс изготовления деталей, т.е. превращение заготовок в составные элементы машины, процесс сборки и другие. Прогрессивным оказывается такой технологический процесс, когда уже на стадии изготовления заготовок сразу выдается готовая деталь.
Технологическая операция — это часть технологического процесса, выполняемая на одном рабочем месте, над одним или несколькими одновременно обрабатываемыми предметами, одним или несколькими рабочими.
Аналогичные понятия рассматриваются для процесса изготовления заготовок, сборки и др. Наличие рабочего места является непременным условием проведения операции. (приложение 1., рис.1)
Рабочее место представляет собой часть производственной площади, оборудованной в соответствии с выполняемой работой. Работа в рамках одной операции предусматривает условие непрерывности в том смысле, что исключается переход к выполнению другой работы. В автоматизированном и гибком автоматизированном производствах понятие технологической операции несколько изменяется. Технологический процесс предусматривает также наличие вспомогательных операций, связанных с транспортированием, контролем и другими действиями, не изменяющими свойств объектов труда. Составными частями операции являются технологические переходы, характеризуемые постоянством применения инструмента и обрабатываемых поверхностей. Технологический переход — законченная часть технологической операции, выполняемая над одной или несколькими поверхностями заготовки, одним или несколькими одновременно работающими инструментами при неизменных режимах обработки. Обработка следующей поверхности заготовки или изменение режимов обработки означают наличие нового перехода. Вспомогательный переход не изменяет состояние объекта труда, но сопровождает выполнение технологического перехода. Затраты времени на вспомогательные операции и переходы следует неизменно сокращать.
Проход (рабочий ход) — часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки и связанная с изменением состояния этой заготовки. В свою очередь частью прохода
является прием — законченная совокупность действий человека, применяемых при выполнении перехода или его части и объединенных одним целевым назначением. Приемы состоят из отдельных движений. Операции, переходы и проходы всегда выполняются на рабочих местах в одной или нескольких позициях, а также с одного или нескольких установок.
Позиция — фиксированное положение, занимаемое неизменно закрепленной обрабатываемой заготовкой совместно с оснасткой относительно инструмента или неподвижной части оборудования для выполнения операции или ее части.
Установка — часть операции, выполняемая при неизменном закреплении обрабатываемых заготовок.
1.2. Методологические основы организации производственного процесса
Содержанием материального производства является производственный процесс, в ходе которого происходит потребление производственных ресурсов и превращение сырья и материалов в готовую продукцию (работы, услуги), обладающую заданными свойствами. Сущность производственного процесса составляет процесс труда как результат взаимодействия средств труда, предмета труда и человека. Основными элементами средств труда являются орудия труда, представляющие собой машины, оборудование, транспортные средства, инструменты и другие объекты, с помощью которых осуществляется воздействие на сырье, материалы, полуфабрикаты с целью изменения их свойств. Объекты приложения сил человека и орудий труда представляют собой предметы труда. Средства и предметы труда — это вещественные элементы процесса труда, а человек является его личностным (субъективным) элементом. Производство постоянно возобновляется, оно циклично и характеризуется как воспроизводство. Неотъемлемым элементом производства является изготовленная продукция, а условием воспроизводства — ее своевременная реализация. Для функционирования и развития производства необходимо прежде всего обеспечить взаимодействие всех его элементов. Это становится возможным лишь при наличии между ними определенных связей. Связью называется взаимообусловленность явлений, процессов, разделенных во времени и (или) в пространстве. Связи, являющиеся условием (и следствием) производства, могут быть охарактеризованы как производственные. Производственные связи многообразны, природа их различна, они характеризуется разной устойчивостью и продолжительностью и подчиняются разным законам. Для личностного элемента субъекта эти связи выступают, прежде всего, как производственные отношения. Производственные отношения включают в себя производственно-технические и производственно-экономические (собственно экономические) отношения. Производственно-технические отношения — это отношения между людьми по их участию в труде. В основе этих отношений лежит разделение труда, которое проявляется в обособлении трудовых функций в результате их распределения между машинами и людьми (технический аспект) и между людьми в производственном процессе. Производственно-технические отношения определяются уровнем развития материально-вещественных элементов производства, который, будучи опосредованным разделением труда, определяет содержание трудовых функций и требования к личностному элементу производства.
Обособление трудовых функций в производственном процессе требует кооперации труда работников, которая объединяет их в совместном труде. Кооперационные связи являются важнейшим видом производственных связей. Разделение и кооперация труда представляют собой всеобщую форму, лежащую в основе производства, обеспечивающую увеличение производительности общественного труда. Применение высокомеханизированных и автоматизированных процессов, а также «высоких» технологий, в сущности, не изменяет операционально-функциональной роли человека в сфере материального производства. Происходит лишь замена физических усилий на психологические нагрузки в процессе выполнения операторских функций. В отличие от производственно-технического экономического отношения — это отношения между людьми по распределению и потреблению материальных благ, опосредованные формой собственности и обусловленными ею формами обмена. Сущность организации производства состоит в рациональном сочетании всех элементов производства на основе установления производственных связей между ними для реализации его цели. В основу понятия «организация» положено понятие организованности, которое представляет собой внутренне упорядоченную совокупность, согласованность взаимодействия относительно обособленных элементов как единого целого. Основополагающими задачами организации производства, непосредственно вытекающими из ее сущности, являются следующие:
- обеспечение взаимосвязей между вещественными элементами производства;
- обеспечение взаимосвязей между вещественными и личностными элементами производства;
- обеспечение взаимосвязи между людьми в процессе производства.
Если целью производства является выпуск продукции, выполнение работ, оказание услуг, то целью организации производства является обеспечение процесса выпуска и реализации продукции.
1.3. Формы и методы оценки организации производства
Форма организации производства представляет собой определенное сочетание во времени и в пространстве элементов производственного процесса при соответствующем уровне его интеграции, выраженное системой устойчивых связей. Форма организации производства с последовательной передачей предметов труда представляет собой такое сочетание элементов производственного процесса, при котором обеспечивается движение обрабатываемых изделий по всем производственным участкам партиями произвольной величины. Предметы труда на каждую последующую операцию передаются лишь после окончания обработки всей партии на предшествующей операции. Данная форма является наиболее гибкой по отношению к изменениям, возникающим в производственной программе, позволяет достаточно полно использовать оборудование, что дает возможность снизить затраты на его приобретение. Недостаток такой формы организации производства заключается в относительно большой длительности производственного цикла, так как каждая деталь перед выполнением последующей операции пролеживает в ожидании обработки всей партии. Форма организации производства с параллельной передачей предметов труда основана на таком сочетании элементов производственного процесса, которое позволяет запускать, обрабатывать и передавать предметы труда с операции на операцию поштучно и без ожидания. Такая организация производственного процесса приводит к уменьшению количества деталей, находящихся в обработке, сокращению потребностей в площадях, необходимых для складирования и проходов. Ее недостаток — в возможных простоях оборудования (рабочих мест) вследствие различий в длительности операций
Методы организации производства представляют собой совокупность способов, приемов и правил рационального сочетания основных элементов производственного процесса в пространстве и во времени на стадиях функционирования, проектирования и совершенствования организации производства. Метод организации индивидуального производства используется в условиях единичного выпуска продукции или ее производства малыми сериями и предполагает: отсутствие специализации на рабочих местах; применение широкоуниверсального оборудования, расположение его группами по функциональному назначению; последовательное перемещение деталей с операции на операцию партиями. Условия обслуживания рабочих мест отличаются тем, что рабочие почти постоянно пользуются одним набором инструментов и небольшим количеством универсальных приспособлений, требуется лишь периодическая замена затупившегося или изношенного инструмента. В противоположность этому подвозка деталей к рабочим местам и оправка деталей при выдаче новой и приемке законченной работы происходят несколько раз в течение смены. Поэтому возникает необходимость в гибкой организации транспортного обслуживания рабочих мест.
Следующим этапом в организации поточного производства является определение потребности в оборудовании. Расчет количества оборудования осуществляется исходя из числа рабочих мест по операциям процесса:
Нужна помощь в написании курсовой?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Правки вносим бесплатно.
Подробнее
![]()
Принятое число рабочих мест Спрi определяется округлением расчетного количества до ближайшего целого числа. При этом учитывается, что на стадии проектирования допускается перегрузка в пределах 10-12% на каждое рабочее место.где Сpi — расчетное число рабочих мест на одной операции процесса; ti — норма времени на операцию с учетом установки, транспортировки и снятия деталей, мин.
Коэффициент загрузки рабочих мест Кз определяется по формуле
![]()
Глава II. Технологический процесс с использованием сварочного оборудования.Важнейшими направлениями повышения эффективности партионного метода являются следующие. Во-первых, внедрение групповых методов обработки. Их сущность заключается в том, что все детали, входящие в состав различных изделий, объединяются в группы по определенным признакам: конструкторского и технологического сходства, однородности используемого оборудования, однотипности применяемой оснастки и т.д. Из каждой группы выделяется деталь-представитель, обладающая присущими всем остальным деталям конструкторскими и технологическими особенностями. В случае невозможности выделения такой детали, она проектируется. Именно на комплексную деталь-представитель разрабатываются групповой технологический процесс, технологическая оснастка и подбирается оборудование.
Огромное разнообразие типов сварных конструкций, выпускаемых промышленными предприятиями страны, вызвало необходимость разработать «Технологическую классификацию сварных конструкций в машиностроении». Этот документ позволил типизировать технологические процессы изготовления, приемки, испытаний и монтаж, подразделить по технологическим и другим возможностям сварочное оборудование, установки, оснастку, что позволяет разрабатывать типовые проекты сборочно-сварочных цехов и участков с типовыми технологическими процессами. Основными параметрами, которые объединяют группы сварных конструкций, являются: конструктивная форма изделия, тип заготовок, толщина, масса — и марки металлов, характер сопряжения свариваемых элементов, классификация швов, тип сварного соединения, габариты изделия. В зависимости от количества общих параметров все машиностроительные конструкции подразделяются на виды, типы, классы, подклассы, группы и подгруппы. В подгруппе сварные конструкции имеют максимальное количество общих параметров.
Принципиальная и рабочая технология (технологическая карта) разрабатывается на основе соответствующих ГОСТов, технических условий, правил Госгортехнадзора, Морского и Речного регистра, специальных технических условий, а также на основе отраслевых и заводских стандартов и дополнительных технических условий, зафиксированных на чертежах данного изделия.
В общих технических условиях содержатся требования:
- к материалам и заготовкам с указанием методов их приемки и испытания;
- к изготовлению деталей конструкции с указанием способов заготовительных операций;
- к сборочным операциям с указанием допусков на размеры и форму;
- к сварочным операциям с указанием способов сварки, сварочных материалов, квалификации сварщиков;
- к методам и объемам испытаний (контроля) деталей, узлов и изделия в целом с указанием способов устранения дефектов, мест клеймения (то же в отношении качества швов сварных соединений);
- к термической обработке деталей, узлов и всего изделия в целом;
- к приемке готовых изделий, окраске, маркировке и упаковке; в случае необходимости указывают способы консервации и расконсервации изделия;
- к технической документации на готовое изделие.
Отраслевые и заводские стандарты содержат в основном те же требования, но применительно к более конкретным изделиям.
Значение технологического процесса. Качество проекта технологического процесса изготовления сварных конструкций в основном определяет их технико-экономические показатели, такие, как надежность, экономичность в изготовлении и эксплуатации. В проекте технологии изготовления комплексно разрабатывают операции заготовки, сборки, сварки и контроля качества готового изделия. Рационально разработанный проект технологии должен обеспечить изготовление изделия при минимальной трудоемкости операций, минимальном расходе сварочных материалов и электроэнергии, с высоким качеством сварных соединений, при наименьших остаточных деформациях конструкции и при полном соблюдении мер по технике безопасности.
Наиболее прогрессивный способ проектирования — одновременная разработка конструкций и технологии производства.
Нужна помощь в написании курсовой?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Правки вносим бесплатно.
Заказать курсовую
Принципиальная технология производства предусматривает: последовательность технологических операций, разбивку конструкции на отдельные технологические узлы или элементы, эскизную проработку специальных приспособлений и оснастки, расчеты режимов сварки основных сварочных операций, расчеты ожидаемых сварочных деформаций, сравнительную технико-экономическую оценку разработанных вариантов технологии. После окончательного утверждения технического проекта и принятого варианта технологии выполняют рабочее проектирование конструкции и составление рабочей технологии. Рабочая технология включает:
- уточнения и изменения принципиальной технологии, связанные с изменениями конструкции на этапе рабочего проектирования.
- разработку технологических карт с указанием всех параметров режимов сварки, применяемых сварочных материалов и оборудования.
- краткие описания технологических приемов выполнения отдельных технологических операций.
- требования к точности и качеству сварных конструкций на отдельных этапах ее изготовления.
- указания методов проверки точности и контроля качества соединений, узлов и готовой конструкции.
Одновременно с разработкой рабочей технологии ведут выбор или проектирование оснастки и приспособлений.
Выбор схемы технологического процесса определяется характером или типом производства. Различают три типа производства: индивидуальное, серийное и массовое. Индивидуальное производство предусматривает изготовление разнообразных по назначению, форме и размерам конструкций. Партия однотипных конструкций при индивидуальном производстве состоит из одной или нескольких единиц. Особенностью индивидуального производства является отсутствие специализации рабочих мест. Переход на выпуск других конструкций требует иногда переоснащения рабочего места. Применение специализированных приспособлений в индивидуальном производстве экономически не оправдывается. Поэтому рабочие места оснащают универсальными приспособлениями, которые могут быть использованы при изготовлении различных конструкций.
При изготовлении изделий большими партиями производство является серийным. Рабочие места при серийном производстве оснащают специализированными приспособлениями, применение которых позволяет увеличить производительность труда и повысить качество продукции. В
серийном производстве заготовки обычно изготовляют более точно, поэтому объем пригоночных работ минимален. При массовом производстве рабочие места также строго специализированы и оснащены специализированным оборудованием и быстродействующими приспособлениями. Пригоночные операции при массовом производстве отсутствуют, так как детали изготовляют с жесткими допусками. При массовом производстве применяют механизированные поточные линии сборки и сварки, а также автоматические линии. Технологическая карта — основной производственный документ, в котором приведены все данные по заготовке, сборке и сварке изделия. Выполнение положений, зафиксированных в утвержденной технологической карте, строго обязательно. При составлении технологической карты технолог должен придерживаться схемы утвержденной принципиальной технологии. Составленная карта должна быть понятной без пояснительной записки. Технологические карты составляют на заготовку, сборку и сварку. В большинстве случаев технологию сборки и сварки приводят в одной карте, в порядке очередности выполнения операций.
Заготовка деталей. К заготовительным операциям относят: правку листового и профильного проката, разметку и наметку, раскрой проката, обработку кромок и торцов, гибочные и вальцовочные работы. Правку листовой и универсальной стали производят в холодном состоянии на листопразйльных вальцах. При этом устраняют общие и местные неровности, волнистость кромки, саблевидность и другие дефекты. Схема правки листовой стали показана на схеме правки листовой стали.
Угловые профили правят на углоправильных вальцах, устройство которых аналогично листоправильных вальцов (за исключением формы роликов)
Швеллеры, двутавры и другие профили правят на правильно-гибочном прессе
Нужна помощь в написании курсовой?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Правки вносим бесплатно.
Заказать курсовую
Разметкой называют процесс вычерчивания детали на материале в натуральную величину с нанесением линий гибов, вырезов и центров отверстий. В индивидуальном производстве линии разметки находят построением.
При заготовке нескольких одинаковых деталей размещают по шаблону. Контуры шаблона вычерчивают построением. Материал шаблона — фанера, картон, дерево, листовая сталь. Разметку по шаблону называют наметкой.
Операции разметки — ручные, не поддающиеся полной механизации. Совмещая разметку с вырезкой деталей на газопламенных аппаратах, можно существенно сократить общую трудоемкость заготовки. Наиболее прогрессийна вырезка деталей без разметки, по механическим копирам или фотокопированием.
Раскрой проката осуществляют на гильотинных, дисковых, угловых и пресс-ножницах
При заготовке деталей для ответственных несущих конструкций, при значительной кривизне деталей после резки, а также после резки на ножницах при толщине металла свыше 16 мм, продольные кромки и торцы детали обрабатывают резанием. Продольные кромки прострагивают на кромкострогальных станках, торцы фрезеруют на торце-фрезерных станках. На кромкострогальных станках можно обрабатывать кромки деталей длиной до 17,5 м. В процессе строгания при необходимости можно скашивать кромки для образования разделки под сварку.
Газопламенную резку кромок как самостоятельную операцию применяют редко. Обработку кромок под сварку (снятие фасок) обычно совмещают с операцией вырезки деталей. Гибочные работы в зависимости от толщины и сортамента металла, а также радиуса станке или в трехвалковых вальцах. Деталь, имеющую форму замкнутого цилиндра, после вальцовки снимают с вальцов, предварительно освобождая верхний валок из подшипника (с одного конца).
При вальцовке угловых профилей на полку несколько уголков скрепляют между собой электроприхватками в вальцах до нужного диаметра.
При вальцовке уголков на перо на верхний валок вальцов надевают два диска, между которыми оставляют зазор, равный двум толщинам.
Нужна помощь в написании курсовой?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Правки вносим бесплатно.
Цена курсовой
Гнутые профили из листовой стали, которые находят все большее применение в производстве сварных конструкций, получают на заводах металлоконструкций на листогибочных прессах (см.прил.1, рис.8).
Гибку в нагретом состоянии производят при необходимости получения деталей с малым радиусом кривизны, а также при гибке деталей значительной толщины.
Сборка сварных конструкций заключается в размещении элементов конструкции (узла) в порядке, указанном в- технологической карте, и предварительном скреплении их между собой с помощью приспособлений и наложении прихваток.
Сборка — одна из наиболее ответственных операций. От качества сборки в значительной степени зависит качество сварной конструкции. Например, сборка с увеличенными зазорами, с несовпадением свариваемых кромок по толщине требует наложения швов с большим объемом наплавленного металла, что приводит к увеличенным остаточным деформациям конструкции.
Технология сборки определяется: типом производства, особенностями конструкции и оснащенностью сборочного цеха.
В зависимости от этих факторов существуют два варианта сборки: первый — сборка из отдельных узлов, на которые расчленяют конструкцию, второй — из отдельных элементов, минуя сборку в узлы. Первый вариант более рационален, так как можно собирать одновременно несколько узлов. Кроме того, отдельные узлы легче править, чем полностью собранную конструкцию. Существуют следующие способы сборки: по предварительной разметке, по упорам-фиксаторам или по шаблонам, по контрольным отверстиям. При сборке по первому методу положение каждого элемента определяют по линиям, нанесенным на сопрягаемые элементы. Сборку по упорам-фиксаторам производят на плитах, в кондукторах или в специализированных сборочных приспособлениях. При сборке по контрольным отверстиям сопрягаемые элементы соединяют, совмещая эти отверстия.
При сборке конструкций широко используют разнообразные сборочные и сборочно-сварочные приспособления. Тип приспособления определяется серийностью производства и степенью сложности конструкции. При индивидуальном производстве применяют преимущественно универсальные приспособления. В серийном производстве наряду с универсальными приспособлениями применяют специализированные сборочные установки с быстродействующими прижимами. В массовом производстве применяют специализированные установки и приспособления. Применение приспособлений снижает трудоемкость сборочных операций, уменьшает остаточные деформации, повышает качество конструкций и упрощает контроль и приемку собранных конструкций. Правильно спроектированное и изготовленное приспособление должно, отвечать следующим требованиям: быть удобным в эксплуатации, обеспечивать проектные размеры изделия, обеспечивать быстрее установку элементов и съем собранного или сваренного изделия, иметь невысокую стоимость и удовлетворять требованиям техники безопасности при выполнении сборочных и сварочных работ. Широкое распространение в производстве сварных металлоконструкций получили сборочно-сварочные приспособления, обеспечивающие поворот изделий в положение, удобное для сварки, а также перемещение изделий в процессе сварки. К ним относятся позиционеры, кантователи, манипуляторы, вращатели, роликовые стенды. Кантователь с электромеханическим. Изделие крепят в планшайбах стоек кантователя и поворачивают с помощью привода в удобное для сборки и сварки положение. Позиционер предназначен также для установки изделий в удобное для сборки и сварки положение и обеспечивает вращение изделий с маршевой скоростью при различных углах наклона оси вращения. Манипуляторы предназначены для сборки изделий и их поворота со скоростью сварки и маршевой скоростью при различных углах оси вращения изделия. Для сборки и сварки малогабаритных изделий применяют манипуляторы с ручным приводом. Для сборки и сварки крупногабаритных изделий применяют манипуляторы с электромеханическим приводом. Для сборки и сварки цилиндрических изделий большого диаметра (обечаек) применяют роликовые стенды. Часть роликов стенда имеет электромеханический привод.
2.1. Технологические расчёты
Под технологическим расчетом проектируемого оборудования обычно понимается совокупность расчетов, связанных непосредственно с видом, особенностями и рабочими параметрами процесса сварки конкретного изделия. Основной целью технологического расчета является определение исходных значений величин, необходимых при выполнении конструкторской проработки проектируемого оборудования, а также для проведения последующих специальных расчетов его отдельных элементов.
Нужна помощь в написании курсовой?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Правки вносим бесплатно.
Цена курсовой
Задачи, решаемые при проведении технологического расчета, обычно сводятся к определению основных технологических, конструктивных, силовых, кинематических и энергетических факторов, необходимых на начальном этапе проектирования и являющихся основой для последующего проведения конструкторских расчетных работ при создании машины или устройства определенного технологического назначения. Результаты технологического расчета дают возможность, опираясь на прогрессивную технологию, обосновать применение в промышленности выбранной машины или устройства. При компоновке сборочно-сварочной установки выбирают оптимальный вариант технологического процесса, транспортные и перегружающие устройства и т.д. Данные вопросы решают так, чтобы при соблюдении всех требований к качеству продукции издержки производства были наименьшими, а оборудование имело высокие конструктивные и технико-экономические показатели. Основной характеристикой работы машины или устройства является их производительность, под которой понимают количество (массовое, объемное, штучное) продукции, полученное в единицу времени. Для сварочного оборудования таким показателем является, время сварки изделия, определяемое производительностью наплавки, количеством сварных точек и т.п.
В конечном счете производительность сварочных машин определяется мощностью энергии, вводимой в соединение в единицу времени, скоростью образования сварного шва. Следует очень тщательно рассмотреть технологический процесс, реализуемый проектируемым объектом, и определить возможные потери продукции (отходы, брак и т. д.), а также потери времени, которые в реальном производстве неизбежны из-за простоев оборудования во время осмотра, чистки, ремонта и т. д., перебоев в подаче некондиционных полуфабрикатов, организационных простоев и других причин.
В составе поточной линии производительность проектируемого агрегата должна быть выше фактической (номинальной) производительности поточной линии, где устанавливается этот агрегат. Параметры проектируемой сварочной машины должны определяться исходя из параметров режима сварки конструкций, для изготовления которых предназначена эта машина. Как правило, под технологическими параметрами сварочной машины выступают значения скоростей подачи присадочного материала, скорости сварки, а также маршевые и подстроечные скорости перемещения отдельных элементов технологической системы. Так, в самом общем виде рассчитывают производительность любого оборудования, будь то поточная линия или производственный участок, отдельная машина или часть ее, т. е. любой проектируемый объект производственного назначения. Полученная производительность является исходной для расчета всех остальных необходимых параметров проектируемого объекта.
От величины производительности зависят кинематические и силовые характеристики приводных механизмов, а также величины потребляемой энергии. От правильного нахождения указанных параметров в основном зависит работоспособность проектируемой конструкции, ее надежность и долговечность. При определении основных конструктивных параметров проектируемого объекта (размеров отдельных элементов конструкции и т. д.) следует учитывать, что они в значительной степени зависят от принципа работы устройства: является ли объект машиной или устройством, агрегатом периодического или непрерывного действия.
В сварочных установках конструктивные параметры входящих в них устройств и узлов определяются массой обрабатываемых заготовок и их габаритами. Не последнюю роль при этом играют размеры сопрягаемой с оборудованием оснастки, отдельных приводов, а также размеры стандартных и унифицированных комплектующих устройств, включаемых в проектируемый объект.
2.2. Расчёты режимов сварки
При ручной дуговой сварке (наплавке) к параметрам режима сварки относятся сила сварочного тока, напряжение, скорость перемещения электрода вдоль шва (скорость сварки), род тока, полярность и др. Диаметр электрода выбирается в зависимости от толщины свариваемого металла, типа сварного соединения и положения шва в пространстве. При выборе диаметра электрода для сварки можно использовать следующие ориентировочные данные Толщина листа, мм1-234-56-10Диаметр элетрода, мм1,6-2,02,0-3,03,0-4,04,0 -5,0 В нашем случае мы применяем электрод диаметром 5 мм, а толщина свариваемого металла 8 мм. В многослойных стыковых швах первый слой выполняют электродом 3-4 мм, последующие слои выполняют электродами большего диаметра. Сварку в вертикальном положении проводят с применением электродов диаметром не более 5 мм. Потолочные швы выполняют электродами диаметром до 4 мм. При наплавке изношенной поверхности должна быть компенсирована толщина изношенного слоя плюс 1-1,5 мм на обработку поверхности после наплавки. Сила сварочного тока, А, рассчитывается по формуле ,где К — коэффициент, равный 25-60 А/мм; dЭ — диаметр электрода, мм. Коэффициент К в зависимости от диаметра электрода dЭ принимается равным по следующей таблице: Силу сварочного тока, рассчитанную по этой формуле, следует откорректировать с учетом толщины свариваемых элементов, типа соединения и положения шва в пространстве. св=30*3=90А
Если толщина металла S ? 3dЭ, то значение IСВ следует увеличить на 10-15%. Если же S ? 1,5dЭ, то сварочный ток уменьшают на 10-15%. При сварке угловых швов и наплавке, значение тока должно быть повышено на 10-15%. При сварке в вертикальном или потолочном положении значение сварочного тока должно быть уменьшено на 10-15%. Для большинства марок электродов, используемых при сварке углеродистых и легированных конструкционных сталей, напряжение дуги Д= 22 ÷ 28 В.
2.3. Расчет нормы времени на все операции технологического процесса
Одной из составных частей техпроцесса является определение норм времени на выполнение заданной работы.
Нужна помощь в написании курсовой?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Правки вносим бесплатно.
Подробнее
Различают 3 метода нормирования:
-расчёт по нормативам;
-расчёт по укрупнённым нормативам;
установление норм на основе изучения затрат рабочего времени.
В курсовом проекте расчёт норм времени предлагается выполнять по первому методу: То — основное время — это время, затрачиваемое непосредственно на изготовление детали. Тв — вспомогательное время — время, затрачиваемое непосредственно на различные вспомогательные действия рабочего, непосредственно связанные с основной работой (установка, закрепление и снятие детали, пуск и остановка станка, измерения, изменения режимов работы и т.п.).
Топ — оперативное время — сумма основного и вспомогательного времени. Тобс — время обслуживания рабочего места.
Тотд — время на отдых и естественные надобности.
Тшт = То+ Тв+ Тобс+ Тотд — штучное время.
Нужна помощь в написании курсовой?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Правки вносим бесплатно.
Подробнее
Тшт = Тшт+ Тпз/п- штучно-калькуляционное время.
Тпз — подготовительно-заключительное время.
Подготовительно-заключительное время, принимается 5% от основного времени:
tпз =То*5%0,05* 4,68 =0,234 мин;
Время на отдых, и личные надобности, принимается 10% от основного времени:
tотд =То*10%=0,1*4,68=0,468 мин
Время обслуживание, принимается 10% от основного времени
tорг-тех=То*10%=0,1*4,68=0,234мин
Нужна помощь в написании курсовой?
![]()
Мы — биржа профессиональных авторов (преподавателей и доцентов вузов). Наша система гарантирует сдачу работы к сроку без плагиата. Правки вносим бесплатно.
Заказать курсовую
Тшт = То+ Тв+ Тобс+ Тотд =4,68+0,234+0,468+0,234=5,616 мин
Заключение.
В ходе написания курсовой работы мной были раскрыты профессиональные задачи технологического и производственного процесса. Самой важной задачей является технологический и производственный процесс сварки, которая позволит автоматизировать работу. При написании курсовой работы мной была изучена специальная литература, включающая в себя статьи и учебники по технологическим процессам сварки, описаны теоретические аспекты и раскрыты ключевые понятия производства, рассмотрено практическое применение сварочных работ.
В ходе проведенной мной курсовой работы по технологическому и производственному процессу, я обнаружил, что применение сварочных работ можно увеличить путём автоматизации самой сварки и сварщика. Это позволит значительно ускорить ход рабочего процесса, и снизить временные затраты. В долгосрочной перспективе я вижу возможность использования разработанного нами продукта в производственном процессе всех предприятиях, занимающихся подобного рода деятельностью.
Я изучил тему «Организация производственного и технологического процессов на предприятии» и применил к данным знаниям сварочные процессы. Что позволило увеличить производительность труда и качество выпускаемой продукции на производстве.
Список использованных источников
- Аврашов Л.Я. Экономика предприятия Аврашов Л.Я. [и д.р.]. – м.: ЮНИТИ, 2015. -136 с.
- Вильям Дж. Стивенсон Управление производством. – м.: ЗАО «изд-во БИНОМ», 2014. – 260с.
- Грузинов В.П. Экономика предприятия. Учебное пособие. – м.: ИЭП, 2015. – 120с.
- Калачева А.П. Организация работы предприятия. — м.: ПРИОР, 2015. — 431с.
- Сергеев И.В. Экономика предприятия: Учеб. пособие. — 2-е изд., ᴨȇрераб, и доп. — м.: Финансы и статистика, 2014. — 304с.
- Веснин Р.В. Практический менеджмент предприятия. – м.,2015. – 93с.
- Базарова Т.Ю. Управление персоналом. – м., 2015. — 98с.
- Лебедев О.Т. Основы менеджмента. – спб., 2015. — 118с.
- Румянцева З.П. Менеджмент организации. – м., 2015. — 129с.
- Основы предпринимательского дела. – м., 2015.
- Схиртладзе, А.Г. Автоматизация производственных процессов в машиностроении: Учебник для машиностроительных вузов / Ю.З. Житников, Б.Ю. Житников, А.Г. Схиртладзе; Под общ. ред. Ю.З. Житников. — Ст. Оскол: ТНТ, 2013. — 656 c.
- Фоминых.В.П, Яковлев.А.П. Ручная дуговая сварка. — м.: Высшая школа, 2014. – 69с.
- Малышев.Б.Д, Мельник.В.И, Гетия.И.Г. Ручная дуговая сварка. — м.: Стройиздат, 2015. – 84с.
- Журнал «Промышленное Оборудование» 2013 г. – 21с.
- Г.Ф. Гусев, В.В. Зубенко «Комплектация и оформление технологических документов при ремонте вагонов»: Методические указания при курсовом проектировании / Г. Ф. Гусев, В. В. Зубенко; Омский гос. Ун-т путей сообщения. — Омск, 2014. — 243 с.
На чтение 6 мин Просмотров 12.7к.
Понятие «производственный процесс» актуально для предприятий, занимающихся изготовлением и реализацией готовой продукции. Чтобы добиться наиболее эффективных результатов работы, важно правильно ее организовать. Эффективность производственного процесса зависит от множества факторов, например, от степени автоматизации производства, от квалификации кадров и объема трудовых ресурсов.
Содержание
- Понятие производственного процесса
- Группировка производственных процессов
- Основной
- Вспомогательный
- Обслуживающий
- Управленческий
- Классификация производственных процессов по признакам
- Производственный процесс и его принципы
- Производственный процесс: операции, этапы и составные части
- Структура производственного процесса
Понятие производственного процесса
Производственным процессом называют комплекс мероприятий, конечной целью которых является получение готового продукта. Он не может существовать без основных составляющих:
- трудовых ресурсов;
- орудия труда;
- сырья и материалов;
- полуфабрикатов и других комплектующих.
Если говорить простым языком, производственный процесс – это операция по превращению сырья в готовый продукт, проводимая посредством воздействия работников на специальное оборудование.
Как правило, термин «производственный процесс» актуален только для тех компаний, которые изготавливают продукцию для дальнейшей ее реализации. Но если разбирать смысл понятия по существу, оно присуще и для предприятий, выполняющих работы или оказывающих услуги. А все потому, что результат действий сотрудников является ничем иным, как готовым продуктом. Например, деятельность парикмахерской нельзя назвать производственной. Но парикмахер воздействует на волосы орудиями труда, в результате чего получается прическа, что и называется продукцией или товаром.
Группировка производственных процессов
Производственный процесс делится на четыре группы: основной, вспомогательный, обслуживающий и управленческий. В свою очередь, каждая из классификаций подразделяется на виды:
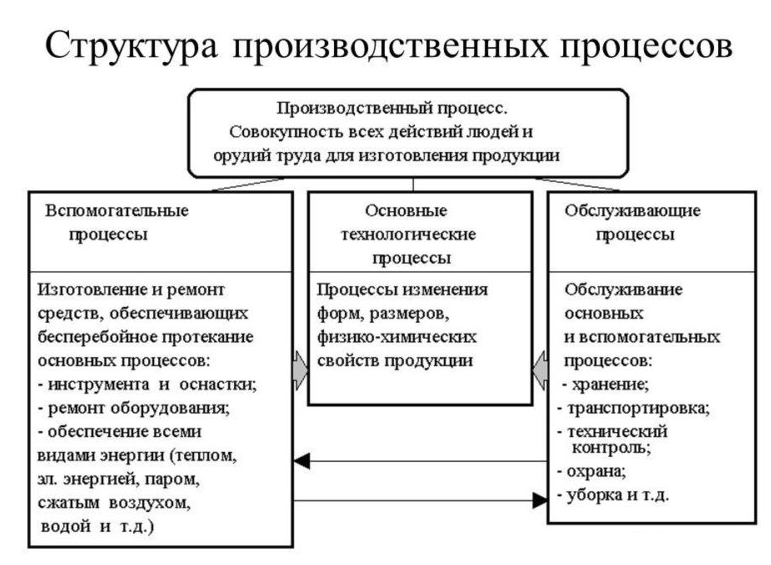
Основной
Основным производственным процессом называют комплекс мероприятий, направленных непосредственно на изготовление готового продукта. Он начинается с отправки сырья в цех и заканчивается выпуском продукции. В ходе основной операции используются материалы, полуфабрикаты, сырье, инструменты производства, а также трудовые ресурсы.
То есть, в основном производственном процессе участвуют работники, которые обрабатывают комплектующие на специальном оборудовании, в результате чего получается предмет труда. Основной производственный процесс делится на несколько элементов, совокупность которых представляет собой его структуру:
- На стадии заготовки работники предприятия подготавливают сырье к обработке. Например, получают его на складе, проводят измерительные процедуры, а также производят иные действия.
- Этап обработки посвящен воздействию производственными инструментами на сырье. Заканчивается операция выпуском составных частей готовой продукции. Как правило, работу выполняют обученные сотрудники.
- Заключительным этапом основного производственного процесса является сборка. Изготовленные ранее детали соединяют в один предмет, в результате чего образуется готовый продукт.
Таким образом, основной цикл изготовления товаров – это процесс заготовки и обработки сырья. Последняя стадия свойственна не всем предприятиям, так как многие компании производят продукцию, которая состоит из одного элемента.
Вспомогательный
Вспомогательным производственным процессом называют комплекс мероприятий, которые направлены на обеспечение бесперебойного функционирования основного цикла. В эту группу входят все операции, связанные с обслуживанием производства, например, подача электроэнергии, ремонт основных средств, создание специальных инструментов, необходимых для производства.
Обслуживающий
Обслуживающий производственный процесс – это совокупность действий работников, направленных на обеспечение надлежащего функционирования цехов по изготовлению продукции. Сюда можно включить работы, связанные с уборкой рабочего места и поддержанием чистоты оборудования и производственных цехов, а также контроль над качеством готовых товаров.
Управленческий
Управленческий производственный процесс представляет собой комплекс операций по принятию решений для обеспечения функционирования предприятия и повышения эффективности основной работы.
Классификация производственных процессов по признакам
Производственные процессы группируют по трем основным признакам: по степени автоматизации, по форме продукта, по особенностям прохождения:
| Классификационный признак | Вид производственного процесса | Описание |
| Степень автоматизации | Ручной | Процесс, осуществляемый при помощи ручного труда |
| Машинный | Операции, производимые с использованием машинных механизмов | |
| Комбинированный | Производство продукции с использованием ручного и машинного труда | |
| Автоматизированный | Процесс, выполняемый при помощи специального автоматизированного оборудования. Работник лишь следит за функционированием инструмента. | |
| Комбинировано-автоматизированные | Операции, выполняемые при помощи автоматизированной техники, но с использованием ручного труда. | |
| Форма готового продукта | Аналитический | Производство нескольких видов готовых товаров из одного сырья |
| Синтетический | Сборка ранее произведенных элементов продукта. | |
| Прямой | Превращение сырья в один вид продукции | |
| По особенностям прохождения | Естественный | Операция по воздействию на предмет естественным путем. Например, высушивание, охлаждение, отстаивание. |
| Технологический | Процессы по физическому или химическому воздействию на сырье | |
| Беспрерывный | Производство продукции, которое не предусматривает перерывов | |
| Дискретный | Операция по изготовлению товаров, которая делится на циклы |
Важно! От правильной классификации производственных процессов на этапе планирования зависит фактический объем выпуска.
Производственный процесс и его принципы
Порядок организации производственного процесса на предприятии напрямую зависит от принципов. К основным из них относят:
- относительное разделение предполагает дифференциацию производственных процессов на циклы;
- специализация цехов означает то, что каждая производственная группа занимается выпуском одного вида продукции;
- параллельность изготовления – это создание единого товара или его элементов в разных подразделениях предприятия;
- под пропорциональностью понимают рациональное, равномерное использование ресурсов всеми цехами одной фирмы;
- принцип непрерывности присущ тем предприятиям, которые занимаются выпуском продукции без перерывов или с минимальными остановками.
Также экономическая практика различает такие принципы производственного процесса как автоматичность, гибкость и гомеостатичность.
Производственный процесс: операции, этапы и составные части
Производственный процесс представляет собой сложную организационную структуру, которая включает в себя составные части, этапы и операции. К компонентам процесса создания продукции относят все инструменты, при помощи которых происходит его организация. В их число включают:
- Повышение квалификации сотрудников. Переобучение работников может понадобиться в случае введения в эксплуатацию новых технических средств труда.
- Инструменты, необходимые для осуществления производственного процесса. К ним относят оборудование, ручные средства, а также машинные орудия.
- Предмет производственного процесса – это сырье, которое подвергается обработке с целью получения готового продукта.
- Топливные ресурсы представляют собой средства, при помощи которых осуществляется работа оборудования. К ним относят электроэнергию, жидкости, предназначенные для двигателей внутреннего сгорания, тепло и т.д.
- Область производства – это место, где осуществляется процесс изготовления продукции. Это может быть производственное помещение, открытая площадка, земля.
Также к составным частям производственного процесса можно отнести информационное обеспечение, так как каждая операция выполняется по четким регламентам. Кроме компонентов системы, важно рассмотреть операции и этапы:
| Операции производственного процесса | Этапы производственного процесса | ||
| Операция | Описание | Этап | Описание |
| Основная | Непосредственное изготовление продукции | Производство | Процесс создания продукции путем обработки сырья |
| Перемещение | Поступление сырья на производство, отгрузка готовой продукции. | Обработка | Доведение предмета труда до идеала |
| Сборка | Комплектование готовой продукции путем объединения нескольких ее составных частей | ||
| Контроль | Проверка качества готового продукта. | Регулирование (настройка) | Тестирование предмета труда, внесение коррективов в случае выявления недостатков |
Важно! Каждое предприятие разрабатывает и утверждает свой перечень операций и этапов производственного процесса. Конкретные виды напрямую зависят от отрасли, в которой работает компания.
Структура производственного процесса
Структура производственного процесса состоит из четырех его видов: основного, вспомогательного, обслуживающего и управленческого. Каждое предприятие формирует и утверждает схему конструкции в зависимости от деятельности компании и отрасли, в которой она работает.
Упрощенная композиция, как правило, включает в себя все основные виды производственных процессов. Чтобы более подробно расписать схему, нужно выявить основные направления работы. Например, в компании, производящей молоко, структура производственного процесса будет включать в себя заготовку сырья, изготовление пастеризованного продукта, проверку его качества, упаковку и отправку.