Допуском размера – называется разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями /2/.
Допуск обозначают буквой «Т» (от лат. тolerance – допуск):
TD = D max – Dmin = ES – EI – допуск размера отверстия;
Td = dmax — dmin = es – ei – допуск размера вала.
Для рассмотренных ранее примеров 1 – 6 (раздел 1.1) допуски размеров определяются следующим образом:
1) Td = 24,015 – 24,002 = 0,015 – 0,002 = 0,013 мм;
2) Td = 39,975 – 39,950 = (-0,025) – (-0,050) = 0,025 мм;
3) TD = 32,007 – 31,982 = 0,007 – (-0,018) = 0,025 мм;
4) TD = 12,027 – 12 = 0,027 – 0 = 0,027 мм;
5) Td = 78 – 77,954 = 0 – (- 0,046) = 0,046 мм;
6) Td = 100,5 – 99,5 = 0,5 – (- 0,5) = 1 мм.
Допуск – величина всегда положительная. Допуск характеризует точность изготовления детали. Чем меньше допуск, тем труднее обрабатывать деталь, так как повышаются требования к точности станка, инструмента, приспособлений, квалификации рабочего. Неоправданно большие допуски снижают надежность и качество работы изделия.
В некоторых соединениях при различных сочетаниях предельных размеров отверстия и вала могут возникать зазоры или натяги. Характер соединения деталей, определяемый величиной получающихся в нем зазоров или натягов, называется посадкой. Посадка характеризует большую или меньшую свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению /1/.
Различают три группы посадок:
1) с гарантированным зазором;
2) переходные;
3) с гарантированным натягом.
Если размеры отверстия больше размеров вала, то в соединении возникает зазор.
Зазор – это положительная разность между размерами отверстия и вала /1/:
S = D – d 0 – зазор;
Smax = Dmax – dmin – наибольший зазор,
Smin = Dmin – dmax – наименьший зазор.
Если до сборки размеры вала больше размеров отверстия, то в соединении возникает натяг. Натяг – это положительная разность между размерами вала и отверстия /1/:
N = d – D 0 – натяг,
Nmax = dmax – Dmin – наибольший натяг;
Nmin = dmin – Dmax – наименьший натяг.
Посадки, в которых есть вероятность возникновения зазора или натяга, называют переходными.
Допуск посадки – это допуск зазора для посадок с гарантированным зазором (определяется, как разность между наибольшим и наименьшим зазорами) или допуск натяга для посадок с гарантированным натягом (определяется, как разность между наибольшим и наименьшим натягами). В переходных посадках допуск посадки – это допуск зазора или натяга /1/.
Обозначение допуска посадки:
TS = Smax – Smin – допуск посадки для посадок с гарантированным зазором.
TN = Nmax – Nmin – допуск посадки для посадок с гарантированным натягом.
T(S,N)=Smax + Nmax – допуск посадки для переходных посадок.
Для любой группы посадок допуск посадки можно определить по формуле
T(S,N) = TD + Td.
СD=

т,к.
вал сплошной Сd=1
—
= 1 — 0,3= 0,7.
В
рассматриваемом примере сопряжение
нагружено Мкр.,
Nmin=
![]() .
.
2.
Определим Nmax,
для чего рассчитываем Рдоп.Dmax
и Рдоп.dmax:
Рдоп.Dmax
= 0,5836107![]() ,
,
Рдоп.dmax
= 0,5836107![]() .
.
Следовательно,
[Рдоп.max]
= 16107
Па,
Nmax=
1610740∙10-3
![]() м∙
м∙
10+6
= 75 мкм.
3.
Определяем [Nmin]
и [Nmax],
предварительно определим поправку ш:
ш
= 5 (1,25 + 0,63) = 9,4 мкм;
t
= 0, так как температура tD
= td
= tcб
= 20С;
ц
= 0, так как скорость вращения сопрягаемых
деталей невелика;
уд.
= 0,88 по графику (приложение 2) учебного
пособия или рис. 1.68 [1].
[Nmin]
= 11 + 9,4 = 20,4 мкм.
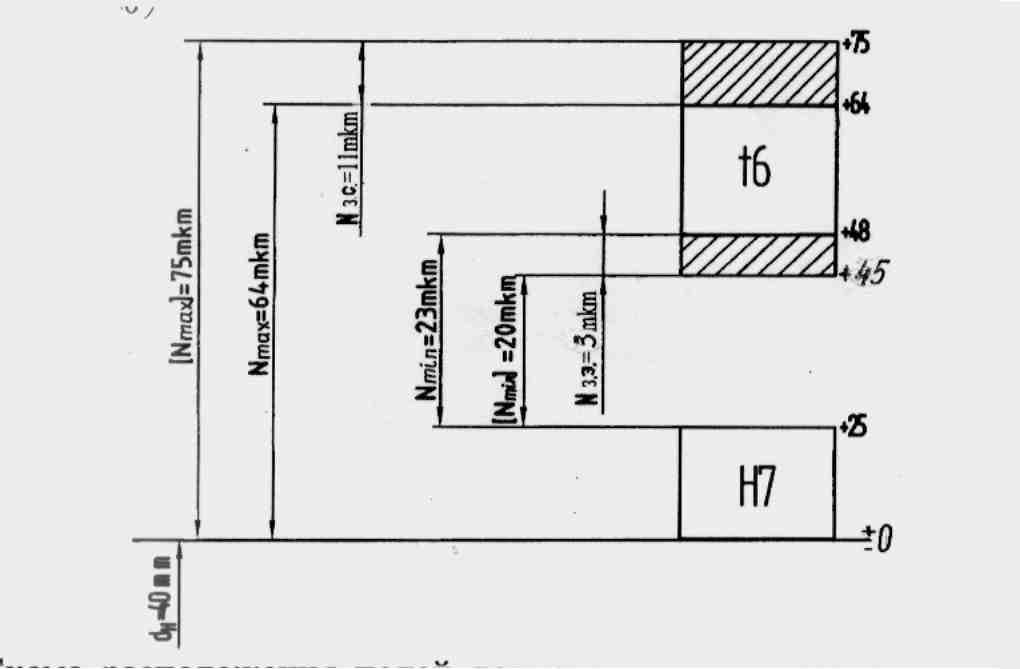
Рис.
2.2. Схема расположения полей допусков
«отверстия» и «вала» к расчету посадки
с натягом
[Nmax]
= 750,88
+ 9,4 = 75,4 мкм.
4. Выбираем посадку
по справочной литературе.
Ближайшей
посадкой согласно ГОСТ 25347-82 является
посадка
![]() ,
,
для которойNminтабл
= 23 мкм, Nmaxтабл
= 64 мкм для
которой , Nз.э.=
Nminтабл
– [Nmin]
= 23 – 20 = 3 мкм и
Nз.с.
= [Nmax]
– Nmaxтабл
= 75 – 64 = 11мкм (Рис.2.2).
Выбранная посадка
![]() удовлетворяет условиям п.п. а и б, но в
удовлетворяет условиям п.п. а и б, но в
нейNз.сNз.эпри маломNз.э= 3 мкм лучше других условиям выбора
посадки отвечает комбинированная
посадка![]() (Рис. 2.3). При замене посадки
(Рис. 2.3). При замене посадки![]() посадкой
посадкой![]() наименьший
наименьший
табличный натяг от 23 мкм увеличивается
до 34 мкм и создается запас прочности
соединения при эксплуатации, определяемый
натягомNз.э= 34 – 20
= 14 мкм, и запас надежности деталей при
сборке, определяемый натягомNз.с= 75 – 66 = 9мкм.

Рис.
2.3 Схема расположения полей допусков
для комбинированной
посадки
с натягом
![]()
5. Графически
изображаем схему расположения полей
допусков и расчетные и табличные натяги
(Рис. 2.3).
Итак, если
не удается подобрать оптимальную посадку
из стандартных полей допусков, то
применяют следующие организационно-
технические мероприятия:
1) селективную
сборку; 2) дополнительные крепления; 3)
изменяют конструктивные параметры
соединения, технологию сборки или
физико-механические свойства материала.
2.3.
Переходные посадки
Переходную
посадку рассчитываем для соединения
зубчатого колеса (или шестерни) с валом
через шпонку.
Для сопряжения 4–5 ø 50 (см. приложение 1
) подобрать стандартную посадку. Шестерня
с модулем – m=3, числом
зубьев –Z=40 и точностью
7-6-6-С имеет с валом неподвижное разъемное
соединение 50 мм с дополнительным
креплением при помощи шпонки.
Если в задании не дан модуль, задаем его
сами из стандартных рядов [2], для наших
заданий рекомендуется брать m=2;
2,5; 3, подбираем также число зубьев колеса
или шестерни с учетом размеров зубчатого
колеса или шестерни в задании, используя
зависимость:
dd=mz, (2.12)
где dd– делительный диаметр. Делительный
диаметр находим в задании, используя
известный посадочный размер методом
наложения известного посадочного
диаметра на делительный диаметр зубчатого
колеса.
Для такого типа соединений применяются
переходные посадки, которые обеспечивают
точность центрирования и легкость
сборки. Точность центрирования
определяется радиальным биением втулки
на валу (или вала во втулке), возникающем
при зазоре и одностороннем смещении
вала в отверстии. Погрешность формы и
расположения поверхностей сопрягаемых
деталей, смятие неровностей, а также
износ деталей при повторных сборках и
разборках приводят к увеличению
радиального биения, поэтому для
компенсации указанных погрешностей, а
также для создания запаса точности
наибольший допускаемый зазор в соединении
необходимо определять по формуле:
Smax=
![]() , (2.13)
, (2.13)
где Fr– радиальное биение, которое определяем
по ГОСТу 1643- 81 таблице 6 или [2] для шестерни
сmдо 3,55 мм и125 мм по степени точности 7 (стоящей на
первом месте 7-6-6-С)
Fr=
40мкм;
Кт– коэффициент запаса точности.
Кт= 2 (для всех вариантов заданий).
Определяем предельные значения зазора
Smax
расч.=![]()
Определяем
по таблицам предельных натягов в
переходных посадках [2] оптимальную
посадку так, чтобы Smaxрасч
. был равен
или меньше на 20%
Smaxтабл.
= — Nminтабл.
Для
данного соединения наиболее подходит
посадка
50
![]() (Рис. 2.4), для которой
(Рис. 2.4), для которой
Smaxтабл.=
23 мкм.

Рис.
2.4. Схема расположения полей допусков
к расчету переходных посадок
Трудоемкость
сборки и разборки соединений с переходными
посадками, также как и характер этих
посадок, во многом определяется
вероятностью получения в них натягов
и зазоров.
При
расчете вероятности натягов и зазоров
обычно исходят из нормального закона
распределения размеров соединения
деталей при изготовлении. Распределение
натягов и зазоров в этом случае также
будет подчиняться нормальному закону,
а вероятность их получения определяется
с помощью интегральной функции вероятности
Ф(z).
Расчет проводится следующим образом:
1.
Рассчитывается и подбирается переходная
посадка. Графически изображается
выбранная посадка (Рис. 2.4.). Определяется
Nmax,
Smax,
TD,
Td
по рисунку.
2.
Определяется среднеквадратическое
отклонение суммарной совокупности
![]() . (2.14)
. (2.14)
3.
Определяется предел интегрирования,
равный
z=![]() (2.15)
(2.15)
где
х – это разность
ординат средних значений полей допусков.
Величина х может определять как зазор,
так и натяг при средних значениях полей
допусков Nс
или Sс.
( В примере х = Sс
= 12,5 – 10 = 2,5 мкм).
4.
Из таблицы приложение 5 или таблицы 1.1
[1] по найденному значению z определяется
функция Ф(z).
5.
Рассчитывается вероятность натягов
(или процент натягов) и вероятность
зазора (или процент зазоров):
вероятность
натяга РN
РN=
0,5+Ф(z),
если z0; (2.16)
РN=
0,5-Ф(z),
если z0. (2.17)
Процент натягов
РN=100
РN. (2.18)
Вероятность
зазора Рs
Рs
= 0,5-Ф(z),
если z0;
Рs
= 0,5+Ф(z),
если z0.
Процент зазоров
(процент соединений с зазором)
Рs
= 100 Рs.
Пример
расчета переходной посадки:
1.
Находим максимальный зазор
Smax
расч.=![]() .
.
2.
Подбираем по таблицам посадку приложение
4 или [1].
3.
Рассчитываем ожидаемую при сборке долю
соединений с натягом и долю соединений
с зазором для выбранной посадки
50
 .
.
Для
соединения 50
![]() (Рис.2.4), натяг может быть в пределах от
(Рис.2.4), натяг может быть в пределах от
0 до 18 мкм, а зазор от 0 до 23 мкм. Допуск
посадки, равный сумме допусков вала и
отверстия составляет 41 мкм.
4.
Определяем среднеквадратичное отклонение
суммарной совокупности
![]() .
.
При
средних размерах поля допуска отверстия
и поля допуска вала получается зазор
Sc
= 12,5 – 10= 2,5 мкм.
5.
Вычислим вероятность значений зазора
в пределах от 0 до 2,5 мкм, т.е.
найдем площадь ограниченную линией
симметрии кривой и ординатой, расположенной
на расстоянии + 2,5 мкм от линии симметрии
(Рис. 2.5), т.е х = 2,5 мкм:
Z
=
![]() .
.
Пользуясь
таблицей значений функций Ф(z)
[1], находим, что вероятность зазора в
пределах от 0 до 2,5 мкм составляет Ф(z)
= 0,1915. Вероятность получения зазоров в
соединении 0,5 + 0,1915 = 0,69 или 69%. Вероятность
натягов – 1 – 0,69 = 0,31 или 31%.
6.
Рассчитаем вероятные предельные значения
натягов и зазоров:
NВ
= 3
– 2,5 = 14,79 – 2,5
= 12,29 мкм;
SВ
= 3
+ 2,5 = 14,79 + 2,5 = 17,29 мкм.
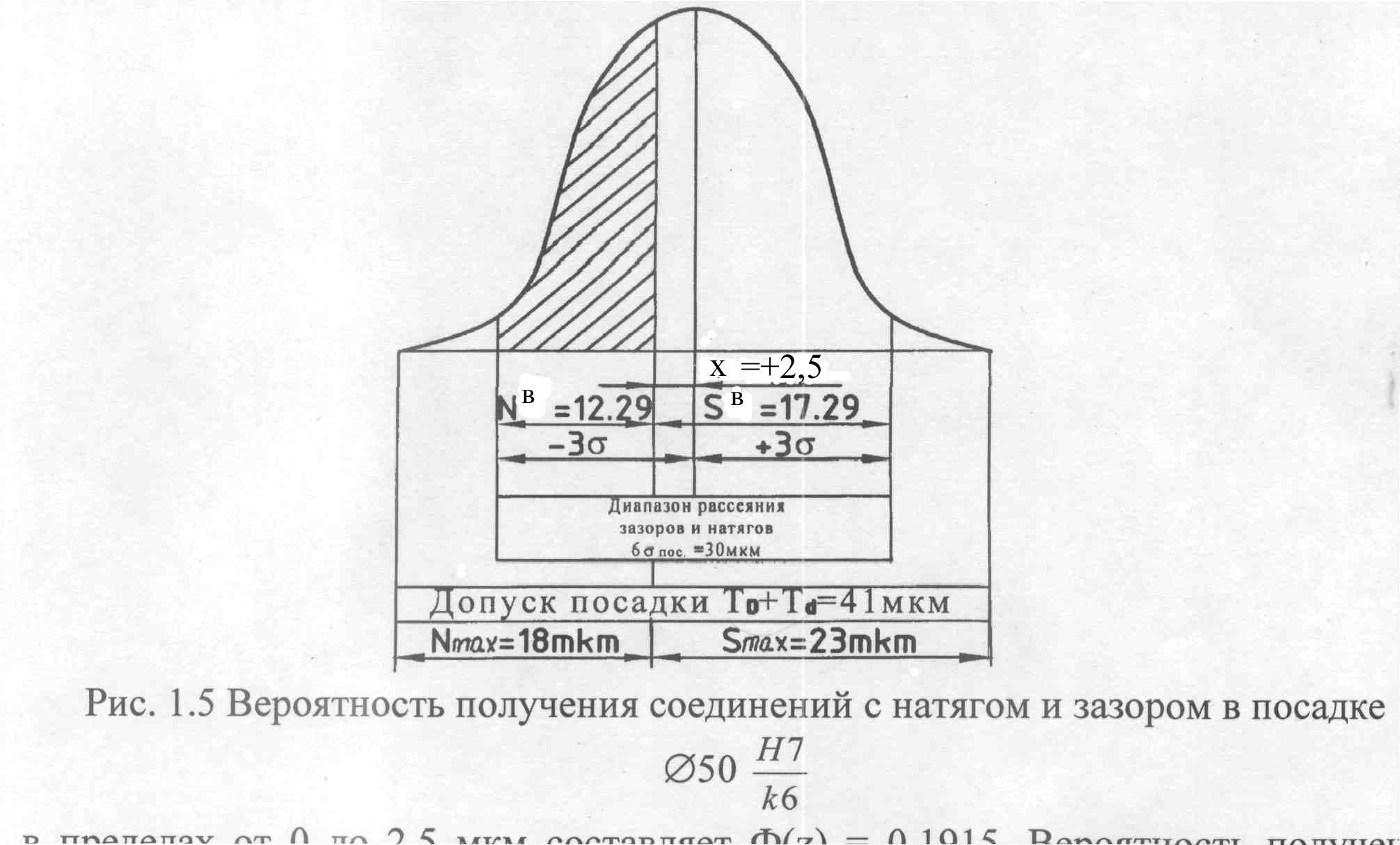
Рис.
2.5. Вероятность получения соединений с
натягом и зазором в посадке 50
![]()
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
- #
МОСКОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ПРИБОРОСТРОЕНИЯ И ИНФОРМАТИКИ
Кафедра ПР-2 «Метрология, сертификация и диагностика»
УТВЕРЖДАЮ
Заведующий кафедрой ПР-2
________________В.В. Клюев
«___»____________2007г.
Для студентов курса факультета ПР
Специальностей 2005. 01, 2005. 03
Кандидат технических наук, доцент Пухальский В. А.
ЛЕКЦИЯ № 2
по дисциплине 2204 «Метрология, стандартизация, сертификация и взаимозаменяемость»
ТЕМА «Единая система допусков и посадок»
Обсуждена на заседании кафедры
(предметно-методической секции)
«___»_______________2007 г.
Протокол №___
МГУПИ – 2007г.
ЕДИНАЯ СИСТЕМА ДОПУСКОВ И ПОСАДОК
§ 4.1. Поверхности, размеры, отклонения и допуски.
Поверхности деталей бывают цилиндрические, плоские, конические, эвольвентные, сложные (шлицевые, винтовые) и др. Кроме того, поверхности бывают сопрягаемые и несопрягаемые. Сопрягаемые — это поверхности, по которым детали соединяются в сборочные единицы, а сборочные единицы в механизмы. Несопрягаемые или свободные – это конструктивно необходимые поверхности, не предназначенные для соединения с поверхностями других деталей.
Внутренние цилиндрические поверхности, а также внутренние поверхности с параллельными плоскостями (отверстия в ступицах, шпоночные пазы и пр.) являются охватывающими. Их условно называют отверстиями. Диаметры отверстий обозначают D. Наружные поверхности (цилиндрическая поверхность диаметром 22 мм_вала.14, боковые грани шпонок) являются охватываемыми. Их условно называют валами и обозначают d.
Размеры выражают числовые значения линейных величин (диаметров, длин и т. д.) и делятся на номинальные, действительные и предельные. В машино- и приборостроении ee размеры в технической документации задают и указывают в миллиметрах. _ ,
Номинальный размер — размер относительно которого определяют предельные размеры и отсчитывают отклонения. Номинальные размеры являются основными размерами деталей или их соединений.
Действительный размер (Dr, dr) — размер, установленный измерением с допустимой погрешностью. Погрешность измерения, а следовательно, и выбор измерительных средств необходимо согласовывать с точностью, которая требуется для данного размера.
Предельные размеры — два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер. Больший из двух предельных, размеров, называют наибольшим предельным размером (Dmax, dmax) а меньший — наименьшим предельным размером (Dmin, dmin).
Отклонением, называют алгебраическую разность между размером (действительным, предельным.) и соответственно номинальным размером. Отклонения отверстий обозначают Е, валов е.
Действительное отклонение (Е, е) равно алгебраической разности действительного и номинального размеров:
Er = Dr – D; er = dr – d. (1)
Предельное отклонение равно алгебраической разности предельного и номинального размеров. Различают верхнее, нижнее и основное отклонения. Верхнее отклонение (ES, es) равно алгебраической разности наибольшего предельного и номинального размеров:
ES = Dmax -D; es = dmax – D. (2)
Нижнее отклонение (El, el) равно алгебраической раз¬ности наименьшего предельного и номинального размера.
El = Dmin – D; ei = dmin – d. (3)
Поле допуска — поле, ограниченное верхним и нижним отклонениями.
Положение поля допуска относительно номинального размера или нулевой линии определяется одним из двух отклонений — верхним или нижним, которое называют основным. В системе допусков и посадок за основное отклонение принято меньшее из двух отклонении по абсолютному значению, т.е. ближайшее к нулевой линии.
Понятие о допуске размера. Разброс действительных размеров неизбежен, но при этом не должна нарушаться работоспособность деталей и их соединений, т.е. действительные размеры годных деталей должны находиться в допустимых пределах, которые в каждом конкретном случае определяются предельными размерами или предельными отклонениями. Отсюда и происходит такое понятие как допуск размера.
Допуск (Т — общее обозначение, TD – отверстия, Td вала) равен разности наибольшего и наименьших предельных размеров.
TD = Dmax – Dmin; (4)
Td = dmax – dmin (5)
или абсолютной величине алгебраической разности верхнего и нижнего отклонений:
TD = ES – EI ; (6)

Td = es – ei (7)
Типовые примеры графического изображения допусков отклонений, номинальных и предельных размеров и других параметров точности отверстий и вала показаны на рис. 4.4а
Линию 00, называемую нулевой. Нулевая линия – линия, положение которой соответствует номинальному размеру. От нее откладывают отклонения при графическом изображении — допусков и посадок; положительные в одну сторону (например вверх), а отрицательные — в другую (вниз).

§ 4.4. Общие сведения о посадках.
К характеру соединения предъявляются различные требования.
характеру соединения предъявляются различные требования.
В одних случаях необходимо получить подвижное соединение с зазором, в других — неподвижное соединение с натягом
Зазором S называют разность размеров отверстия и вала, если размер отверстия больше вала, т. е. S = D – d (рис. 4.6, а).
Натягом N называют разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия (рис. 4.6, б)
Посадкой_ называют характер соединения деталей, определяемой величиной получившихся в ней зазоров или натягов.
Посадки с зазором характеризуются предельными зазорами — наибольшим и наименьшим (см. рис. 4.4).
Наибольший зазор Smax равен разности наибольшего предельного размера отверстия и наименьшего предельного размера вала
Smax = Dmax – dmin (8)
Наименьший зазор Smin равен разности наименьшего предельного размера отверстия и наибольшего предельного размера вала
Smin = Dmin – dmax (9)
Формулы (8) и (9) можно преобразовать для вычисления Smax и Smin через отклонения, для чего подставим в формулу (8) значения Dmax и dmin из формул (4.9) и (4.10)
Smax = ES – ei (10)
Аналогично найдем
Smin = EI — es. (11)
Посадки с натягом. Посадки с натягом характеризуются предельными натягами. Наибольший натяг равен разности наибольшего предельного размера вала и наименьшего предельного размера отверстия; наименьший натяг Nmin равен разности наименьшего предельного размера вала и наибольшего предельного размера отверстия:
Nmax = dmax – Dmin; Nmin = dmin – Dmax (12)
Предельные натяги, как и предельные зазоры, удобно вычислять через предельные отклонения:
Nmax = es – EI; Nmin = ei – ES (13)
Переходные посадки. Основной особенностью переходных посадок является то, что в соединениях деталей относящихся к одним и тем же партиям, могут получаться или зазоры, или натяги. Переходные посадки характеризуются наибольшими зазорами и наибольшими натяга.
Общие сведения о системах допусков и посадках.
Посадки можно получать двумя Способами.
При первом способе стандартизуются ряды посадок в системе отверстий и в системе вала; для каждой посадки устанавливают пару полей допусков отверстия и вала; каждое поле допуска задают двумя предельными отклонениями, присущими только данному полю допуска. Такой способ образования посадок применяли в более ранних системах, в том числе в системе ОСТ.
Недостаток этого способа заключается в том, что разнообразие и число посадок зависят от числа стандартизованных полей допусков.
При втором способе стандартизуются отдельно параметры, из которых образуются поля допусков, т. е. ряды допусков в разных квалитетах (см. табл. 3), и независимо от допусков ряды основных отклонений валов (рис. .1 и табл. 4) и отверстий. Поля допусков получают, сочетая любые допуски и основные отклонения. Этот способ обеспечивает большое разнообразие полей допусков и соответственно посадок при сравнительно ограниченных комплектах допусков и основных отклонений.
Системой, допусков, и посадок называют комплекс рядов допусков и посадок, созданный на основе теоретических исследований и обобщения опыта проектирования, изготовления и эксплуатации изделий. Стандартные системы допусков и посадок разработаны для различных типовых соединений деталей машин и приборов. Они обеспечивают взаимозаменяемость в машино- и приборостроении; создают условия для стандартизации конечной продукции, комплектующих изделий, режущего инструмента и калибров; способствуют повышению качества продукции. Современные системы допусков и посадок:
1) охватывают определенные диапазоны размеров, которые для упрощения таблиц допусков разбивают на интервалы размеров;
2) содержат единицы допусков, выражающие зависи¬мость допуска от размера;
3) содержат необходимое число квалитетов, классов или степеней точности, в которых установлены допуски разной величины для одинаковых номинальных размеров;
4) содержат необходимое разнообразие посадок двух рядов — в системе отверстия и в системе вала;
5) являются предельными асимметричными системами, в которых точность размеров задана двумя предельными размерами, а поля допусков основного отверстия и основ¬ного вала расположены асимметрично относительно нулевой линии (см. рис. 1);
6) имеют определенную температуру для проведения точных измерений t — 20 °С.
Системы допусков и посадок оформлены в виде таблиц, содержащих значения допусков и отклонений для всех интервалов, размеров, квалитетов, степеней и классов точности. Стандартные общегосударственные системы допусков и посадок являются обязательными, но на их основе можно составлять отраслевые, ведомственные и заводские стандарты, ограничивающие выбор допусков и посадок с теми значениями, которые удовлетворяют запросы отдельной отрасли промышленности и предприятий.
§ 4,3. Единица допуска и понятие о квалитетах
Точность размеров определяется допуском — с уменьшением допуска точность повышается, и наоборот. Однако значение допуска без учета величины и характера размера, назначения и условий работы детали не может служить мерой точности. Это объясняется следующим.
1. Каждый технологический метод обработки деталей характеризуется своей экономически обоснованной оптимальной точностью, но практика показывает, что с увеличением размеров возрастают технологические трудности обработки деталей с малыми допусками и оптимальные допуски при неизменных условиях обработки несколько увеличиваются. Обобщение опыта обработки деталей на металлорежущем оборудовании позволило выразить взаимосвязь между, экономически достижимой точностью и размерами с помощью условной величины, называемой единицей допуска.
Единица допуска- i (I) выражает зависимость допуска от номинального размера и служит базой для определения стандартных допусков. В системе допусков и посадок СЭВ единицу допуска, мкм, вычисляют по формулам:
для размеров до 500 мм
для размеров свыше 500 до 10 000 мм
где Dm средний размер интервала в мм.
где D0 и DM — больший и меньший размеры интервала.
В формулах (1) и (2) первое слагаемое учитывает влияние погрешностей обработки, а второе — влияние погрешностей измерения и температурных погрешностей.
2. К размерам, даже имеющим одинаковые значения, могут предъявляться различные требования в отношении точности. Это объясняется большим разнообразием механизмов а так же узлов и деталей, отличающихся конструкцией, назначением и условиями работы. Поэтому стандартные системы допусков и посадок содержат ряд квалитетов.
Квалитетом называют совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров.
Допуск для квалитетов за некоторым исключением устанавливают по формуле.
T = ai(I) (4)
где а — число единиц допуска.
В пределах одного и того же квалитета а постоянно, поэтому все номинальные размеры в каждом квалитете имеют одинаковую степень точности. Однако допуски в одном и том же квалитете для разных размеров все же изменяются, так как с увеличением размеров увеличивается единица допуска [см. формулы ( 1) и ( 2)]. При переходе от квалитетов высокой точности к квалитетам грубой точности допуски увеличиваются вследствие увеличения числа единиц допуска, поэтому в разных квалитетах изменяется точность одних и тех же номинальных размеров.
§ 5.2. Диапазоны размеров, единицы допусков и квалитеты ЕСДП
Диапазоны и интервалы размеров. Система допусков и посадок распространяется на размеры до 10 000 мм (нижний предел — менее 1 мм — неограничен). Указанный диапазон размеров разбит на три группы: до 500 мм, свыше 500 до 3150 мм и свыше 3150 до 10 000 мм. Перечисленные группы размеров подразделены на основные и
промежуточные интервалы. Для размеров до 500 мм установлено 13 основных интервалов: до 3 мм; свыше 3 до 6, свыше 6 до 10, свыше 10 до 18 мм и т. д. (табл. 1). Начиная с 10 мм основные интервалы дополнительно разбиты на промежуточные. Например, в основном интервале свыше 10 до 18 мм имеется два промежуточных — свыше 10 до 14 и свыше 14 до 18 мм (см. табл.4). Размеры свыше 500 до 3150 мм разбиты на 8 основных и 16 промежуточных интервалов, а свыше 3150 мм на 5 основных и 10 промежуточных. Промежуточные интервалы введены для отклонений, образующих посадки с большими натягами и зазорами для получения более равномерных зазоров и натягов.
|
№ п/п |
Термин |
Обозначение |
|
1 |
Номинальный |
D(d) |
|
2 |
Предельные |
Dmax, |
|
3 |
Верхнее |
ES |
|
4 |
Нижнее |
EI |
|
5 |
Верхнее |
es |
|
6 |
Нижнее |
ei |
|
7 |
Допуск |
T |
|
8 |
Допуск |
TD |
|
9 |
Допуск вала |
Td |
|
10 |
Натяг |
N |
|
11 |
Средний натяг |
Nm |
|
12 |
Наибольший |
Nmax |
|
13 |
Допуск натяга |
TN |
|
14 |
Зазор |
S |
|
15 |
Средний зазор |
Sm |
|
16 |
Наибольший |
Smax |
|
17 |
Допуск зазора |
TS |
|
18 |
Допуск |
TS/N |
|
19 |
Координата |
Em(em) |
Допуски
ГЦС по ГОСТ 25347-82. Все расчеты в миллиметрах.
1.1. Соединение Ø 60 .
.
1.1.1 Отверстие Ø 60![]() :
:
D = 60; ES = 0,030; EI = 0;
Dmax = D + ES = 60 + 0,030 = 60,03;
Dmin = D — EI = 60 — 0= 60,00;
TD = ES — EI = 0,03 — 0= 0,03;
TD = Dmax – Dmin = 60,03 – 60 = 0,03;
Em = ![]() =
= ![]() = 0.015
= 0.015
Em = ES — ![]() = 0.03 —
= 0.03 — ![]() = 0.015
= 0.015
Em = EI + ![]() = 0 +
= 0 + ![]() = 0,015
= 0,015
1.1.2 Вал Ø 60 ![]() :
:
d = 60; es = -0,100; ei = -0,220
dmax = d + es = 60 — 0,1 = 59,9;
dmin = d + ei = 60 -0,22 = 59,78
Td = dmax – dmin = 59,9 – 59,78 = 0,12;
Td = es – ei = -0,1 + 0,22 = 0,12;
em = ![]() =
= ![]() = -0,16
= -0,16
em = es — ![]() = -0,1 —
= -0,1 — ![]() = -0,16
= -0,16
em = ei + ![]() = -0,22
= -0,22
— ![]() = 0.16
= 0.16
1.1.3. Соединение Ø 60 
Smax
= Dmax — dmin = 60,03 – 59.78=0,25;
Smax
= ES – ei = 0,03+0,22 = 0,25;
Smin = Dmin – dmax = 60 – 59,9 = 0,1
Smin = EI – es = 0 + 0,1 = 0,1;
Smin = ![]() =
= ![]() = 0.175
= 0.175
Sm
= Em – em = 0,015 + 0,16 = 0,175;
TS = Smax – Smin = 0,25 – 0,1 = 0,15;
TS = TD +Td = 0,03 + 0,12 = 0,15.
Посадка Ø 60 ![]() в системе
в системе
отверстия,отверстие – высокой точности, вал – средней точности, с
гарантированным зазором. Схема расположения полей допусков посадки Ø 60 ![]() приведена в
приведена в
приложении 1.1.
1.2. Соединение Ø 105 
1.2.1. Отверстие Ø 105 ![]()
D = 105; ES =
0,035; EI = 0;
Dmax = D + ES = 105+ 0,035 = 105,035;
Dmin = D — EI = 105 — 0= 105,00;
TD = ES — EI = 0,035 — 0= 0,035;
TD = Dmax – Dmin = 105,035 – 105 = 0,035;
Em = ![]() =
= ![]() = 0.0175
= 0.0175
Em = ES — ![]() = 0.035 —
= 0.035 — ![]() = 0.0175
= 0.0175
Em = EI + ![]() = 0 +
= 0 + ![]() = 0,0175
= 0,0175
1.2.2. Вал Ø 105 ![]()
d = 105; es = +0,059; ei = +0,037
dmax = d + es = 105 + 0,059 = 105,059
dmin = d + ei = 105 + 0,037 = 105,037
Td = dmax – dmin = 105,059 – 105,037 = 0,022;
Td = es – ei = 0,059 – 0,037 = 0,022;
em = ![]() =
= ![]() = 0,048
= 0,048
em = es — ![]() = 0,059 –
= 0,059 – ![]() = 0,048
= 0,048
em = ei + ![]() = 0,037 –
= 0,037 – ![]() = 0,048
= 0,048
1.2.3. Соединение Ø105 
Nmax = dmax – Dmin = 105,059 – 105 = 0,059
Nmax
= es – EI = 0,059 — 0= 0,059;
Nmin
= dmin – Dmax = 105,037 – 105,035 = 0,002
Nmin
= ei – ES = 0,037 — 0,035 = 0,002;
Nmin
= ![]() =
= ![]() = 0,0305
= 0,0305
Nm
= em – Em = 0,048 — 0,0175 = 0,0305;
TN
= Nmax – Nmin = 0,059 – 0,002 = 0,057;
TN = TD +Td = 0,035 + 0,022 =
0,057.
Посадка Ø 105 ![]() в системе отверстия высокой точности с минимальным
в системе отверстия высокой точности с минимальным
натягом.